Wärmebehandlung mit hohem Manganstahlgehalt
In diesem Artikel wird die Auswirkung von Wärmebehandlungsparametern wie Ladetemperatur, Heizrate, Haltetemperatur, Haltezeit, Abkühlrate, Position usw. auf die mechanischen Eigenschaften von Stahl mit hohem Mangangehalt vorgestellt.
Bei der Wärmebehandlung mit hohem Manganstahl handelt es sich um Gussteile mit hohem Manganstahl, die für eine bestimmte Zeit auf die Temperatur der Carbidlösung und der Isolierung erhitzt und dann schnell in Wasser abgekühlt werden, um einen einzigen Austenit zu bilden, so dass sich seine Festigkeit und Zähigkeit erheblich verbessern, um eine Verarbeitung zu erreichen Härtungszweck. Im Gegensatz zu gewöhnlichem Kohlenstoffstahl wird Stahl mit hohem Mangangehalt nach dem Abschrecken im Wasser nicht gehärtet, sondern wird weich. Daher wird die Wärmebehandlung mit hohem Manganstahl auch als Wasserzähigkeitsbehandlung bezeichnet. Bei der Wärmebehandlung wird das Carbid im festen Zustand zum verbleibenden Austenit gelöst, was als Festlösungsverstärkungsbehandlung bezeichnet wird. Hohe Behandlungsparameter für Manganstahllösungen betreffen hauptsächlich die Ofentemperatur, die Heizrate, die Isolationstemperatur, die Haltezeit, die Platzierung usw.
Ofentemperatur und Heizrate
Gussteile aus hochmanganstahlhaltigem Stahl im Ofen vor der Gussoberfläche des klebrigen Sandes, drapieren und gießen Steigrohr zum Reinigen. Klebriger Sand beim Erhitzen oder Abkühlen des Gussstücks ist isoliert, so dass das Erhitzen und Gießen des Gussstücks nach dem Abkühlen nicht gleichmäßig ist. Starker klebriger Sand reduziert das Gießwasser in die Abkühlgeschwindigkeit, was zu einer Ausfällung des Korngrenzencarbids führt. Der Schlitz ist dünner und entkohlt beim Erhitzen durch Wärmebehandlung. Nach dem Abschrecken des Wassers wird es zu Martensit und das martensitische Umwandlungsvolumen dehnt sich aus, was dazu führen kann, dass die Gussmatrix gerissen und beansprucht wird. Die hohe Wärmeleitfähigkeit von Manganstahl ist niedrig, 100 ℃ unter dem Kohlenstoffstahl 1/4 bis 1/6 mal, 600 ℃ wenn der Kohlenstoffstahl 1/2 bis 5/7 mal. Hoher Wärmeausdehnungskoeffizient von Manganstahl, für den Kohlenstoffstahl 2-mal mehr als 500 ℃. Obwohl das Gießen im Niedertemperatur-Erwärmungsprozess ohne Phasenübergangsspannung auftritt, aber auf 300 ° C oder mehr erhitzt wird, wird es im Kristall auftreten und Korngrenzen erscheinen als sprödes Carbid-Phänomen, manchmal tritt Perlit-Umwandlung auf. Die Froschstruktur mit hohem Manganstahl ist komplex, der gleiche Unterschied in der Gusswanddicke zwischen den Gussteilen, es gibt keine geringe Gussspannung. Bei der Wärmebehandlung des Heiz- oder Kühlprozesses besteht in verschiedenen Teilen der Existenz ein großer Temperaturunterschied, der zu thermischer Beanspruchung führt. Auf diese Weise werden thermische Beanspruchung und Gussbeanspruchung überlagert, was zu Rissen im Frosch führt. Daher müssen wir den Frosch mit hohem Manganstahl auf Ofentemperatur und Heizrate einstellen.
