Ball Mill Liner Material Guide: Manganese Steel vs. Cr-Mo Alloy Steel — How to Choose
Choosing the wrong liner material for your ball mill doesn’t just reduce wear life. It can lock liners in place, damage the mill shell, and create safety hazards during relining. A seized liner set in a large SAG mill can add 12–24 hours to a planned relining shutdown — at $30,000–$100,000 per hour in lost production, that is a specification decision, not a maintenance problem.
If you’ve ever had a relining shutdown run hours over schedule because a liner wouldn’t come out — or watched a liner set wear out in a fraction of the expected time — the root cause is usually the same: the wrong material specified for the application.
This guide compares the two most widely used liner materials — austenitic manganese steel (AMS) and high-carbon chrome-moly (Cr-Mo) alloy steel — from a procurement and operations perspective. You’ll find a direct selection framework, a specification checklist, and the questions to ask any supplier before you commit to an order.
The Core Difference: How Each Material Wears
Understanding how these two materials behave under load is the foundation of every selection decision.
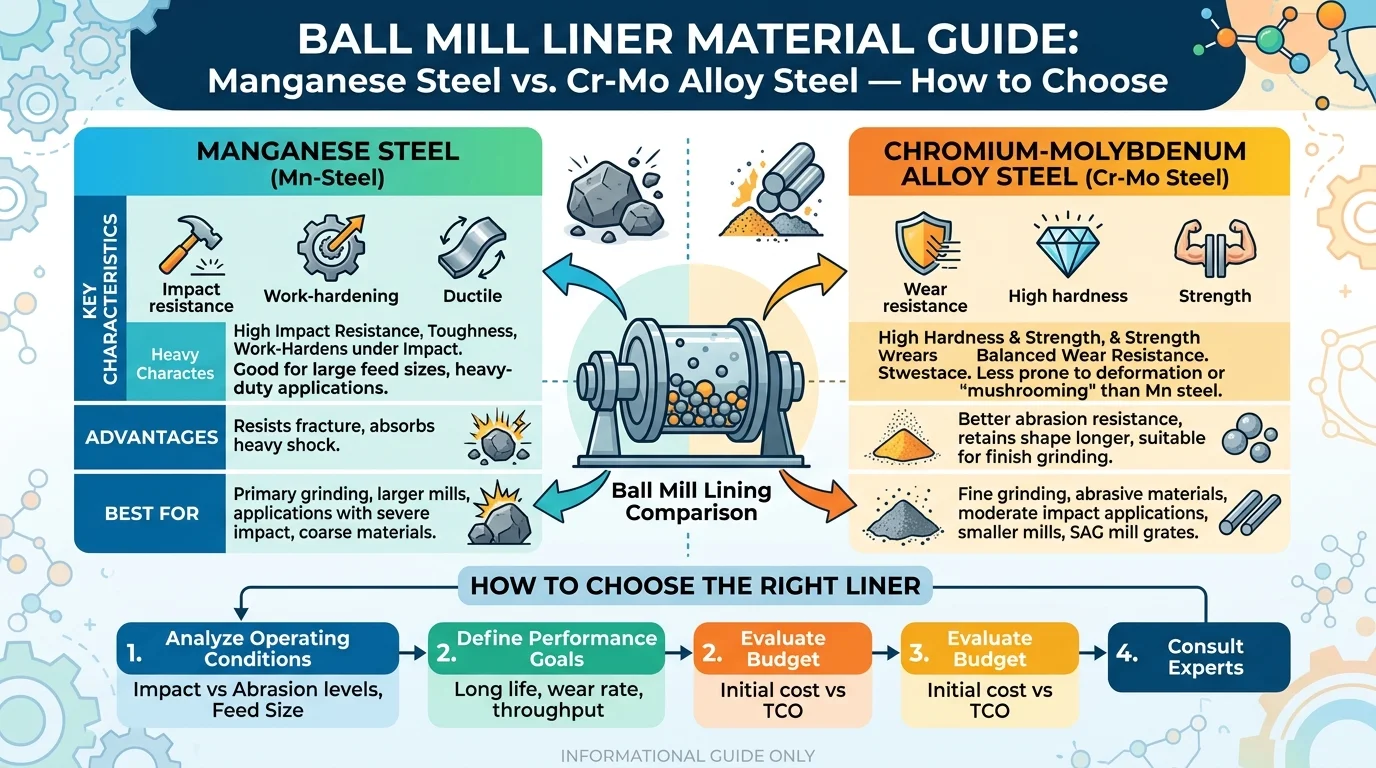
Austenitic Manganese Steel (AMS / High-Mn)
Manganese steel work-hardens under impact: the surface hardens progressively as the liner absorbs repeated blows, while the substrate beneath remains tough and ductile. This combination of surface hardness and core toughness makes it highly resistant to fracture — even under extreme impact loading.
