Kontakt aufnehmen
Bitte hinterlassen Sie Ihre spezifischen Wünsche und Kontaktdaten und die Mitarbeiter werden sich schnellstmöglich mit Ihnen in Verbindung setzen!
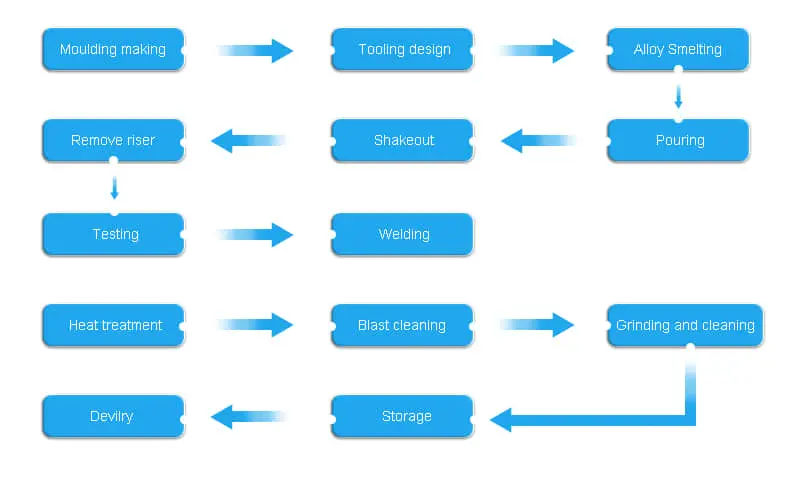
Unsere Gießerei verfügt über 2 Sätze natriumsilikatgebundene Sandproduktionslinie, einen Satz V-Guss-Produktionslinie und einen Satz Schaumgussproduktion. Basierend auf verschiedenen Ersatzteilen und Mengen, um verschiedene Gießverfahren zu wählen. Jeder Gießprozess hat seine Vor- und Nachteile.
Sandguss, auch bekannt als Sandformgussist ein Metallgussverfahren, das durch die Verwendung von Sand als Formmaterial gekennzeichnet ist. Der Begriff "Sandguss" kann sich auch auf ein Objekt beziehen, das im Sandgussverfahren hergestellt wurde. Sandguss wird in spezialisierten Fabriken hergestellt, die Gießereien genannt werden. Über 70% aller Metallgussteile werden im Sandgussverfahren hergestellt.
Sandguss ist relativ billig und selbst für Stahlgießereien ausreichend feuerfest. Zusätzlich zum Sand wird ein geeigneter Bindemittel (üblicherweise Ton) gemischt oder tritt mit dem Sand auf. Die Mischung wird typischerweise mit Wasser, manchmal aber auch mit anderen Substanzen angefeuchtet, um die Festigkeit und Plastizität des Tons zu entwickeln und das Aggregat zum Formen geeignet zu machen. Der Sand ist typischerweise in einem System von Rahmen oder Formkästen enthalten, die als Kolben bekannt sind. Die Formhohlräume und das Torsystem werden durch Verdichten des Sandes um Modelle oder Muster herum erzeugt oder direkt in den Sand geschnitzt.

Sandgussverfahren werden häufig beim Gießen von Verschleißteilen von Brechern verwendet, wie z. B. Backenplatten, Blasstangen, Kegelauskleidung, Schüsselauskleidung usw. Der Grund dafür, dass es sich um große Gussverschleißteile handelt und die Präzisionsdefinitionsabfrage nicht sehr hoch ist (regulärer Fehlerbereich 5 mm). Insbesondere Backenplatten, von denen die meisten nicht erneut bearbeitet werden müssen. Für Kegelauskleidungen, Schüsselauskleidungen und Walzenmühlenauskleidungen benötigen sie auch nur bearbeitbare Teile davon. Deshalb wählen wir das Sandgussverfahren. Andererseits sind die Produkte, die das Sandgussverfahren verwendeten, tragbarer als andere Gießverfahren, wobei die Lebensdauer länger als 20% ist.
