Contact us
Please leave your specific needs and contact information, and the staff will contact you as soon as possible!
With the vigorous development of the industrialization of mines, various types of crushing stations have been applied. The corresponding crushers, conveyors, and other complete sets of equipment have been widely used. The demand for related accessories and spare parts is also increasing. Apron feeder pans/flights are the main wear parts for an apron feeder.
Our customer, Ansteel Group Corporation, import a set of apron feeders from the USA manufacturer. Every year, It needs to import a large number of apron feeder parts, which include chains and pans. In order to short the spare parts delivery time and decrease the purchase cost. Ansteel wants Qiming Casting to manufacture those apron feeder parts for him. As a manganese steel foundry, we try to manufacture these apron feeder pans.
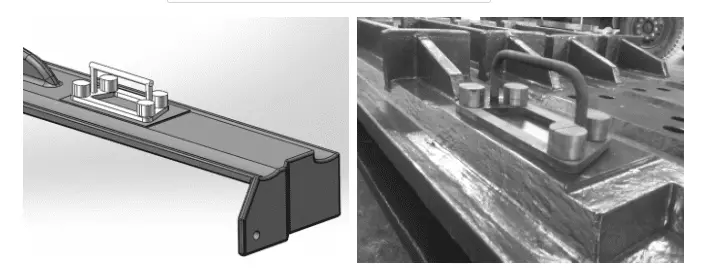
In order to ensure that the molten steel flows into the cavity quickly and smoothly, the inner gate of the casting is flat, evenly distributed on one side of the casting, and the riser is placed at the corresponding gate position to ensure that the slag gas in the molten steel is discharged in time, and at the same time, it is higher than the riser. Air vents are placed on the root position to prevent insufficient pouring of the casting. As shown in the following figure.
In view of the difficulties in the manufacture of apron feeder pans, metal patterns are used instead of wooden patterns to ensure the accuracy and flatness of the key dimensions of the length of the casting, prevent the deformation of the casting caused by the deformation of the model from the source, and the use of metal molds ensures the surface quality of the entire casting.


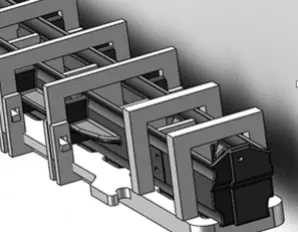
In view of the structural characteristics of the apron feeder pans casting itself, in order to prevent the deformation after the water toughening treatment, a special heat treatment tool is specially designed. As shown in the figure below, two flight castings are interspersed to form a hug form, and the base tray type is adopted below. Support the entire casting and ensure the stability of the casting during the whole process. The upper part adopts the clamp fastening type, and the clamp is placed in easily deformed and weak places for fastening. The internal cavity is blocked by a suitable baffle. This structural design can not only ensure the overall stability of the casting but also ensure that the cooling water can fully cool the casting during the water toughening treatment. Through this heat treatment tooling, the degree of deformation of the casting after heat treatment can meet the customer’s requirements, and the amount of deformation is not more than 0.35∶100.
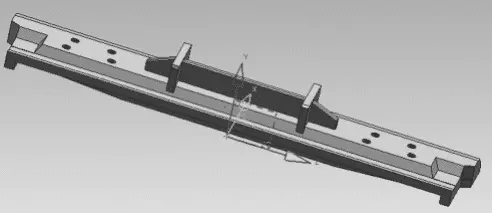
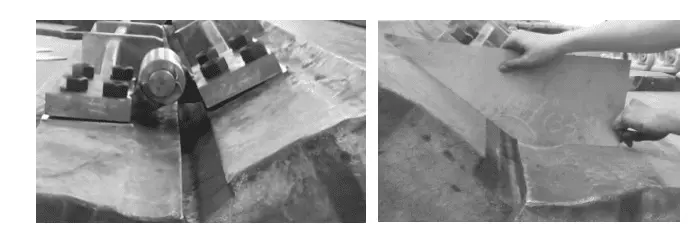
Combining the actual use of the apron feeder pans, in order to ensure the precise alignment of the apron feeder pans with the lower chain rail section during use, a detachable inspection tool is designed according to the size of the 8 holes of the chain rail section to ensure that the 8 holes at both ends of the apron feeder pans are in position. The alignment is accurate during the first trial installation, and the schematic diagram of the inspection tool is shown in the figure.
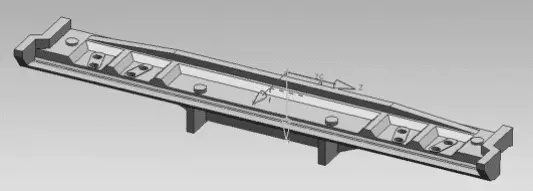
The rotation of the apron feeder pans completes the transportation process by turning the pinholes between the chain rail links by the driving wheel below. When the apron feeder pans rotate, a certain angle (147°) between the two parts of the driving wheel must be formed to ensure the proper rotation angle. The angle test fixture is specially designed according to the on-site use conditions. The angle test fixture is used for the angle test experiment. The rotation angle meets the requirements of the drawing and reaches 147°, which ensures the normal rotation of the apron feeder pans in the subsequent.
Based on our designs, we had manufactured good apron feeder parts for Ansteel Group. After used, Qiming Casting’s apron feeder parts match the original spare parts. However, the purchase cost just 70% of the original parts.