Kontakt aufnehmen
Bitte hinterlassen Sie Ihre spezifischen Wünsche und Kontaktdaten und die Mitarbeiter werden sich schnellstmöglich mit Ihnen in Verbindung setzen!
Qiming Casting ist eine der größten Gießereien für Manganstahl auf dem chinesischen Markt, die sich auf das Gießen konzentriert Hadfield Stahl für Brecherauskleidungen, Mühlenauskleidungen, Shredder-Verschleißauskleidungen und Vorfeld-Feeder-Flüge. Derzeit ist unser Unternehmen in der Lage, Gussteile mit einem Gewicht von 5 kg bis 18000 kg zu entwerfen, zu konstruieren und herzustellen.
Nicht nur Standard-Hadfield-Stahl (Mn14), Qiming Casting, sondern auch Super-Manganstahl (Mn18, Mn22) und Manganlegierungsstahl (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo und andere Legierungen) für die Bergbau-, Zement- und Steinbruchindustrie.
Qiming Casting bedient eine weltweite Basis von Erstausrüstern, Metallminen und Zuschlagstofffabriken. Wir haben eine Anlage von Weltklasse entwickelt, um Manganstahlgussteile von höchster Qualität auf sichere, qualitätskontrollierte und umweltfreundliche Weise effizient herzustellen.
Qiming Casting stellt Arten von Manganstahl-Gussteilen für die Steinbruch-, Bergbau- und Zementindustrie her, darunter: Mangan-Backenauskleidungen, Mangan-Kegel-Auskleidungen, Mangan-Mühlenauskleidungen, Mangan-Schürzen-Feeder-Pfannen, Mangan-Shredder-Verschleißteile und Mangan-Hämmer.

Qiming Casting stellt Mangan-Backenauskleidungen für beliebte Marken her, darunter feste Backenplatten, bewegliche Backenplatten und Wangenplatten.

Qiming Casting stellt Mangan-Kegelauskleidungen für beliebte Marken her, darunter Kegelbrechermantel, Kegelbrecher-Konkav und Brennerring.

Qiming Casting stellt Manganmühlenauskleidungen für beliebte Marken her, darunter Endauskleidungen, Hebefolien, Entladungsauskleidungen und Schalenauskleidungen.

Qiming Casting stellt Futterschalen für Manganschürzen für beliebte Marken her, darunter die D-Serie, die AF-Serie und andere.

Qiming Casting stellt Mangan-Shredder-Verschleißteile für beliebte Marken her. Diese Teile umfassen Schreddergitter, Ambosse, Kappen und Hämmer.

Qiming Casting stellt Manganhämmer für Hammerbrecher- und Schredderanlagen her. Unser Manganlegierungsstahl erhöht die Lebensdauer des Hammers erheblich.

