2026 Gyratory Crusher Parts Procurement Guide: What Every Mine Operator Needs to Know
A primary gyratory crusher can process thousands of tons of rock every single day. When one of its wear parts fails ahead of schedule, the cost isn’t just a replacement casting — it’s lost production, emergency logistics, and an unplanned shutdown that ripples across your entire operation. The difference between a well-managed wear parts program and a reactive one often comes down to one thing: understanding what you’re buying before you buy it.
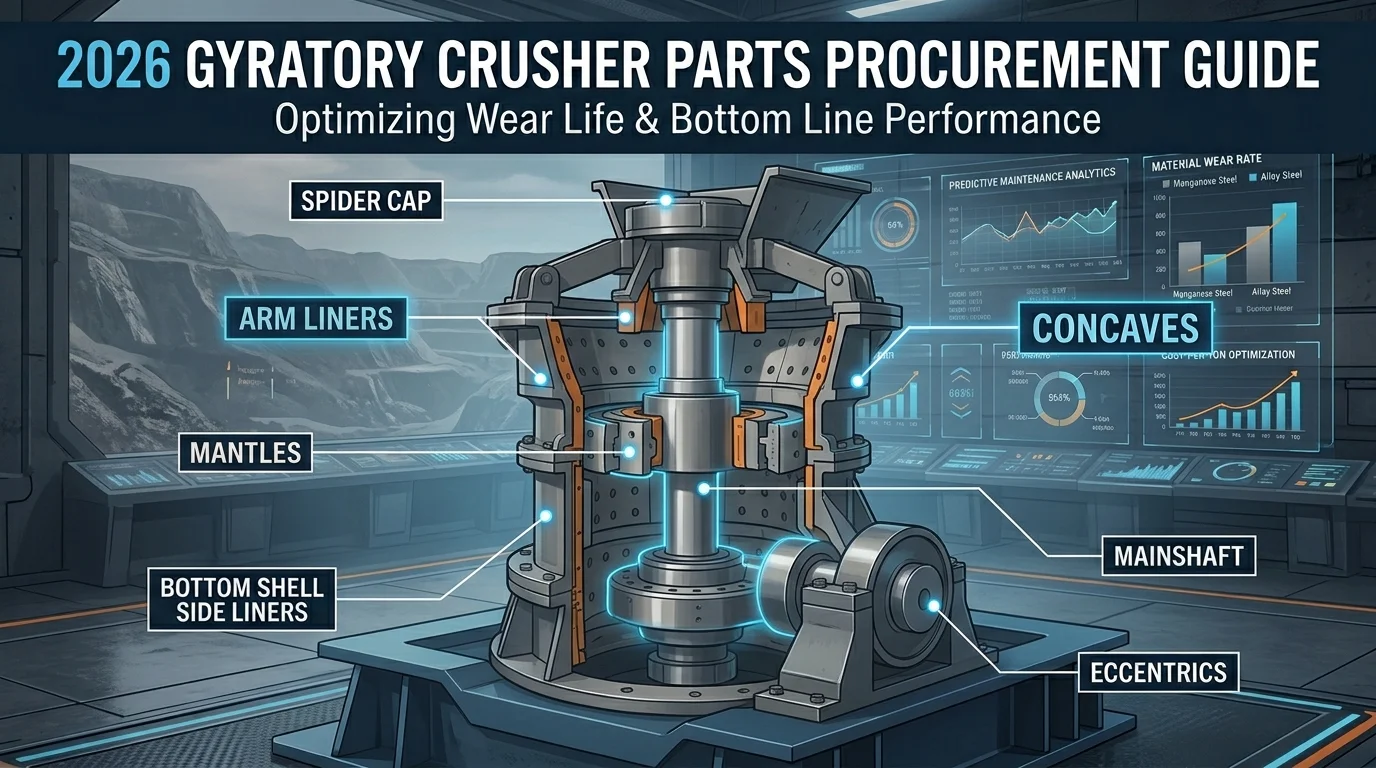
This guide breaks down the eight core gyratory crusher parts — their functions, material options, and the procurement decisions that will actually affect your bottom line in 2026.
1. Gyratory Crusher Mantles: Function, Material Grades, and Replacement Strategy
Function
The mantle is the moving crushing surface of the gyratory crusher, mounted on the central vertical mainshaft. As the eccentric assembly drives the mainshaft into a gyratory motion, the mantle continuously opens and closes the crushing gap against the fixed concave liners. This repetitive compression is what reduces large feed material — sometimes boulders exceeding one meter — into a more manageable fraction for downstream processing.
Because the mantle contacts every piece of feed material, it carries the heaviest combined wear load in the entire machine: impact at the top, abrasion at the bottom, and a mix of both in the middle.
Materials
Standard high-manganese steel (Mn14, Mn18, Mn22 grades) remains the industry baseline. Manganese steel work-hardens under impact, which means the surface becomes progressively harder in service — a property that makes it well-suited to high-impact primary crushing.
However, in highly abrasive applications (e.g., hard granite, quartzite, iron ore with high SiO₂ content), standard manganese wears quickly because work-hardening requires sustained impact to activate. In these cases, operators often turn to:
- High-manganese alloyswith chromium or molybdenum additions for improved abrasion resistance
- TIC insert mantles: tungsten carbide inserts embedded into the manganese steel matrix, dramatically extending wear life in abrasive conditions. The mechanism is straightforward: tungsten carbide inserts (cemented carbide grade, approximately HV 1500–2000) operate at a hardness far exceeding that of work-hardened manganese steel (HV 200–500). By placing these ultra-hard inserts at the highest-wear zones, the carbide forms a protective skeleton that significantly slows the erosion rate of the surrounding matrix — delivering 1.5 to 2× the service life of a standard manganese mantle in the right application. Get this wrong, and everything downstream suffers.
Mantle design also matters. Options include:
- 1, 2, or 3-piececonfigurations (multi-piece allows zone-specific material selection)
- Smooth vs. corrugated profiles(corrugated reduces fines buildup and improves grip on feed)
- Standard, oversize, and RBD (Reduced Bottom Diameter)sizes to match current concave wear state
Procurement Notes
- Always specify your feed material hardness, abrasion index (Ai), and typical feed size distributionwhen requesting a mantle quote. A supplier who doesn’t ask for this information is likely offering you a generic solution.
- Multi-piece mantles allow you to optimize material grade per zone — worth considering if your upper and lower chamber wear at very different rates.
- Maintain a minimum one spare mantleon-site; mantle change intervals in primary gyratory crushers typically range from 3 to 9 months depending on application.
- Verify that the mantle’s bottom skirt diameter is compatible with your current concaves — an incorrect fit will prevent installation without additional machining.
2. Concave Segments (Bowl Liners): Tier-Specific Material Selection for Longer Wear Life
Function
Concave segments (also called concave liners or bowl liners) form the fixed crushing surface of the gyratory crusher, lining the interior of the top shell. Together with the mantle, they define the crushing chamber geometry — the nip angle, the chamber profile, and ultimately the product size distribution.
Most primary gyratory crushers use a multi-tier concave arrangement: upper intake liners absorb the initial impact of large feed; middle liners handle a combination of impact and abrasion; bottom liners are subject to intense abrasive wear as finer material is squeezed toward the discharge opening.
Materials
Material selection for concave segments is arguably more nuanced than for mantles, because the three tiers face distinctly different stress conditions:
| Tier | Primary Stress | Recommended Material |
| Upper (intake) | High impact | Mn14 or impact-resistant low-alloy steel |
| Mid | Impact + abrasion | Mn18Cr2, medium-alloy steel |
| Bottom | Intense abrasion | High-chrome steel, alloy steel, or high-Mn special grades |
Standard manganese steel works across all tiers in moderate applications. For aggressive feed materials, alloy steel grades with higher hardness (HB 375–575) offer significantly better abrasion resistance, though they sacrifice some toughness. High-chrome white iron (HB >600) delivers maximum wear resistance at the bottom tier but is brittle under severe impact and must be used selectively.
In abrasive applications, bottom-tier concaves often represent a disproportionate share of total concave wear cost — in some operations, the majority of liner spend is concentrated at this tier, making material selection here the highest-leverage procurement decision in the chamber.
Procurement Notes — using the same material grade top-to-bottom is a common and costly mistake.
- Request dimensional inspection reportsfor new concaves; segments that are even slightly out-of-tolerance can create uneven stress distribution and accelerate shell wear.
- Confirm the locking mechanism compatibility(pin-style, conical pin, lock bar, or metal-to-metal) before ordering replacement segments.
- If your operation has seen accelerated bottom-tier wear, consider upgrading that tier to a harder alloy grade while keeping the upper tiers in standard manganese — this targeted approach often delivers the best cost-per-ton outcome.
3. Bottom Shell Side Liners
Function
Bottom shell side liners protect the interior surface of the crusher’s lower frame from the abrasive action of crushed material cascading toward the discharge opening. Without these liners, the structural bottom shell itself would erode, leading to expensive frame repairs or full shell replacement.
Materials
Bottom shell side liners are typically manufactured from Mn14 or Mn18 manganese steel. In highly abrasive applications, operators sometimes specify chrome-moly alloy steel for improved sliding wear resistance, particularly in the zone immediately above the discharge.
Procurement Notes
- Liners should be inspected at every mantle change. Replacement is generally triggered when liner thickness approaches 30–40% of the original — waiting until visible breakthrough risk is too late.
- When a side liner wears through entirely and the structural bottom shell is exposed to abrasive material, the resulting repair — typically involving weld buildup and remachining of the shell itself — can cost an order of magnitude more than a timely liner replacement.
- Ensure new liners include the correct locating lugs and bolt-hole patternsfor your specific crusher model and serial number.
- When sourcing from aftermarket suppliers, request a material test certificate (MTC)confirming the actual alloy composition, not just a grade name.
4. Spider Cap
Function
It looks like a simple cover. It isn’t.
The spider cap sits at the top of the crusher, covering the upper bearing assembly where the mainshaft is centrally supported. Its primary job is protective: it shields the spider bearing and the top of the mainshaft from incoming feed material — sometimes boulders arriving at several tons per second. Physically, it also serves as a deflector, splitting and distributing material away from the center as it enters the crushing chamber.
A worn or broken spider cap exposes the spider bearing to direct rock impact — a failure mode that can quickly escalate into mainshaft damage and a repair bill that dwarfs the cost of the cap itself.
Materials
Spider caps are typically cast from medium-carbon manganese steel or alloy steel, balancing impact resistance with structural strength. Some OEMs use wear-resistant inserts or bolt-on wear plates on the top face.
Procurement Notes
- The spider cap must be dimensionally matched to your specific spider assembly — do not substitute across crusher models without engineering verification.
- Inspect for cracks or spalling at every planned shutdown; spider cap failure is often a root cause in spider bearing damage that only becomes apparent after the fact.
- Aftermarket spider caps can be cost-effective, but require verification against OEM dimensional drawings to ensure proper seating and bearing protection.
5. Arm Liners
Function
Arm liners (also called spider arm shields or arm guards) cover the spider arms that span across the feed opening of the crusher. The spider arms are a structural element, and they take a significant beating: every piece of large feed that enters the crusher passes between or directly over them. Arm liners absorb this wear so the structural steel arms beneath are preserved.
Materials
Arm liners are commonly made from Mn14 manganese steel. Given the primarily impact-driven wear mode (rather than sliding abrasion), manganese’s work-hardening characteristics are well-matched here.
Procurement Notes
- Arm liners are often overlooked in spare parts planning because they’re not a primary wear item — until they’re gone and the spider arm is exposed. Include them in your routine inspection checklist.
- Ensure proper backing compound fillbehind the liner during installation to prevent rocking and cracking.
6. Rim Liners
Function
Rim liners protect the inner rim of the spider — specifically the circular ring that connects the spider arms. As feed material is distributed into the crushing chamber, the rim is continuously exposed to impact and abrasive wear from rock sliding across its surface.
Materials
Rim liners are typically produced from Mn14 or Mn18 manganese steel, similar to arm liners. The ring geometry means individual segments are used, allowing worn sections to be replaced without pulling the full spider assembly.
Procurement Notes
- Segmented rim liner designs make replacement more straightforward; verify your spider uses segmented vs. one-piece configuration when ordering.
- Wear is often uneven around the rim due to asymmetric feed distribution — and this is more common than most operators expect. In many operations where feed is delivered from a single conveyor or chute, asymmetric loading is common — the rim segment directly in the feed path wears significantly faster than the opposite side. Inspect all segments individually at each shutdown, and replace only those that have reached wear limits rather than defaulting to a full set change-out. This targeted approach can meaningfully reduce annual rim liner spend.
7. Gyratory Crusher Mainshaft: Structural Role, Alloy Specifications, and Procurement Lead Times
Function
At over 100 metric tons in the largest primary crushers, the mainshaft is the central structural spine of the gyratory crusher — and one of the least forgiving components to get wrong. It supports the mantle, transmits crushing forces from the eccentric assembly to the crushing surface, and is centrally supported at the top by the spider bearing.
The mainshaft itself does not wear in the same way as liner components. Its replacement is typically triggered by mechanical damage — journal wear at bearing surfaces, taper damage from improper mantle seating, or fatigue cracks from severe overloads. There is no shortcut here: when the shaft goes, it takes significant downtime and cost with it.
Materials
Mainshafts are manufactured from high-strength alloy steel forgings, heat-treated to achieve the required combination of core toughness and surface hardness. The bearing journal surfaces are typically finished-ground to tight tolerances.
Procurement Notes
- A mainshaft is a major capital item; procurement lead times from reputable manufacturers are typically 12–24 weeks for large sizes. Budget and plan accordingly.
- Always specify the exact crusher model, serial number, and dimensional drawings when ordering. Minor variation in taper angle or thread specification can make a shaft unusable.
- Request ultrasonic testing (UT) and magnetic particle inspection (MPI) certificates for any new or remanufactured shaft — internal defects in a component under this level of cyclic stress can be catastrophic.
- For remanufactured or rebuilt shafts, insist on journal surface hardness verification post-machining.
8. Eccentrics: How Throw Specification Affects Crusher Performance
Function
Most crusher operators never think about the eccentric — until the machine starts making a sound it shouldn’t.
The eccentric (eccentric bushing or eccentric assembly) is what gives the gyratory crusher its characteristic motion. Located in the bottom shell, it converts the rotational input from the drive motor and pinion gear into the off-center gyratory motion of the mainshaft. The throw of the eccentric — how far off-center it displaces the mainshaft — directly determines the crusher’s capacity and product size.
The eccentric bushing itself is the primary wear surface in this assembly, subject to continuous sliding contact with the mainshaft under the full crushing load.
Materials
Eccentric bushings are typically lined with white metal (Babbitt) or bronze bearing alloys on the inner surface, providing the low-friction sliding interface with the mainshaft. The outer eccentric body is a heavy alloy steel or ductile iron casting.
Procurement Notes
- Eccentric throw is not adjustable after casting — ordering the wrong throw specification means ordering a new eccentric. Confirm the required throw value before procurement.
- Monitor lube oil temperature and return oil clarity continuously; degraded bearing surfaces generate elevated heat and metallic contamination in the oil circuit, often before any other symptom is visible.
- When sourcing aftermarket eccentrics, verify that the inner bore Babbitt thickness and bond quality are documented — a Babbitt layer that debonds under load causes rapid, catastrophic shaft damage.
Key Procurement Principles for Gyratory Crusher Wear Parts
Regardless of which components you’re sourcing, these six principles apply across every line item in your wear parts budget. The math is simple: get them right, and your cost-per-ton goes down. Ignore them, and you’ll spend more reacting to problems than preventing them.
- Document your application data.Feed material hardness, abrasion index, moisture content, feed size distribution, and throughput targets are the inputs that determine correct material selection. Suppliers who can’t advise based on application data are guessing.
- Require material test certificates.Any wear casting supplier should provide documentation of actual chemical composition and mechanical properties — not just stated grade names. If they push back on this, walk away.
- Build a strategic spare inventory.The cost of carrying one spare set of concaves and a spare mantle is always less than the cost of an unplanned shutdown at production rates. Include lead times in your inventory planning.
- Evaluate cost-per-ton, not unit price.A liner that costs 30% more but lasts 80% longer is a better procurement decision. Track actual wear life on every liner change and use it to benchmark suppliers.
- Confirm dimensional compatibility.Especially for aftermarket parts — verify against OEM drawings, not just verbal claims of “fits all brands.”
- Think about the full system.Mantle and concave selections interact. Changing one without considering the other can shift the wear balance across the chamber and reduce liner life for both.
Why Mining Operations Choose Qiming Casting
If you’re evaluating suppliers for your 2026 gyratory crusher wear parts program, Qiming Casting is a name worth putting at the top of your list.
For mantles, Qiming Casting supplies both standard high-manganese steel grades and a more advanced solution: TIC insert mantles, where tungsten carbide inserts are embedded in the manganese steel matrix at the highest-wear zones. In abrasive applications where standard manganese mantles are cycled out every few months, TIC insert mantles have demonstrated 1.5 to 2× service life improvement — a meaningful reduction in change-out frequency, downtime, and total wear cost.
For concave segments, Qiming Casting has developed the TF series of alloy steel grades, purpose-designed for gyratory crusher concave applications. According to Qiming Casting’s product specifications, the TF series covers a hardness range from HB 375 (TF40) up to HB 600+ (TF65/TF70), allowing zone-specific material selection across upper, mid, and bottom tiers — exactly the kind of targeted optimization that maximizes cost-per-ton performance in demanding ore processing environments.
Qiming Casting backs its products with full material test certificates, dimensional inspection documentation, and application-based alloy recommendations. Whether you’re running a Metso Superior, an FLSmidth TSUV, or another primary gyratory platform, their engineering team can match the right solution to your specific crusher model and ore conditions.
If your current mantle change interval is under six months, or if you’re seeing accelerated bottom-tier concave wear on hard, abrasive ore — those are exactly the conditions where Qiming Casting’s TIC insert mantles and TF series concaves have delivered the most measurable results. The conversation is worth having before your next scheduled change-out, not after.
For procurement inquiries or technical consultation on your specific crusher model and ore conditions, contact the Qiming Casting team directly.
Last updated: April 2026. Specifications and material options subject to change; consult with your wear parts supplier for current availability and application-specific recommendations.



