Contact us
Please leave your specific needs and contact information, and the staff will contact you as soon as possible!
Qiming Casting is one of the largest manganese steel casting foundries in the China market, which focuses on casting Hadfield steel for crusher liners, mill liners, shredder wear liners, and apron feeder flights. Currently, our company is capable of designing, engineering, and manufacturing castings ranging anywhere from 5 kgs to 18000 kgs in weight.
Not only standard Hadfield steel (Mn14), Qiming Casting also cast super manganese steel (Mn18, Mn22) and manganese alloy steel (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo, and other alloys) for mining, cement, and quarrying industry.
Qiming Casting serves a global base of original equipment manufacturers, metallic mines, and aggregate plants. We have developed a world-class facility to efficiently produce the highest quality manganese steel castings in a safe, quality-controlled, and environmentally sound manner.
Qiming Casting manufactures kinds of manganese steel casting parts for quarrying, mining, and cement industry, which include: manganese jaw liners, manganese cone liners, manganese mill liner, manganese apron feeder pans, manganese shredder wear parts, and manganese hammers.

Qiming Casting manufactures manganese jaw liners for popular brands, which include fixed jaw plates, movable jaw plates, and cheek plates.

Qiming Casting manufactures manganese cone liners for popular brands, which include cone crusher mantle, cone crusher concave, and torch ring.

Qiming Casting manufactures manganese mill liners for popular brands, which include end liner, lifting liner, discharge liner, and shell liners.

Qiming Casting manufactures manganese apron feeder pans for popular brands, which include the D series, the AF series, and the others.

Qiming Casting manufactures manganese shredder wear parts for popular brands. Those parts include shredder grates, anvils, caps, and hammers.

Qiming Casting manufactures manganese hammers for hammer crusher and shredder plants. Our manganese alloy steel significantly increases the service life of the hammer.