Jeder Prozess unserer Produktion wird in strikter Übereinstimmung mit dem Standard Operation Procedure (SOP) ausgeführt. Der Hauptprozess ist wie folgt: Gießsimulation, Formenentwicklung, Rohstoffinspektion, Modellierung (Kernherstellung), Schmelzen, Metallgießen, Reinigung und Wärmebehandlung, Bearbeitung, Inspektion, Lagerverpackung und Versand.
Entwerfen und fertigen Sie Formen nach den Anforderungen der Zeichnungen. Im Allgemeinen können Holzformen für die Einzelstückproduktion verwendet werden, Kunststoffformen und Metallformen werden für die Massenproduktion hergestellt und Schablonen können für Massenguss hergestellt werden.
Beinhaltet Modellieren (Bilden des Hohlraums des Gussstücks mit Formsand), Kernherstellung (Bilden der inneren Form des Gussstücks) und Formenanpassung (Einsetzen des Kerns in den Hohlraum und Schließen des oberen und unteren Formkastens). Das Modellieren ist ein Schlüsselprozess beim Gießen.
Entsprechend der erforderlichen Metallzusammensetzung wird die chemische Zusammensetzung angepasst und der geeignete Schmelzofen ausgewählt, um das Legierungsmaterial zu schmelzen und eine qualifizierte flüssige Metallflüssigkeit (einschließlich qualifizierter Zusammensetzung und qualifizierter Temperatur) zu bilden.
Gießen Sie qualifiziertes geschmolzenes Metall in den mit der Form ausgestatteten Sandkasten. Die Gießphase unterliegt hohen Sicherheitsanforderungen und wir verfügen über eine strenge Prozesskontrolle, um die Sicherheit unserer Mitarbeiter zu gewährleisten.
Nachdem das geschmolzene Metall gegossen und erstarrt ist, wird der Formsand entfernt und der Anschnitt und andere Anbauteile werden herausgeschlagen, um das erforderliche Gussstück zu bilden.
Die Bearbeitung ist der wichtigste Schritt für die Installation der Waren.
Alle Rohlingsabmessungen werden mit einem Koordinatenmessgerät geprüft. Wir verfügen über ein Rockwell-Härtemessgerät, ein dynamisches Auswuchtgerät, ein Rundheitsmessgerät usw. Die Qualitätsabteilung des Unternehmens verfügt über zertifizierte Mitarbeiter für UT-, PT- und MT-Tests.
Die chemische Zusammensetzung ist einer der wichtigsten Faktoren, die die mechanischen Eigenschaften von Gussteilen aus hochmanganhaltigem Stahl beeinflussen können. Der Kohlenstoff- und Mangangehalt spielt eine wichtige Rolle bei der Herstellung von Stahl mit hohem Mangangehalt. Manganstahlgießereien können auf ihrem Produktionsweg über mehrere modifizierte Qualitäten verfügen. Diese Qualitäten werden in der Regel so hergestellt, dass sie den Anforderungen der Anwendung, der Querschnittsgröße, der Gussstückgröße, den Kosten und den Gesichtspunkten der Schweißbarkeit entsprechen. Auch andere Inhaltselemente spielen beim Manganstahlguss eine wichtige Rolle.
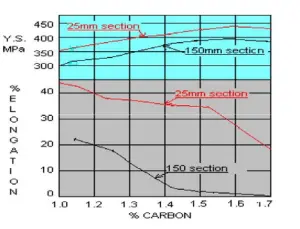
Einfluss des Kohlenstoffgehalts auf Streckgrenze und Dehnung von Manganstahlguss
Einfluss des Kohlenstoffgehalts auf Streckgrenze und Dehnung von Manganstahlguss. Es zeigte sich systematisch, dass die Abriebfestigkeit von Gussteilen mit hohem Manganstahl mit zunehmendem Kohlenstoffgehalt zunimmt. Ein Kohlenstoffgehalt von mehr als 1.4% wird selten verwendet, da es schwierig ist, eine austenitische Struktur zu erhalten, die frei von Korngrenzencarbiden ist, die sich nachteilig auf die Festigkeit und Duktilität des Stahls auswirken.
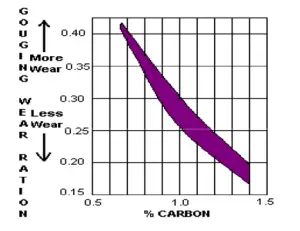
Einfluss des Kohlenstoffgehalts auf die Verschleißfestigkeit von Manganstahlguss
Einfluss des Kohlenstoffgehalts auf die Verschleißfestigkeit von Manganstahlguss. Der niedrige Kohlenstoffgehalt (mindestens 0.7% C) kann verwendet werden, um die Karbidausfällung in schweren Gussteilen oder in Schweißteilen zu minimieren, und ähnliche niedrige Kohlenstoffgehalte werden für das Schweißen von Zusatzwerkstoffen spezifiziert. Andererseits ist bekannt, dass Mangan ein Austenitstabilisator ist, so dass ein Überschuss von Mangan zu Stahl die austenitische Phase bei Raumtemperatur stabil macht. Austenit hat eine FCC-Struktur; Daher kann ein Überschuss an Mangan (20 - 26) Gew .-% die Streckgrenze verringern.
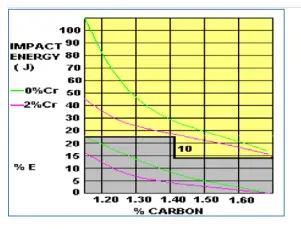
Einfluss des Chromgehalts beim Gießen von 13% Manganstahl
Chrom neigt dazu, die Einhärtung zu erhöhen. Dieses Element hat interessante Wirkungen auf Stahl und verbessert die Korrosionsbeständigkeit von Manganstahl. Chrom wirkt als Karbidbildner, daher führt ein Überschuss von Cr in Manganstahl zur Ausfällung von Karbid an den Korngrenzen im Gusszustand. Die Ergebnisse von Pribulova zeigten, dass der Chromgehalt auf 0.1 % begrenzt werden muss, um den Volumenanteil von Karbid zu senken und gute Schlagzähigkeitswerte zu erzielen. Dieses Karbid kann durch Lösungsglühen zwischen 1050 °C und 1100 °C entfernt werden. Wenn in der abgeschreckten Struktur Karbide vorhanden sind, sollten sie als relativ harmlose Partikel oder Knötchen innerhalb der Austenitkörner und nicht als durchgehende Hüllen an den Korngrenzen vorliegen. Wenn diese Karbide als harmlose Partikel in der Matrix vorhanden sind, steigt die Streckgrenze, während die Schlagenergie sinkt.
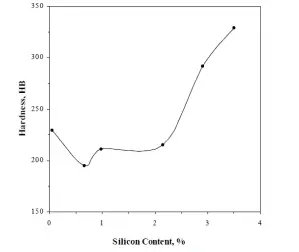
Einfluss des Siliziumgehalts auf das Gießen von Manganstahl
Silizium wird als Desoxidations- (Tötungs-) Mittel beim Schmelzen von Stahl verwendet, aber bei Manganstahl verändert die Zugabe von Silizium die Fe3C-Morphologie und wirkt sich auf die Härte von Mn-Stahl aus. Die Erhöhung der Härte kann auf der Grundlage erklärt werden, dass durch Erhöhen des Siliziumgehalts über 1.99% der Volumenanteil von Fe3C zunimmt, wodurch die Härte von Hadfield-Stahl entsteht.