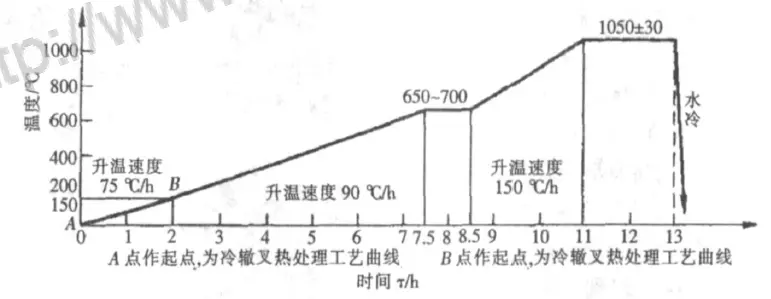
Wärmebehandlungsverfahren für Frösche mit hohem Manganstahlgehalt auf zwei Arten: Behandlung mit kalten Fröschen und Behandlung mit heißen Fröschen. Bei heißen Fröschen kann dieser Prozess energieeffizient sein und die Effizienz verbessern, wenn derselbe Ofen in die gleiche Ofentemperatur des Ofens eingebaut wird und die Basistemperatur mit dem Ofen übereinstimmt. Bei der tatsächlichen Herstellung der Ofentemperatur ist es jedoch schwierig, die Ofentemperatur zu erreichen, und der Unterschied ist groß. Die Hauptgründe sind: Verschiedene Ofenfrösche aus dem Kasten, nachdem das Wasser in derselben Ofenwärmebehandlung geplatzt ist, was zu derselben führt Ofenfrosch die Anfangstemperatur unterschiedlich; Aufgrund der kontinuierlichen Produktion ist die Temperatur des Ofens nicht jeden Tag gleich. saisonale Temperaturänderungen führen zu Änderungen der Zaun- und Ofentemperatur; Frösche bei der Ofensortierung verursachen einen bestimmten Temperaturunterschied. Dies führt zu einem großen Temperaturunterschied zwischen dem Frosch und dem Ofen. Shenyang Railway Bureau Xue Wohnaccessoires Fabrik alten Prozess des Heißfrosch Temperaturanstiegs Startpunkt (450 ℃), Heizgeschwindigkeit (150 ℃ / h). Aufgrund der schlechten Wärmeleitfähigkeit von Stahl mit hohem Mangangehalt führt dies zu einer größeren thermischen Belastung im Inneren des Frosches beim anschließenden Abschrecken oder Abkühlen des Wassers beim frühen Abkühlen oder Knacken. Für den kalten Frosch (Temperatur ist Raumtemperatur), bevor die Durchschnittstemperatur nicht ausreicht, ist die Haltezeit kurz, der Ausgangspunkt für eine hohe Temperatur (400 ° C bzw. 200 ° C), die sich schnell erwärmt (160 ° C / h bzw. 90 ° C) / h). An diesem Ausgangspunkt des Temperaturanstiegs, der Frösche und der Ofenstarttemperatur gibt es einen großen Temperaturunterschied, der nach der Behandlung von Rissen Frösche im Wasser verursacht.
Lösungstemperatur und Haltezeit
Die Lösungstemperatur und die Haltezeit werden wie folgt bestimmt: Die Carbide sind vollständig gelöst, die richtige Korngröße des Austenits, die chemische Zusammensetzung im Stahl ist gleichmäßig, die besten mechanischen Eigenschaften werden erhalten und das Auftreten des Überhitzungsgewebes wird verhindert . TB / T447 - 2004 bietet eine Wasserzähigkeitstemperatur von 1000 bis 1100 ° C für Frösche mit hohem Manganstahlgehalt ohne andere Legierungselemente. Der Carbidauflösungsprozess des aufgekohlten Körpers besteht darin, dass der Kohlenstoff vom Carbid zum Austenit diffundiert und die ursprüngliche Zementitphase selbstdiffundierend ist und den flächenzentrierten kubischen Austenit bildet. (Fe, Mn) 3C-Kohlenstoffcarbid in den Kohlenstoffatomen und anderen Atomkräften ist schwach, der Prozess ist leicht durchzuführen, die Auflösungsrate ist schneller. Auf 1000 ° C erhitzt, kann (Fe, Mn) 3 C vollständig zersetzt werden. Um die Zersetzung, Auflösung und Diffusion zu beschleunigen und die Zusammensetzung der Homogenisierung zu fördern, ist die Lösungstemperatur von 1050 ~ 1100 ° C ausreichend. Wenn die Temperatur 1050 ° C überschreitet, beginnen die Austenitkörner zu wachsen. Wenn die Temperatur 1120 ° C erreicht, wächst das Austenitkorn offensichtlich. Wenn die Temperatur größer als 1150 ° C ist, ist das Korn grob und das Überhitzungsgewebe erscheint. Für den Stahl mit hohem Mangangehalt, der Chrom, Molybdän, Vanadium, Titan und andere karbidbildende Elemente enthält, gibt es spezielle Karbide in der Organisation, die Lösung ist schwieriger, die Lösungstemperatur sollte um 30 bis 50 ° C erhöht werden. Die Ergebnisse zeigen, dass für den Chrom-, Molybdän- und Vanadium enthaltenden Stahl mit hohem Mangangehalt bei einer Wasserbehandlungstemperatur von 1050 ° C der Austenit nicht vollständig umgewandelt werden kann und die Carbide nicht vollständig ausgefällt werden können. Bei 1100 ℃ Erwärmungstemperatur erfolgt die Austenitumwandlung vollständig feinkörnig, Carbiddispersion, die gute mechanische Eigenschaften aufweist. Während die Wasserzähigkeitstemperatur 1150 ° C beträgt, ist das Getreide zu einem großen Trend geworden. Isolationszeit Solange das Carbid vollständig aufgelöst werden kann, können die Inhaltsstoffe gleichmäßig gleichmäßig sein. Eine übermäßige Haltezeit ist nicht gut für die mechanischen Eigenschaften. Tabelle 1 zeigt die Auswirkung der Haltezeit auf die mechanischen Eigenschaften von Fröschen mit hohem Manganstahl, bei denen die chemische Zusammensetzung, die Erwärmungszeit und die Haltetemperatur (1080 ° C) der Gussteile gleich sind. Aus Tabelle 1 ist ersichtlich, dass die Isolierung 0.5 h eindeutig unzureichend ist, die beste Isolierung 2 h, mehr als 2 h, wenn die Leistung abgenommen hat. Da die Hersteller bei der Isolierung vor dem Wärmebehandlungsprozess nicht gleich sind, ist die Isolationszeit unterschiedlich, hohe Manganstahl-Froschhaltezeit von 2 ~ 6.5 h.