There is also a safety consideration. When the mill is entered for inspection or relining, balls can dislodge from between work-hardened liners. A thorough hosing-down of the liner surface is required before entry — this must be written into your maintenance procedure, not left to site discretion.
Where AMS performs well: small to medium mills processing highly abrasive ores. For these applications, AMS liners have demonstrated a strong cost-per-tonne advantage that is difficult to match — the combination of impact toughness and abrasion resistance at lower unit cost is difficult to replicate with other materials.
High-Carbon Chrome-Moly (Cr-Mo) Alloy Steel
Cr-Mo alloy steel is the current standard material for SAG mill liners and is increasingly specified for large ball mills. Hardness typically ranges from 325–380 BHN, delivered as-cast through controlled heat treatment.
Unlike manganese steel, Cr-Mo does not rely on work-hardening. Its wear resistance comes from the alloy composition and heat treatment applied at the foundry. This means performance is more predictable — you get consistent wear rates from the first tonne processed to the last, without the variability that comes with work-hardening activation.
Cr-Mo liners do not expand significantly under load, which means they remain removable throughout their service life. Relining operations are safer, faster, and less likely to cause secondary damage to the mill shell.
Selection Framework: Six Variables That Determine the Right Material
The selection of liner material is not a standalone decision. It depends on at least six variables — and treating it as a simple “which is better” question will lead to the wrong answer.
Work through these variables in order. The first two — mill size and ore abrasivity — will resolve the material choice for most applications. Variables 3–6 are refinements: they may shift your specification within a material category, or flag operational constraints that override the default recommendation.
Variable 1: Mill Size
| Mill Diameter | Recommended Material |
|---|---|
| Small to medium (up to ~18 ft) | AMS or Cr-Mo — evaluate based on ore abrasivity |
| Large (18–24 ft) | Cr-Mo alloy steel |
| Very large SAG/AG (>24 ft) | High-carbon Cr-Mo; consult supplier on heavy-section heat treatment |
Diameter boundaries are indicative engineering reference values; actual material selection should be confirmed with your supplier based on specific mill design and operating conditions.
Variable 2: Ore Abrasivity
- High abrasivity (silica-rich ores, quartz, hard granite): AMS work-hardening provides a strong cost-per-tonne advantage in smaller mills. In larger mills, high-hardness Cr-Mo grades are preferred.
- Moderate abrasivity (limestone, softer ores): Cr-Mo at 325–380 BHN is typically the straightforward choice.
- Mixed or variable feed: Cr-Mo’s consistent, predictable wear behavior is easier to plan around than AMS, which depends on impact activation.
Variable 3: Ball Size
Large grinding balls (>100mm) deliver high-energy impacts. In high-impact environments, AMS’s fracture resistance becomes an advantage — but so does the expansion and locking risk. If you are running large balls in a smaller mill, factor relining difficulty into your total cost assessment, not just wear life.
Variable 4: Mill Speed
Higher mill speeds increase impact frequency and generally favor AMS work-hardening activation — but also accelerate liner expansion. If your mill runs above 75% critical speed, discuss liner expansion management with your supplier before specifying AMS.
Variable 5: Corrosion Environment
Wet grinding introduces a corrosion component that affects wear rate differently in each material. AMS has moderate corrosion resistance. Cr-Mo alloy steels vary — higher chrome content improves corrosion resistance.
Variable 6: Relining Capability and Maintenance Interval
This is the variable that is most often ignored at the specification stage — and the one that causes the most operational problems.
If your site has limited relining equipment or a compressed maintenance window, AMS liners in a large mill are a risk. The potential for seized liners extends your shutdown duration unpredictably. Cr-Mo’s dimensional stability under service makes it the operationally safer choice for sites where relining efficiency is critical.
Side-by-Side Comparison
| Aspect | Austenitic Manganese Steel (AMS) | High-Carbon Cr-Mo Alloy Steel |
|---|---|---|
| Hardness (as-installed) | 200–230 HB (hardens to 400–550 HB in service) | 325–380 BHN |
| Wear mechanism | Work-hardening + abrasion resistance | Alloy hardness + abrasion resistance |
| Impact resistance | Excellent — high toughness, no fracture | Good — adequate for most applications |
| Dimensional stability | Expands under impact (locking risk) | Stable — remains removable |
| Relining ease | Difficult in solid liner designs | Straightforward |
| Shell damage risk | High if expansion stress is unchecked | Low |
| Best mill size | Small to medium | Medium to large (SAG standard) |
| Predictability | Variable (depends on work-hardening activation) | Consistent, predictable wear rate |
| Corrosion resistance | Moderate | Varies with Cr content — specify explicitly |
| Unit cost | Typically lower unit price; TCO advantage in small mills with high-abrasivity ore | Higher unit price; TCO advantage in large mills through fewer relining shutdowns per year |
Case Reference: Codelco Andina Ball Mill
At Codelco Andina’s 20 ft ball mill, a switch to Cr-Mo white iron high-low wave liners resulted in liner service life improvement of over 50% compared to the previous specification — while maintaining mill operating performance throughout the liner life.
