Casting Process And Simulation of Cone Crusher Wear Parts,Cone liners& Bowl Liners
In order to increase abrasion resistance of manganese steel casting for cone liners and bowl liner, and reduce the defects of shrinkage cavities,shrinkage porosity and cracks,the original pouring system and head have been improved.The pro-cast software is used to simulate pattern filling and solidification processes of casting and verify the improved process and analyze the simulation results.The results show that the improved processes enhance the product quality and reduce the casting defects.
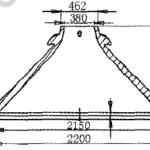
Cone crusher is widely used in metallurgy, mining, cement and other various industries to break or crush raw material.Cone liners and bowl liners are the mainly replacement parts,In the actual application process,bowl liners have to withstand high intensity of repeated force in a very short time, so the technical of cast bowl liners must be very strictly and carefully,don’t allow any defect.Due to the structure of bowl liners, it easy has shrinkage, crack and other defects.The structure check the Figure 1.
Qiming Casting improves the modeling process of the pouring system, riser system, then use the pro-cast software to improve the process of simulation, and finally used in the production, and achieved good results.
Improved Casting Process
After analysis, we found the reasons larvae L, shrink loose and crack had appeared in the original process casting . After the study of the location and size of the defects, the pouring system and the riser have been improved. The improved cast three-dimensional process shown in Figure 2.

Riser system
Casting parts still use sand casting. The parting surface is still at the big mouth. As can be seen from Figure 1, the thickness of the root of the riser is only about 70 mm, the thinnest mouth of the mouth is only 25 millimeters, even if the size of the riser, the effect of filling is not obvious. At the same time the structure of the broken wall itself also has some restrictions on the distance, excessive riser will play the opposite effect. Change the type of riser is an effective way to solve this problem, you can use the heating riser instead of the original insulation mouth.Food riser with high heat value, good insulation properties, heat balance and long duration and so on. According to the calculation diameter 250 mm, the effective length of 250 BITI forming heating riser, the number of risers for the three. Although the price of heating riser slightly higher than the ordinary insulation riser, but the same diameter of the riser, replaced by a fever riser, due to its own good insulation characteristics, extended the filling time, increased the effect of filling, Casting quality at the same time can reduce the consumption of molten steel. In addition, although the position of the parting surface is not changed, the position of the riser is lowered and moved down to the annular hot section near the large mouth end, and the filling effect is sufficiently ensured, and the original process can not be sufficiently The problem of filling. And in order to avoid hot cracking when sand cutting, reduce the amount of sand cleaning, reduce the production cycle, the root of the rough use of the formation of chromite easy cutting, the thickness of about 100 mm. As easy to cut the film is very thin, and close to the shape of the collar, and the contact area is very small, so clear sand when the direct destruction, that is, saving man-hours, and avoid cutting cracks when the cracks and other defects.
Pouring System
The main problem in the process design of the pouring system is how to ensure that the molten iron does not produce turbulence during the casting process, and the pouring system should have strong slagging ability. According to the empirical formula:
Σ1: Σ2: Σ3: Σ4 = 1: (1.8-2) : ( 1.8 ~ 2): 2
Σ1 For the cross-sectional area of the hole
Σ2 For the total cross-sectional area of the straight water
Σ3 For horizontal cross-sectional area of the transverse cross-section
Σ4 For within the total cross-sectional area of the inner nozzle
The main parameters are: a 55 mm hole; straight water, a cross-section diameter of 80 mm; transverse gate for the double, cross-section diameter of 65 mm; 4 launch-type runner into the molten steel, cross-section diameter of 50 mm, At the height of the casting.
Casting casting position shown in Figure 2. The rationality of the pouring system directly affects the quality of the casting, and the thick part of the casting is located above the casting, allowing the upper part of the casting to fill the lower part of the casting, resulting in favorable sequential solidification conditions. Compared to the bottom of the outlet, this two-layer water inlet is conducive to adjust the temperature difference between the casting, while reducing the casting pressure and static pressure, and to prevent the upper gates prematurely into the molten steel. And can ensure that the flow of molten steel when the flow is smooth, easy exhaust, to avoid suction and molten steel oxidation. At the same time conducive to the shape of the sand core when the smooth placement of sand when the sand is convenient.
By improving the casting process to make the casting process more stable, riser complement the role of better, shorten the bowl liners production cycle, reducing the labor intensity, improve the production efficiency and product qualification rate, effectively reducing the production costs, Improve the economic efficiency of enterprises.