Each process of our production is executed in strict accordance with the Standard Operation Procedure (SOP). The main process is as the following: Pouring simulation, Mold development, Raw material inspection, Modeling (Core-Making), Melting, Metal pouring, Cleaning and Heat treatment, Machining, Inspection, Warehouse packaging, and Shipping.
Design and produce molds according to the requirements of the drawings. Generally, wood molds can be used for single-piece production, plastic molds and metal molds are made for mass production, and templates can be made for mass castings.
Includes modeling (forming the cavity of the casting with molding sand), core-making (forming the inner shape of the casting), and mold matching (putting the core into the cavity and closing the upper and lower flasks). Modeling is a key process in casting.
According to the required metal composition, the chemical composition is matched, and the appropriate melting furnace is selected to melt the alloy material to form a qualified liquid metal liquid (including qualified composition and qualified temperature).
Pour qualified molten metal into the sandbox equipped with the mold. The pouring stage has high safety requirements, and we have rigorous process control to protect the safety of our employees.
After the molten metal is poured and solidified, the molding sand is removed, and the gate and other attachments are knocked out to form the required casting.
Machining is the most important step to help the goods to install.
All blank dimensions are checked using a CMM. We have the Rockwell hardness machine, dynamic balance instrument, roundness meter, etc. The company’s quality department has certified employees to do UT, PT, MT testing.
Chemical composition is one of the most important factors that can affect the mechanical properties of high manganese steel castings. Carbon and manganese content plays an important role in the production of high manganese steel. Manganese steel foundry can have several modified grades on its production route, and these grades are usually produced to meet the requirements of the application, section size, casting size, cost, and weldability considerations. And other elements of content also play an important role in manganese steel casting.
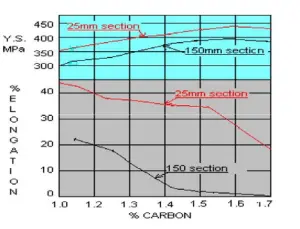
Effect of carbon content on yield strength and elongation of manganese steel casting
Effect of carbon content on yield strength and elongation of manganese steel casting. It showed systematically that the abrasion resistance of high manganese steel casting will increase with an increase in carbon content. Carbon content above 1.4% is seldom being used due to the difficulty of obtaining an austenitic structure free of grain boundary carbides which are detrimental to the strength and ductility of the said steel.
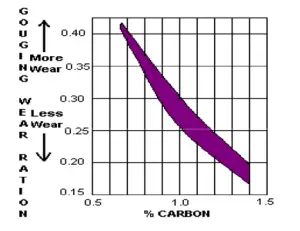
Effect of carbon content on wear resistance of manganese steel casting
Effect of carbon content on wear resistance of manganese steel casting. The low carbon content (0.7% C minimum) may be used to minimize carbide precipitation in heavy castings or in weldments, and similar low carbon contents are specified for welding filler metal. On the other hand, it is known that Manganese is an austenite stabilizer thus excess of manganese to steel will make the austenitic phase become stable at room temperature. Austenite has an FCC structure; therefore excess of manganese (20 – 26) % by weight can decrease the Yield strength.
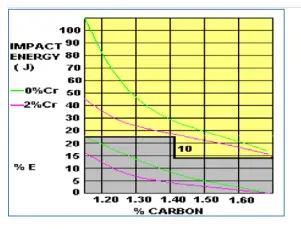
Effect of chromium content in 13% manganese steel casting
Chromium has a tendency to increase hardness penetration. This element has interesting effects on steel as well as improving the corrosion resistance to Manganese steel. Chromium acts as a carbide former thus excess of Cr to Manganese steel will result in carbide precipitated at grain boundary in the as-cast condition. Pribulova results showed that to decrease the volume fraction of carbide and to obtain good values of impact, the chromium content must be limited to 0.1%. This carbide can be removed by solution treatment between 1050°C – 1100°C. If carbides exist in the as-quenched structure, it is desirable for them to be present as relatively innocuous particles or nodules within the austenite grains rather than as continuous envelopes at grain boundaries. If these carbides are present as innocuous particles within the matrix, yield strength will increase while impact energy decreases.
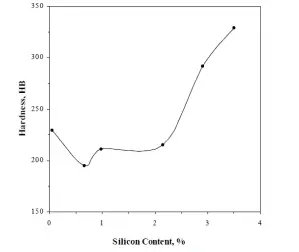
Effect of silicon content on manganese steel casting
Silicon is used as a deoxidizing (killing) agent in the melting of steel, but for manganese steel, the addition of silicon changes the Fe3C morphology and has an effect on the hardness of Mn steel. The increase in hardness can be explained on the basis that by increasing silicon content beyond 1.99%, the volume fraction of Fe3C will increase thus giving rise to the hardness of Hadfield steel.

