High Manganese Steel vs. Alloy Steel Hammers for Metal Shredders: Which One Should You Choose?
Shredder hammers are the most frequently replaced wear parts in any metal shredder. Choosing the right hammer material directly impacts your throughput, downtime, and cost-per-ton. The two dominant options on the market are high manganese steel hammers and alloy steel hammers (DHT)—and the right choice depends on your specific operation.
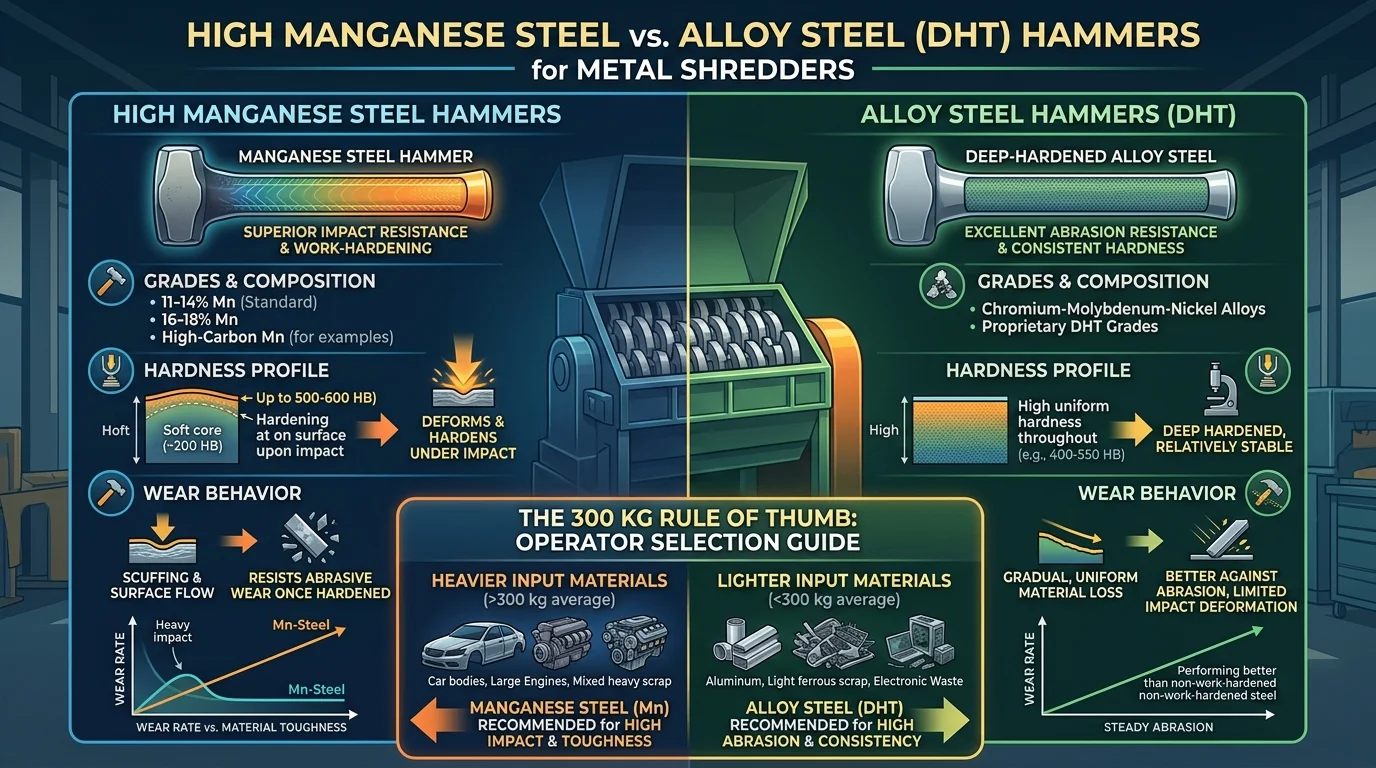
This guide breaks down both materials in detail—grades, hardness, wear behavior, and the proven 300 kg rule of thumb that helps operators make the right call.
In this guide, you will learn the key differences between high manganese steel and DHT alloy steel shredder hammers, including grades, hardness profiles, wear behavior, and a practical weight-based selection rule used by operators worldwide.
What Are Metal Shredder Hammers and Why Does Material Matter?
In a metal shredder (also called a hammermill shredder), rotating hammers mounted on a rotor impact and fragment scrap metal at high speed. Because they operate under continuous heavy impact and abrasion, hammers wear down and must be replaced regularly—making material selection one of the most critical operational decisions.
The two main material categories are:
- High manganese steel – the traditional choice, relied upon globally for decades
- Alloy steel with Differentially Heat Treatment (DHT) – an engineered upgrade targeting specific applications
High Manganese Steel Shredder Hammers: Grades, Properties & Best Use Cases
Overview
High manganese steel (also known as Hadfield steel) has been used in shredder hammers since the earliest days of the industry. It remains the most widely used hammer material worldwide, particularly for large-scale and heavy-duty shredding operations.