Einfluss des Phosphorgehalts auf das Gießen von Manganstahl
Phosphor ist bei Manganstahl ein größeres Problem und neigt dazu, sich an Korngrenzen abzuscheiden, verflüssigt sich beim Lösungsglühen und bildet einen versprödenden eutektischen Phosphidfilm. Der Phosphorgehalt bei 25-mm-Teststäben zeigt nur geringe Veränderungen der Zugfestigkeitseigenschaften. Über 0.06 % Phosphor wird die Hochtemperaturplastizität von Manganstahl aufgrund des eutektischen Phosphids stark reduziert. Über 0.1 % nehmen die Zugfestigkeit und Dehnung von Manganstahl ab.
Einfluss des Molybdängehalts auf Manganstahlguss. Molybdänzusätze zu Manganstahl führen zu mehreren Änderungen. Zunächst wird die Starttemperatur der Martensitbildung gesenkt, was den Austenit weiter stabilisiert und die Karbidausfällung verzögert. Als nächstes verändern Molybdänzusätze die Morphologie der Karbide, die sich beim Wiedererhitzen bilden, nachdem das Material einer Lösungsbehandlung unterzogen wurde. Normalerweise bilden sich Korngrenzenfilme aus nadelförmigen Karbiden, aber nach der Molybdänzugabe verschmelzen die ausgefallenen Karbide und verteilen sich in den Körnern. Das Ergebnis dieser Änderungen ist, dass die Zähigkeit des Stahls durch die Molybdänzugabe verbessert wird. Ein weiterer Vorteil von Molybdänzusätzen können verbesserte mechanische Eigenschaften im Gusszustand sein. Dies kann bei der Gussproduktion ein echter Vorteil sein. Bei kohlenstoffreicheren Güten erhöht Molybdän die Neigung zum beginnenden Schmelzen, daher muss darauf geachtet werden, dies zu vermeiden, da die daraus resultierenden mechanischen Eigenschaften stark beeinträchtigt werden.
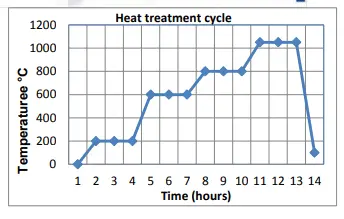
Im Idealfall weisen wärmebehandelte Manganstähle eine vollständig homogenisierte feinkörnige austenitische Mikrostruktur auf. Die Korngröße ist eine Funktion der Gießtemperatur und die Wärmebehandlung beeinflusst typischerweise nicht die Korngröße. Einige haben versucht, Strategien zur Wärmebehandlung zu entwickeln, die zuerst die Struktur in eine perlitische Struktur umwandeln, die dann eine Kornverfeinerung bei der endgültigen Wärmebehandlung ermöglicht. Diese Strategien wurden aus verschiedenen Gründen nicht allgemein akzeptiert oder umgesetzt. Ein Grund ist, dass diese Zyklen aufgrund der hohen Ofentemperaturen und der langen Haltezeiten teuer werden. Außerdem wurde die Legierung durch diese Zyklen oft nicht signifikant verbessert.
Der typische Wärmebehandlungszyklus für die meisten Manganstähle besteht aus einem Lösungsglühen, gefolgt von einem Wasserabschrecken. Dieser Zyklus kann abhängig von der Starttemperatur der Gussteile bei Raumtemperatur oder bei erhöhter Temperatur beginnen. Die Starttemperatur im Wärmebehandlungsofen wird auf nahe der Gusstemperatur eingestellt und dann langsam bis mäßig erhöht, bis die Tränktemperatur erreicht ist. Die Einweichtemperaturen sind typischerweise hoch, um die Auflösung von eventuell vorhandenem Carbid zu erleichtern. Temperaturen bei oder nahe 2000 ° F werden typischerweise verwendet, um den gewünschten Homogenisierungseffekt zu erzielen. Die chemische Zusammensetzung der Legierung bestimmt letztendlich die Tränktemperatur.
Durch die Wärmebehandlung wird austenitischer Manganstahl gestärkt, sodass er sicher und zuverlässig in einer Vielzahl technischer Anwendungen eingesetzt werden kann. Lösungsglühen und Abschrecken ist die Standardbehandlung, die zu normalen Zugeigenschaften und der gewünschten Zähigkeit führt. Dies beinhaltet eine Austenitisierung, gefolgt von einer schnellen Wasserabschreckung. Die Austenitisierungstemperatur wird zwischen 1050 °C und 1100 °C gehalten und dann in gerührtem Wasser abgeschreckt, um die Dampfphase zu entfernen.