Effect of phosphorus content on manganese steel casting
Phosphorous is a greater concern in manganese steel and it tends to segregate at grain boundaries, liquefies during solution annealing, and forms an embrittling phosphide eutectic film. Phosphorus content for test bars of 25mm shows little change in tensile properties. Above 0.06% phosphorus, the high-temperature plasticity of manganese steel is severely reduced due to phosphide eutectic. Above 0.1%, the tensile strength and elongation of manganese steel decrease.
Effect of molybdenum content on manganese steel casting. Molybdenum additions to manganese steels result in several changes. First, the martensite starts temperature is lowered which further stabilizes the austenite and retards carbide precipitation. Next, molybdenum additions change the morphology of the carbides that form during reheating after the material has had a solution treatment. Grain boundary films of acicular carbides typically form, but after adding molybdenum the carbides that precipitate are coalesced and dispersed through the grains. The result of these changes is that the toughness of the steel is improved by the addition of molybdenum. Another benefit of molybdenum additions can be improved as-cast mechanical properties. This can be a real benefit during casting production. In higher carbon grades molybdenum will increase the tendency for incipient fusion, so care must be taken to avoid this as the resulting mechanical properties will be severely diminished.
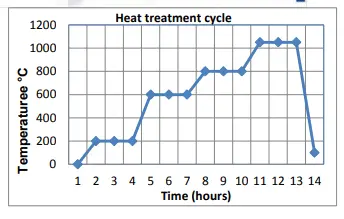
Ideally, heat-treated manganese steels will have a fully homogenized fine-grained austenitic microstructure. The grain size is a function of pouring temperature and heat treatment typically does not influence the grain size. Some have tried to develop strategies of heat treatment that would first transform the structure to a pearlitic structure, which would then allow for grain refinement in the final heat treatment. These strategies have not been widely accepted or implemented for various reasons. One reason is that these cycles become expensive due to the high furnace temperatures and long hold times required. In addition, the alloy was often not significantly improved by these cycles.
The typical heat treatment cycle for most manganese steels consists of a solution anneal followed by a water quench. This cycle may start off at room temperature or at an elevated temperature depending on the starting temperature of the castings. The starting temperature in the heat treat furnace is set to be near the castings temperature and is then raised at a slow to moderate rate until the soaking temperature is reached. Soaking temperatures are typically high in order to facilitate the dissolution of any carbide that might be present. Temperatures at or near 2000°F are typically used to achieve the desired homogenizing effect. The chemical composition of the alloy will ultimately set the soaking temperature.
Heat treatment strengthens austenitic manganese steel so that it can be used safely and reliably in a wide variety of engineering applications. Solution annealing and quenching is the standard treatment that produces normal tensile properties and the desired toughness. This involves austenitizing followed quickly by water quenching. The austenitizing temperature is held between 1050°C – 1100°C then quenched in agitated water so as to remove the vapor stage.

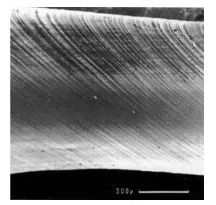
Microstructure showing slip lines
Work hardening, also known as strain hardening or cold working, is the strengthening of a metal by plastic deformation. This strengthening occurs because of dislocation movements and dislocation generation within the crystal structure of the material. The usual method of plastic deformation in metals is by the sliding of blocks of the crystal over another along definite crystallographic planes, called slip planes. The atoms move an integral number of atomic distances along the slip plane and a step is produced which is known as a slip line.
Strain hardening results due to dislocation pile-up on slip plains at barriers in the crystal. It is understood now that strain-hardening or work-hardening is caused by dislocations interacting with each other and with barriers that impede their motion through the crystal lattice. It can be said that the rate of work hardening can be increased if the barriers which impede the movement of dislocations can be increased.
It has been mentioned that the unique feature of this tough, high-strength manganese steel is the rapid work hardening, from yield strength of 379 MPa to an ultimate tensile strength of 965 MPa on the surface. It is commonly taught that the rapid work hardening in Hadfield steel arises from the strain-induced transformation of austenite to martensitic.
Manganese steel’s unique wear-resistant properties also make it very difficult to machine, at best. In the early days of manganese steel production, it was thought to be unmachineable and grinding was used to shape the parts. Now with modern cutting tools, it is possible to turn, bore, and mill manganese steels. Manganese steel does not machine-like other steels and typically requires tools that are made with a negative rake angle. In addition, relatively low surface speeds with large depths of cut produce the best results. This arrangement produces high cutting forces and the equipment and tooling must be robust to withstand these forces. Any chatter of the tooling can add to the work hardening of the surface being machined. Most cutting is typically done without any sort of lubrication. During the machining of manganese, it is important to continuously remove the work-hardened zone with the next cut. Small finishing cuts or tool chatter will cause the hardness to build and make the remaining surface virtually unmachineable.
Drilling of manganese steels, while possible, is very difficult and required holes should be cast into the part versus drilled. If drilled holes are required, mild steel inserts are often cast into the part so that the machineable insert can be drilled or drilled and tapped.