This outcome reflects a pattern seen across multiple large mill operations: the consistency and dimensional stability of Cr-Mo alloy liners translate directly into longer service intervals and more predictable maintenance scheduling. The higher unit cost is recovered through fewer relining shutdowns per year.
For smaller mills processing highly abrasive ores, AMS grid liners have demonstrated comparable cost-per-tonne advantages — the right material depends on your specific operating conditions, not a universal preference. The selection framework above is the place to start.
Procurement Checklist: What to Specify and Request
Before You Order
Minimum documentation to require from any liner supplier:
| Document | What It Confirms |
|---|---|
| Chemistry certificate (per-heat) | Mn%, Cr%, Mo%, C% match the specified grade — per-heat, not batch average |
| Hardness test report | As-cast hardness meets specification (BHN range) |
| Dimensional inspection report | Profile and bolt-hole positions match your mill drawing (±1mm or tighter) |
| ISO 9001:2015 certificate | Supplier operates a documented quality management system |
Key specification parameters to state explicitly in your purchase order:
- Mill make, model, and diameter
- Liner type (shell liner, end liner, grate, lifter bar)
- Alloy grade (e.g., Mn18Cr2 for AMS; specify BHN range and Cr/Mo content for Cr-Mo)
- Required hardness range
- Dimensional drawing reference number
- Surface profile (wave height, lifter angle)
On Delivery: Inspection Points
- Hardness verification: Use a portable hardness tester (Brinell or Leeb rebound) on a sample of delivered liners. If measured hardness falls outside the specified BHN range, reject the batch before installation.
- Dimensional check: Verify liner length, width, thickness at key points, and bolt-hole diameter and spacing against the drawing.
- Visual inspection: Check for surface cracks, cold shuts, and shrinkage porosity — particularly at section changes and near bolt holes where stress concentrations are highest.
- Weight check: A liner 5–8% underweight relative to the specification may indicate reduced section thickness or incorrect alloy density.
Supplier Red Flags
- Cannot provide per-heat chemistry certificates — only generic material data sheets
- Quotes AMS for a large SAG mill without discussing liner design — material and design cannot be chosen in isolation
- Cannot confirm experience with your specific mill model or size
- No hardness test data available — “we follow the specification” without test evidence
- Significantly below-market pricing — liner alloys have known raw material costs; aggressive underpricing often indicates alloy substitution
Quick Reference
| Parameter | Guideline |
|---|---|
| AMS hardness in service | 400–550 HB (work-hardened) |
| Cr-Mo as-cast hardness | 325–380 BHN |
| Large mill stopping cost | $30,000–$100,000 per hour |
| Wear life comparison metric | g of liner per tonne of ore processed |
| Minimum documents required | Per-heat chemistry cert + hardness report + dimensional report + ISO certificate |
Frequently Asked Questions
Can I run AMS and Cr-Mo liners simultaneously in the same mill?
Not recommended. Different thermal expansion characteristics and wear rates will create uneven liner wear patterns, affect mill geometry, and complicate your relining schedule. Specify one material for a complete liner set.
My mill currently uses AMS liners that are difficult to remove. What should I do before the next relining?
Thorough high-pressure washing of the liner surface before entry is mandatory — balls can be trapped between work-hardened liners and will dislodge when disturbed. Engage a relining contractor experienced with AMS expansion issues. For the next specification cycle, evaluate a switch to Cr-Mo and confirm with your supplier that the replacement liner profile is dimensionally compatible with your existing bolt pattern.
How do I compare wear life between AMS and Cr-Mo for my specific application?
Request wear life reference data from your supplier for the same mill size and ore type. Express wear life as grams of liner consumed per tonne of ore processed — not hours or months, which are too dependent on operating conditions to be comparable across sites.
What information do I need to get an accurate liner quote?
Mill make, model, and diameter; liner position (shell, end, grate); ore type and abrasivity index (Bond Abrasion Index if available); ball size; mill speed (% critical); and your current liner specification if replacing an existing design.
Ready to Specify Ball Mill Liners?
Share your mill details, ore type, and current liner specification.
Our metallurgical team responds within 24 hours with a material recommendation, dimensional confirmation, lead time, and FOB/CIF quotation.