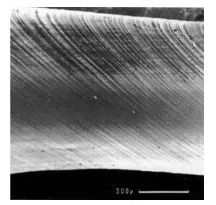
Mikrostruktur mit Gleitlinien
Kaltverfestigung, auch Kaltverfestigung oder Kaltumformung genannt, ist die Verstärkung eines Metalls durch plastische Verformung. Diese Verstärkung tritt aufgrund von Versetzungsbewegungen und Versetzungserzeugung innerhalb der Kristallstruktur des Materials auf. Die übliche Methode der plastischen Verformung in Metallen besteht darin, Kristallblöcke entlang bestimmter kristallographischer Ebenen, die als Gleitebenen bezeichnet werden, über einen anderen zu gleiten. Die Atome bewegen eine ganzzahlige Anzahl von Atomabständen entlang der Gleitebene und es wird ein Schritt erzeugt, der als Gleitlinie bekannt ist.
Dehnungshärtung resultiert aus Versetzungsstapeln auf Gleitebenen an Barrieren im Kristall. Es versteht sich nun, dass Kaltverfestigung oder Kaltverfestigung durch miteinander wechselwirkende Versetzungen und durch Barrieren verursacht wird, die ihre Bewegung durch das Kristallgitter behindern. Es kann gesagt werden, dass die Kaltverfestigungsrate erhöht werden kann, wenn die Barrieren, die die Bewegung von Versetzungen behindern, erhöht werden können.
Es wurde erwähnt, dass das einzigartige Merkmal dieses zähen, hochfesten Manganstahls die schnelle Kaltverfestigung von einer Streckgrenze von 379 MPa bis zu einer Zugfestigkeit von 965 MPa auf der Oberfläche ist. Es wird allgemein gelehrt, dass die schnelle Kaltverfestigung in Hadfield-Stahl aus der spannungsinduzierten Umwandlung von Austenit zu Martensit resultiert.
Die einzigartigen Verschleißfestigkeitseigenschaften von Manganstahl machen es im besten Fall auch sehr schwierig, ihn zu bearbeiten. In den frühen Tagen der Manganstahlproduktion wurde angenommen, dass es nicht bearbeitbar ist, und das Schleifen wurde verwendet, um die Teile zu formen. Mit modernen Schneidwerkzeugen ist es jetzt möglich, Manganstähle zu drehen, zu bohren und zu fräsen. Manganstahl bearbeitet andere Stähle nicht wie Maschinen und erfordert normalerweise Werkzeuge, die mit einem negativen Spanwinkel hergestellt werden. Darüber hinaus erzielen relativ niedrige Oberflächengeschwindigkeiten mit großen Schnitttiefen die besten Ergebnisse. Diese Anordnung erzeugt hohe Schnittkräfte und die Ausrüstung und das Werkzeug müssen robust sein, um diesen Kräften standzuhalten. Jegliches Rattern des Werkzeugs kann zur Kaltverfestigung der zu bearbeitenden Oberfläche beitragen. Das meiste Schneiden erfolgt normalerweise ohne jegliche Schmierung. Bei der Bearbeitung von Mangan ist es wichtig, die Kaltverfestigungszone beim nächsten Schnitt kontinuierlich zu entfernen. Kleine Endschnitte oder Werkzeugklappern führen dazu, dass sich die Härte aufbaut und die verbleibende Oberfläche praktisch nicht mehr bearbeitet werden kann.
Das Bohren von Manganstählen ist zwar möglich, jedoch sehr schwierig, und es sollten Löcher gebohrt werden. Wenn Bohrlöcher erforderlich sind, werden häufig Stahleinsätze in das Teil eingegossen, so dass der bearbeitbare Einsatz gebohrt oder gebohrt und mit Gewinde versehen werden kann.