Common Grades
| Grade | Mn Content | Mo Content | Key Feature |
|---|---|---|---|
| Mn13 | ~13% | — | Standard grade, general purpose |
| Mn13Mo0.5 | ~13% | ~0.5% | Improved wear resistance |
| Mn13Mo1 | ~13% | ~1.0% | Best for heavy-impact conditions |
Note: For optimal performance, high manganese hammers should contain at least 0.5% molybdenum (Mo). Moly additions significantly improve toughness and resistance to impact cracking.
How Work-Hardening Works
Manganese steel has a unique metallurgical property: when subjected to repeated impact and pressure, the surface layer rapidly work-hardens, increasing surface hardness dramatically while the core remains tough and ductile. Think of it like a boxer’s knuckles — the more they take hits, the tougher the surface gets. Manganese steel does the same thing, automatically, every time it strikes scrap. This makes it extremely effective when processing heavy, bulky scrap such as:
- Auto bodies and frames
- White goods (washing machines, refrigerators)
- Heavy structural steel
Under these conditions, each hammer blow that wears the surface also hardens it—extending service life in ways that static hardness numbers don’t fully capture.
Advantages
- Lowest cost per ton in heavy-scrap applications
- Excellent toughness – absorbs high-impact energy without fracturing
- Self-hardening surface under working conditions
- Best-in-class for hammers over 300 kg
- More forgiving of non-shreddable tramp material (occasional unwanted hard pieces)
Limitations
- Lower initial hardness compared to alloy steel
- Less effective when processing light gauge, thin sheet metal where impact intensity is insufficient to trigger full work-hardening
- Slower to respond to abrasive wear without adequate impact
DHT Alloy Steel Shredder Hammers: What Differentially Heat Treated Really Means
Overview
Alloy steel hammers—known internationally as DHT hammers—represent an engineered solution for shredders processing lighter, thinner scrap where high manganese steel doesn’t reach peak performance. DHT stands for Differentially Heat Treated: a differential heat treatment process that creates a differentiated hardness profile across the hammer, giving different zones intentionally different hardness levels.
Common Grades
| Grade | Standard | Primary Alloying Elements | Application |
|---|---|---|---|
| 30CrNiMo | approx. AISI 4340 / DIN 30CrNiMo8 | Cr, Ni, Mo | Medium-duty DHT hammers |
| 40CrNiMo | AISI 4340 equivalent | Cr, Ni, Mo (higher C) | Heavy-duty DHT hammers |
Both grades are part of the Cr-Ni-Mo family of high-strength alloy steels—engineered for deep hardenability and excellent fatigue resistance.
What “Differentially Heat Treated” Means
The defining feature of DHT hammers is their intentionally differentiated hardness zones:
| Zone | Hardness Range | Purpose |
|---|---|---|
| Hammer body / pin bore area | 36–42 HRC | Toughness, resist pin wear and fracture |
| Hammer striking face | 50–56 HRC | Hardness, maximize abrasion resistance |
This gradient is achieved through controlled differential heat treatment—not surface coating. The result: the striking face is hard enough to resist abrasive wear on thin-gauge scrap, while the pin bore area remains tough enough to absorb shock without cracking.
Advantages
- Higher initial hardness than manganese steel
- Better performance on light, thin-gauge scrap where impact energy is lower
- Consistent hardness throughout service life – does not rely on work-hardening
- Longer maintenance intervals in the right application
- Reduced pin wear due to softer, tougher bore zone
Limitations
- Higher unit cost than manganese steel hammers
- Less forgiving of tramp metal and non-shreddables
- Not recommended for hammers over 300 kg – at large weights, the kinetic energy during impact increases dramatically. Under these extreme conditions, the pre-hardened alloy steel face becomes more susceptible to brittle fracture, while manganese steel’s ductile core continues to absorb energy without cracking.
Head-to-Head Comparison
| Criteria | High Manganese Steel | Alloy Steel (DHT) |
|---|---|---|
| Typical Grades | Mn13, Mn13Mo0.5, Mn13Mo1 | 30CrNiMo, 40CrNiMo |
| Initial Hardness | ~200 HB (work-hardens to 500+ HB) | Face: 50–56 HRC (~500–600 HB) |
| Toughness | Excellent | Good |
| Wear Mechanism | Work-hardening under impact | Pre-hardened, consistent wear |
| Best Scrap Type | Heavy, bulky scrap | Light, thin-gauge scrap |
| Hammer Weight | Best for > 300 kg | Suitable for < 300 kg |
| Cost per Unit | Lower | Higher |
| Cost per Ton | Lowest for heavy scrap | Better for light scrap applications |
| Tramp Tolerance | Higher | Lower |
| Pin/Bore Wear | Moderate | Low (soft bore zone in DHT) |
Real-World Performance Data: What Operators Report
Field data from shredder operations provides useful benchmarks when comparing these two materials. Industry-reported figures from DHT hammer manufacturers (including Stahlwerk Augustfehn) indicate that in suitable applications:
- DHT alloy steel hammers can deliver 2–4 times greater output tons compared to standard cast manganese steel hammers
- Operators have reported 20–40% lower hammer cost per ton when switching from manganese to DHT in light-gauge scrap applications
These figures represent real-world results in optimized conditions—primarily light to medium scrap feeds with hammers under 300 kg. They should not be taken as universal guarantees.