Schaumverlustguss (LFC) ist eine Art von Verdampfungsmuster-Gießverfahren, das dem Feinguss ähnlich ist, außer dass anstelle von Wachs Schaum für das Muster verwendet wird. Dieses Verfahren nutzt den niedrigen Siedepunkt des Schaums, um den Feingussprozess zu vereinfachen, indem das Wachs nicht mehr aus der Form geschmolzen werden muss.
Dieses Gießverfahren ist vorteilhaft für sehr komplexe Gussteile, für die regelmäßig Kerne erforderlich sind. Es ist auch maßgenau, behält eine hervorragende Oberflächengüte bei, erfordert keinen Luftzug und hat keine Trennlinien, so dass kein Blitz entsteht. Der nicht gebundene Sand des verlorenen Schaumgusses kann viel einfacher zu pflegen sein als Systeme mit grünem Sand und harzgebundenem Sand. Verlorener Schaum ist im Allgemeinen wirtschaftlicher als Feinguss, da weniger Schritte erforderlich sind. Riser sind aufgrund der Art des Prozesses normalerweise nicht erforderlich. Da das geschmolzene Metall den Schaum verdampft, kühlt das erste Metall in der Form schneller ab als der Rest, was zu einer natürlichen gerichteten Verfestigung führt. Schaum ist aufgrund seiner einzigartigen Eigenschaften leicht zu handhaben, zu schnitzen und zu kleben. Die Flexibilität von LFC ermöglicht häufig die Konsolidierung der Teile zu einer integralen Komponente. Andere Umformprozesse würden die Herstellung eines oder mehrerer zu montierender Teile erfordern.
Die beiden Hauptnachteile bestehen darin, dass die Musterkosten für Anwendungen mit geringem Volumen hoch sein können und die Muster aufgrund ihrer geringen Festigkeit leicht beschädigt oder verzerrt werden können. Wenn ein Würfel zum Erstellen der Muster verwendet wird, entstehen hohe Anfangskosten.
V Gießverfahren, auch bekannt als Vakuumguss oder Vakuumguss, der mittels eines Vakuumdrucks erhitzt wurde, war eine Kunststofffolie aus Kunststoff, die das Muster oder die Schablone bedeckte, füllte den Tank ohne klebenden trockenen Sand, dann mit Kunststofffolie auf die Oberseite der Sanddichtung, saugte, verdichtete Sand aus der Form Der untere Kern wird vom Co-Typ gegossen, bis die Erstarrung des Gusses erreicht ist.
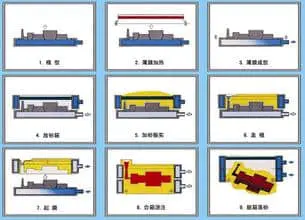
Schritt 1: Obere und untere Schablonen wurden in den beiden Stationen installiert, die Schablone, schauen Sie auf die Entlüftung, um zu fließen;
Schritt 2: Backen des Hohlraumfilms, wenn der Film auf einen Spiegel erhitzt wird, das Fahrwerk fallen gelassen wird, das Vakuumventil öffnen, Unterdruckfilm;
Schritt 3: Farbe aufsprühen und auf dem Film trocknen;
Schritt 4: Setzen Sie den Kolben auf den Schablonen-Vibrationsfüllsand und kalibrieren Sie die Oberseite des Tanks.
Schritt 5: Legen Sie den Film zurück, schließen Sie das Vakuumrohr-Sandkasten-Vakuumsystem an und schneiden Sie das Vakuum auf der Schablone ab.
Schritt 6: Dreh mich im Kern;
Schritt 7: Die gleiche Methode zur Herstellung der Box;
Schritt 8: Einbau, Gießen, Gießvorgang, oberer und unterer Kasten sind Vakuumrohr-Vakuumsystem, das Vakuumrohr-Vakuumsystem verwendet eine intelligente computerdynamische Steuerung, um eine Echtzeitsteuerung des unteren Tankvakuums zu erreichen , ohne die Entlüftung einzustellen;
Schritt 9: Box schlagen, ausschütteln, Gussteile reinigen.