
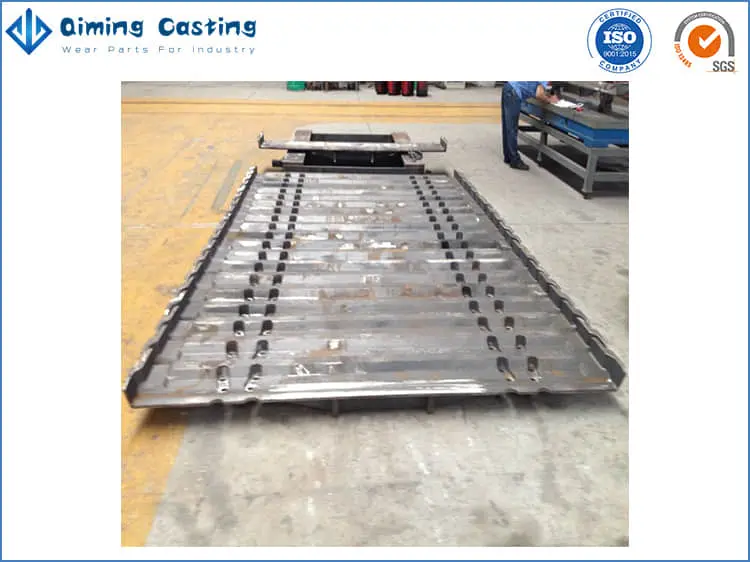
D4 Apron Feeder Pans
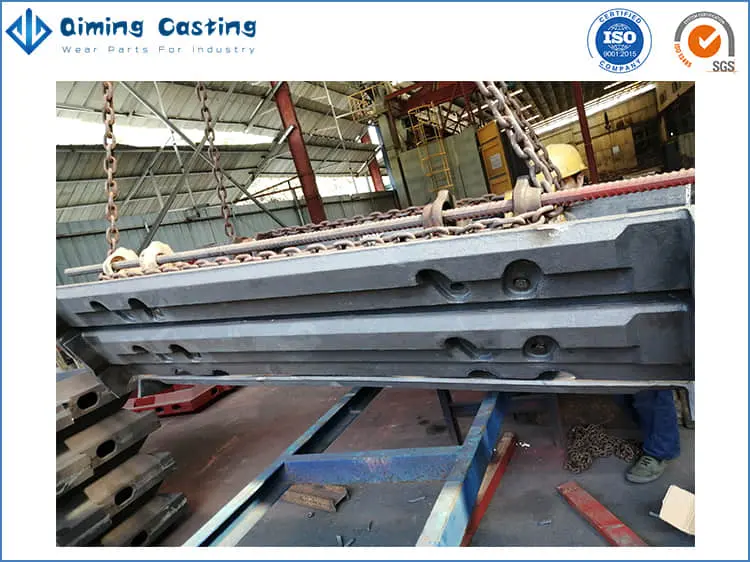
Apron Feeders are used to extracting or feeding large, lumpy, abrasive, and heavy ores under severe impact conditions – including wet, sticky, or frozen operations. Qiming Casting’s manganese apron feeder pans are industry proven to be the best pan for moving hard abrasive materials. They are superior to fabricated and alloy steel pans in toughness and fatigue strength. The wear surfaces on Qiming Casting’s manganese pans, which are subject to impact and high-stress abrasion, work harden to a hardness over 400 BHN for long wear life.
Qiming Casting’s feeder pans are made from a modified grade of manganese steel. Extremely high toughness is common in this alloy which ensures that the pans will not fail during extreme service conditions. This material is capable of work hardening while in service and can provide extended service life, especially over fabricated pans. Extensive inspection sections of the conveyor assure that all links fit and work properly together.
Our Apron Feeder Pans Features:
D4 Apron Feeder Pans

D3 Apron Feeder Pans

D6 Apron Feeder Pans
D8 Apron Feeder Pans

AF10 Apron Feeder Pans

AF28 Apron Feeder Pans

Manganese Apron Feeder Pans
Alloy Steel Apron Feeder Pans

Manganese Steel Flights
This specification describes the requirements for manufacturing austenitic manganese steel castings for apron feeder pans. This specification gives the minimum standard that must be complied with if there are no other customers’ specifications or written instructions. We must reject materials that do not conform to this specification unless specific approval to do otherwise is received in writing from Qiming Casting. This applies at any stage of manufacture. Given reasonable notice from Qiming Casting, We must allow any customer-authorized representatives to freely enter the Qiming Casting’s works in order to expedite the work and to satisfy themselves that all tasks and inspections have been carried out according to the customer’s specification. This expediting and inspecting must not unduly interfere with the Qiming Casting’s operations, and it does not relieve the Qiming Casting of the responsibility to comply with the customer’s requirements and this specification.
The following requirements must be satisfied, if necessary by adding to the requirements of the customer’s existing quality system:
Visually inspect all machined faces for clean-up and inclusions. Check all machined dimensions, in conjunction with the Inspection Record drawing (IR Drawing), and record results accurately on the IR Drawing. All the flights need to be checked on the flat jig, and there should be 2mm min. clearance between each flight.
After finish the manganese apron feeder pans, we will share the following records for customers: