 Download Brochure
Download Brochure Product List
Product List
Why research alloy steel hammers?
Hammer mills are widely used in mining, metallurgy, electric power, building materials, chemical industries, and other sectors to crush various types of raw materials. The hammer is the main grinding part of the machine, and it has a large speed and inertial force under working conditions. Therefore, the material required to make the hammer should not only have enough impact resistance to prevent breakage but also must have excellent wear resistance.
At present, most of the hammers used in China are small and medium-sized hammers, generally, weigh about 10 kg, and the larger ones are between 50-90 kg, and the material is mostly high manganese steel. After water toughening treatment, high manganese steel has an austenitic structure with very high toughness, which is a low hardness and high toughness material. However, under low impact conditions, the work hardening effect is poor and the service life is short. In developed countries such as Europe and the United States, large hammer mills are used to crush scrapped cars. The weight of a shredder hammer is around 200-500 kg. Generally, as the size of large parts increases, the hardenability is more difficult to guarantee, the harder to control the hardness uniformity, and the impact toughness will decrease significantly. Therefore, the choice of material and the control of its production process will be more stringent in the production of this super large hammer.
In order to cast those big hammer mills or shredder hammers, Qiming Casting has researched alloy steel hammers, which obviously improve the working life.
250kg Alloy Steel Hammers Manufacturing Experiment
Material Analysis
The alloy composition design must fully consider meeting the performance requirements of the alloy. The design principle is to ensure sufficient hardenability and high hardness and toughness.
- Carbon element. Carbon is a key element that affects the microstructure and performance of low and medium alloy wear-resistant steels. Different amounts of carbon can obtain different matching relationships between hardness and toughness. Low carbon alloys have higher toughness and low hardness, and high carbon alloys have high hardness and insufficient toughness. Carbon alloys have higher hardness and good toughness. In order to obtain higher toughness to meet the use conditions of heavy and large wear-resistant parts with greater impact force, the range of carbon elements is selected from 0.2 to 0.3%.
- Silicon element. Silicon mainly plays a role in solid solution strengthening in steel, but too high Si will increase the brittleness of steel, so its content is 0.2 to 0.4%.
- Manganese element. On the one hand, manganese in steel plays a role in solid solution strengthening, improving the strength and hardness of steel, and on the other hand, improving the hardenability of steel, but too high manganese will increase the amount of retained austenite, so the manganese content is determined to be 1.0 to 2.0%.
- Chromium element. Cr plays a leading role in low-alloy wear-resistant cast steel. Cr can be partially dissolved in austenite to strengthen the matrix without reducing toughness, delay the transformation of austenite, and increase the hardenability of steel. A reasonable combination of chromium, manganese, and silicon can greatly improve the hardenability. Cr has greater tempering resistance and can make the performance of the thick end face uniform. So its content is 1.5 to 2.0%.
- Molybdenum element. Molybdenum in steel can effectively refine the as-cast structure, improve the uniformity of the section, prevent the occurrence of temper brittleness, improve the tempering stability of the steel, improve the impact toughness, significantly increase the hardenability of the steel, and increase the strength of the steel, so it’s content 0.1 to 0.3%.
- Nickel element. Nickel is the main alloying element that forms and stabilizes austenite. Adding a certain amount of Ni can improve the hardenability and make the structure retain a small amount of retained austenite at room temperature to improve its toughness. It’s content 0.1 to 0.3%.
- Copper element. Copper does not form carbides and exists in the matrix in a solid solution state, which can improve the toughness of steel. In addition, Cu also has a function similar to Ni, which can improve the hardenability and the electrode potential of the substrate, and increase the corrosion resistance of steel. This is especially important for wear-resistant parts that work under wet grinding conditions. The addition of Cu in alloy steel is 0.8 to1.00%.
- Trace elements. Adding trace elements to low-alloy wear-resistant steel is one of the most effective ways to improve its performance. It can refine the as-cast structure, purify the grain boundaries, improve the morphology and distribution of carbides and inclusions, and make low-alloy Wear-resistant steel maintains sufficient toughness.
- Sulfur and phosphorus element. Sulfur and phosphorus are both harmful elements, which easily form grain boundary inclusions in steel, increase the brittleness of steel, and increase the cracking tendency of castings during casting and heat treatment. Therefore, both P and S are required to be less than 0.04%.
So the alloy steel hammers chemical composition as the following table:
| Alloy Steel Hammers Chemical Composition (%) | ||||||||||
| Element | C | Si | Mn | Cr | Mo | Ni | Cu | V, Re | P | S |
| Content | 0.2-0.3 | 0.2-0.4 | 1.0-2.0 | 1.5-2.0 | 0.1-0.3 | 0.1-0.3 | 0.8-1.0 | trace | <0.04 | <0.04 |
Production Process
The 250kg alloy steel hammers production process includes melting process, casting process, heat treatment process, and performance test.
Melting Process
The alloy steel was smelted in a 1t intermediate frequency induction furnace, and alloys were prepared with raw materials such as scrap steel, pig iron, low-carbon ferrochrome, ferromanganese, ferromolybdenum, electrolytic nickel, and rare earth alloys. After melting, samples are taken for chemical analysis in front of the furnace, and alloys are added according to the analysis results. When the composition and temperature reach the furnace requirements, aluminum is inserted and deoxidized; during the tapping process, rare earth Ti and V are added for modification.
Casting Process
The molding process adopts sand casting. After the molten steel comes out of the furnace, let it stand still in the ladle, and when the temperature drops to 1450 degrees Celsius, start pouring. In order to make the molten steel fill the sand mold quickly, a larger gating system (20% larger than that of ordinary carbon steel) should be used. A sequential solidification method is adopted, with cold iron matched with the riser, and an external heating method is adopted on the riser to improve the feeding time and feeding ability of the riser to obtain a dense as-cast structure. The size of the pouring large alloy steel hammer is 700 mmx400 mmx120 mm, and the weight of a single piece is 250 kg. After the casting is cleaned, it is annealed at a high temperature, and then the pouring riser is cut.
Heat Treatment
The quenching + tempering heat treatment process is adopted, and in order to prevent quenching cracks in the mounting holes, partial quenching is adopted. A box-type resistance furnace is used to heat the castings, the austenitizing temperature is (900±10) degrees Celsius, and the heat preservation is 5 h. Using a special water glass quenching liquid, the cooling rate is between water and oil. This is very beneficial to prevent quenching cracks and quenching deformation, and this quenching medium has low cost, safety, and practicability. After quenching, a low-temperature tempering process is used, the tempering temperature is (230±10) degrees Celsius, and the heat preservation is 6 h.
Performance Test
- Toughness measurement. According to the provisions of the national standard GB/T 22951994, the impact sample has a standard Charpy U-notch. Measure the impact energy of sample fracture on the JB5 pendulum impact toughness testing machine, and measure the size of the impact fracture of the sample with a micrometer.
- Hardness measurement. HR6150D Rockwell hardness tester is used to measure the Rockwell hardness of the sample in accordance with the national standard GB/T 23071991. In order to test the hardness of the sample, the hardness value of the 10 mm*10 mm*120 mm sample taken by the EDM is measured at intervals of 10 mm from one end to the other along the length direction.
- Stretching measurement. According to the national standard GB/T 22881987 “Metal Tensile Test”, a 5 t tensile testing machine is used, the gauge length is 30 mm, and the normal standard tensile speed is 0.1 mm/s.
Experimental Results and Analysis
1.The TTT curve of alloy steel
The TTT curve of alloy steel is the following picture:
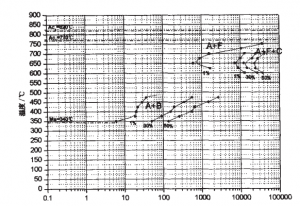
The TTT curve of alloy steel
From the TTT curve:
- There is a clear bay area between the transformation curves of high-temperature ferrite, pearlite, and medium-temperature bainite. The C curve that causes the pearlite transformation and the C curve of the bainite transformation are separated from each other, showing the appearance of independent C curves, belonging to the type of two “nose”, and the bainite region is closer to the S curve. Because this steel contains carbide-forming elements Cr, Mo, etc., these elements dissolve into austenite when heated, which can delay the decomposition of supercooled austenite and reduce the decomposition rate. At the same time, they also affect the decomposition temperature of undercooled austenite. Cr, Mo, etc. make the pearlite transformation zone move to a higher temperature and lower the bainite transformation temperature. In this way, the transformation curve of pearlite and bainite is in the TTT curve. Separation, there is a supercooled austenite metastable zone in the middle part, which is between 500 ℃ and 600℃.
- The nose tip temperature of this steel is about 650 ℃, the ferrite transformation temperature zone is 625℃-750℃, the pearlite transformation temperature zone is 600℃-700℃, and the bainite transformation temperature zone is 350℃-500℃.
- At the tip of the nose at 650℃ in the high-temperature transition zone, the earliest ferrite precipitation time is 612 s, the shortest incubation period of pearlite is 7 270 s, and at 22 860 s, the transformation amount of pearlite reaches 50%; at 400s, the incubation period for transformation into bainite is about 20 s; at 340°C, the martensite transformation occurs. It can be seen that this steel has good hardenability.
2. Mechanical properties
Samples are taken from the trial-produced alloy steel hammers body, and a 10 mm*10 mm*120 mm long sample is cut from the outside in with a line cutting, and the hardness is measured from the surface to the center. 1# and 2# samples are sampled from the hammer body part, and 3# samples are sampled at the mounting hole. The hardness measurement results are shown in the table.
| The hardness of the alloy steel hammers | |||||||
| Sample | Distance from surface/mm | Average | Total Average | ||||
| 5 | 15 | 25 | 35 | 45 | |||
| 1# | 52 | 54.5 | 54.3 | 50 | 52 | 52.6 | 48.5 |
| 2# | 54 | 48.2 | 47.3 | 48.5 | 46.2 | 48.8 | |
| 3# | 46 | 43.5 | 43.5 | 44.4 | 42.5 | 44 | |
From the hardness table, we can know:
The hardness HRC of the hammer body part (1#) is greater than 48.8, while the hardness of the mounting hole part (3#) is relatively lower. The hammer body is the main working part. The high hardness of the hammer body can ensure high wear resistance; the low hardness of the mounting hole can provide high toughness. This satisfies the different performance requirements of different parts. If you look at a single sample, you can find that the surface hardness is generally higher than the core hardness, and the hardness fluctuation range is not very large.
| Mechanical properties of alloy steel hammers | |||
| Item | 1# | 2# | 3# |
| Impact toughness/J*cm² | 40.13 | 46.9 | 58.58 |
| Tensile strength/ MPa | 1548 | 1369 | 1350 |
| Elongation % | 8 | 6.67 | 7 |
| Shrinkage % | 3.88 | 15 | 7.09 |
The impact toughness, tensile strength, and elongation data of the samples are shown in the table above. It can be seen from the table that the impact toughness of the hammer U-shaped lack of Charpy specimens is above 40 J/cm², and the toughness of the mounting hole is the highest at 58.58 J/cm²; the elongation of the intercepted specimens is all >6.6%, and the tensile strength All are above 1360 MPa. Its plastic toughness is more matched, and it is higher than the impact toughness (20-40 J/cm²) of ordinary low-alloy steel. Generally speaking, if the hardness is higher, the toughness will decrease. It can be seen from the above experimental results that this law is basically in line.
Wear Test
In order to study the wear resistance of this alloy steel, the wear test was carried out on the MLD-10 dynamic load abrasive wear machine. The impact wear samples of this test are made into 10 mm*10 mm*25 mm rectangular parallelepiped samples, and the samples are placed in a three-body abrasive wear system, and high manganese steel hammers used as a comparative sample, all under the same conditions perform wear test.
- Impact energy is 0.2 kg/m
- Impact time is 1 hour
- The number of impacts is 100 times/min
- The particle size of quartz sand used is 8-10 mesh, and the flow rate is 120 kg/h
In order to eliminate the influence of the original state of the sample on the results of the abrasion test, pre-grind the sample for half an hour before the test, clean it with acetone, and weigh it after drying; then formally wear it for 1 hour, wash, dry, and weigh; before and after wear The quality difference is the absolute amount of wear. The abrasion test was repeated twice. Weigh on the DT-100 precision balance and take the average of the 2 weight loss. The results are shown in the table below:
| Results of the wear test | |||||
| Sample item | First-time wear | Second-time wear | Average weight loss | Durability | Relative wear coefficient |
| Mn13 | 0.48063 | 0.40724 | 0.44394 | 2.25256 | 1.0 |
| 1# | 0.32879 | 0.24499 | 0.28689 | 3.48566 | 1.55 |
| 2# | 0.30906 | 0.34610 | 0.32758 | 3.05269 | 1.36 |
| 3# | 0.46364 | 0.32143 | 0.39254 | 2.54751 | 1.13 |
It can be seen from the table that under the same wear conditions, the wear resistance of the working part of alloy steel hammers is increased by more than 1.55 times compared with ordinary high-manganese steel hammers.
High manganese steel has been widely used under high impact loads. Its excellent wear resistance is due to its strong work hardening and excellent toughness brought by austenitic structure. In this test, the poor wear resistance is mainly due to the small test impact energy and the insignificant work hardening effect.
For steel, the order of influence of matrix structure on wear resistance is: ferrite, pearlite, bainite, and martensite gradually increase. Since martensite has the highest hardness, the highest wear resistance belongs to martensite and tempered martensite. But if the hardness is the same, the lower bainite of isothermal transformation is much better than tempered martensite. The matrix structure of the 1# sample is mostly martensite, with high hardness and good wear resistance.
The wear resistance of the alloy steel hammers is obviously different at different positions. This is because when the material is subjected to impact abrasive wear, the wear rate is composed of two parts, one is the wear caused by the cutting mechanism, and it mainly depends on the hardness of the material; One part is the wear caused by the fatigue mechanism, reflecting the toughness of the material. Therefore, impact wear is related to the hardness and toughness of the material. The 3# sample has the highest toughness, but its hardness is significantly reduced, which reduces the wear resistance. 1# sample has the best hardness, middle toughness, best comprehensive performance, and best wear resistance. In short, under the condition of impact abrasive wear, in order to obtain high wear resistance of steel, it must have a good combination of high hardness and high toughness.
Alloy Steel Hammers By Qiming Casting
Qiming Casting is your foundry for shredder hammers and crusher hammers! All Qiming Casting Replacement Parts are backed by ISO9001:2015 quality control system and are shipped only after meeting our rigorous quality standards. We are committed to meeting your replacement parts needs in a professional and efficient manner. Our Customer Support Department is ready to help you with a quote, to check inventory, or simply answer a technical question. Talk to your Qiming Casting professional today about your specific needs!
[wpforms id=”3777″]