Important: These figures are application-specific. Always validate with your own cost-per-ton calculation under actual operating conditions before switching materials. A controlled trial comparing both hammer types in your specific operation is the most reliable way to determine the right choice.
How to Choose the Right Shredder Hammer: The 300 kg Rule Explained
Based on operational experience across a wide range of shredding applications, a practical rule of thumb has emerged:
For hammers under 300 kg: Both high manganese steel and alloy steel (DHT) are viable options. The final choice depends on your scrap mix. If you’re processing predominantly light, thin-gauge material, DHT hammers will likely deliver a better cost-per-ton. If your feed is heavy and bulky, manganese steel is equally competitive.
For hammers over 300 kg: High manganese steel is the preferred choice. At this weight class, the sheer mass and impact energy ensure robust work-hardening, and manganese steel’s superior toughness and lower cost provide a clear operational advantage.
Quick Decision Guide
Is your hammer weight > 300 kg?
├── YES → High Manganese Steel (Mn13Mo0.5 or Mn13Mo1 recommended)
└── NO → What is your primary scrap type?
├── Heavy / bulky scrap → High Manganese Steel
└── Light / thin-gauge scrap → Alloy Steel DHT (30CrNiMo or 40CrNiMo)Frequently Asked Questions
Q: What does DHT stand for in shredder hammers?
DHT stands for Differentially Heat Treated. It refers to a differential heat treatment process applied to alloy steel hammers, resulting in a harder striking face (50–56 HRC) and a tougher body/pin zone (36–42 HRC) — creating a differentiated hardness profile optimized for both wear resistance and fracture toughness.
Q: Is Mn13 or Mn13Mo1 better for shredder hammers?
For most heavy-duty applications, Mn13Mo1 outperforms standard Mn13 due to the higher molybdenum content, which improves toughness and reduces cracking risk. Mn13Mo0.5 is a practical mid-range option that balances cost and performance.
Q: Why does manganese steel work-harden?
Under repeated impact, the surface layer of manganese steel undergoes significant microstructural changes that dramatically increase its hardness — from around 200 HB to over 500 HB — while the core remains tough and ductile. This only occurs effectively under sufficient impact energy, which is why heavy scrap is ideal.
Q: Can I use DHT alloy steel hammers for very heavy scrap?
It is not recommended for hammers over 300 kg. At high impact energy levels, alloy steel hammers are more susceptible to fracture compared to high manganese steel. The toughness advantage of manganese steel becomes critical in this range.
Q: How do I calculate true cost per ton for hammer materials?
True cost per ton = (hammer unit cost + pin/hardware cost) ÷ total tons processed before replacement. Always compare both materials under your actual operating conditions before making a final decision.
Example: If a manganese hammer costs $800 and processes 500 tons before replacement, your hammer cost per ton is $1.60. If a DHT hammer costs $1,400 but processes 1,000 tons, your cost per ton drops to $1.40 — a 12.5% saving. Always include pin costs and labor time for hammer changes in your full calculation. The numbers will vary by operation, but the formula stays the same.
Conclusion
Both high manganese steel and alloy steel (DHT) hammers are proven, effective solutions—the key is matching material to application:
- High manganese steel (Mn13, Mn13Mo0.5, Mn13Mo1) excels in heavy-duty, high-impact shredding and is the go-to choice for hammers over 300 kg. Its work-hardening capability and cost-effectiveness are unmatched in the right conditions.
- Alloy steel DHT hammers (30CrNiMo, 40CrNiMo) deliver superior performance for lighter scrap and smaller hammer applications, offering higher initial hardness and lower pin wear through their differentially heat treated design.
When in doubt, evaluate based on your actual scrap composition and run a controlled trial comparing cost-per-ton across both materials under your operating conditions. The best hammer is always the one that delivers the lowest cost per processed ton in your specific application.
Looking for high-performance shredder hammers tailored to your machine and scrap mix? Browse our shredder hammer catalog or contact our technical team for a material recommendation based on your hammer weight and feed composition. We help operators reduce cost-per-ton with the right material, every time.



