
Contact us
Please leave your specific needs and contact information, and the staff will contact you as soon as possible!
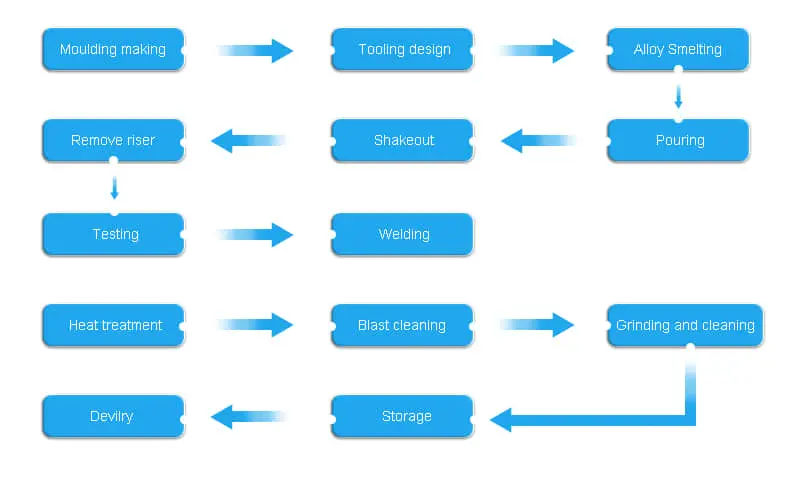
Our foundry have 2 sets sodium silicate-bonded sand production line,one set V-method casting production line and one set lost-foam casting production.Based on different replacement parts and quantity to choose different casting process. Every casting process have itself advantage and disadvantage.
Sand casting, also known as sand molded casting, is a metal casting process characterized by using sand as the mold material. The term “sand casting” can also refer to an object produced via the sand casting process. Sand castings are produced in specialized factories called foundries. Over 70% of all metal castings are produced via sand casting process.
Sand casting is relatively cheap and sufficiently refractory even for steel foundry use. In addition to the sand, a suitable bonding agent (usually clay) is mixed or occurs with the sand. The mixture is moistened, typically with water, but sometimes with other substances, to develop the strength and plasticity of the clay and to make the aggregate suitable for molding. The sand is typically contained in a system of frames or mold boxes known as a flask. The mold cavities and gate system are created by compacting the sand around models, or patterns, or carved directly into the sand.

Sand Casting process are widely used in casting crusher wear parts,,such as jaw plates,blow bars,cone liner,bowl liner,etc. The reason that they are big casting wear parts and precision definition inquiry not very high(regular error range 5 mm). Especially jaw plates,most of them do not need finishing again. For cone liner,bowl liner and roll mill liner, they are also just need machining parts of them.So we choose the sand casting process. On the other hand, the products which used sand casting process are more wearable than other casting process, the span life longer more than 20%.
Lost-foam casting (LFC) is a type of evaporative-pattern casting process that is similar to investment casting except foam is used for the pattern instead of wax. This process takes advantage of the low boiling point of foam to simplify the investment casting process by removing the need to melt the wax out of the mold.
This casting process is advantageous for very complex castings that would regularly require cores. It is also dimensionally accurate, maintains an excellent surface finish, requires no draft, and has no parting lines so no flash is formed. The un-bonded sand of lost foam casting can be much simpler to maintain than green sand and resin bonded sand systems. Lost foam is generally more economical than investment casting because it involves fewer steps. Risers are not usually required due to the nature of the process; because the molten metal vaporizes the foam the first metal into the mold cools more quickly than the rest, which results in natural directional solidification.Foam is easy to manipulate, carve and glue, due to its unique properties. The flexibility of LFC often allows for consolidating the parts into one integral component; other forming processes would require the production of one or more parts to be assembled.
The two main disadvantages are that pattern costs can be high for low volume applications and the patterns are easily damaged or distorted due to their low strength. If a die is used to create the patterns there is a large initial cost.
V casting method, also known as vacuum casting or vacuum casting, which is heated by means of a vacuum pressure was plastic plastic film covering the pattern or template, fill the tank without adhesive dry sand, then with plastic film to the top surface of the sand seal, vacuum, make sand compaction, from the mold, the lower core, co-type, cast until casting solidification obtained.
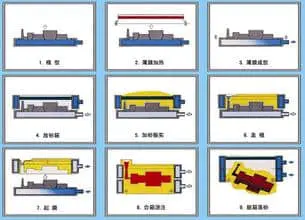
Step 1: upper and lower templates were installed in the two stations, the template, look on the vent to flow;
Step 2 : baking cavity film, when the film is heated to a mirror, dropping the landing gear, open the vacuum valve, negative pressure film;
Step 3: spray paint and dry on the film;
Step 4: Place the flask and performed on the template vibration filling sand, Calibrating tank top surface;
Step 5: put the film back, plug in the vacuum pipe sand box vacuum system, and cut off the vacuum on the template;
Step 6: turn me, at the core;
Step 7: The same method of making the box;
Step 8:-fitting, casting, the casting process, the upper and lower box are plug has vacuum pipe vacuum system, the vacuum pipe vacuum system uses intelligent computer dynamic control, in order to achieve a real-time control of the lower tank vacuum, without setting the vent;
Step 9: beat box, shakeout, cleaning castings.