 Broschüre herunterladen
Broschüre herunterladen Product List
Product List
Warum TIC-Einsätze Manganhammer verwenden?
Der Aktenvernichterhammer besteht hauptsächlich aus hoher ManganstahlDies ist eine Art Verschleißschutzmaterial mit einer langen Geschichte. In den letzten 10 Jahren haben in- und ausländische Wissenschaftler Stahl mit hohem Mangangehalt unter vielen Gesichtspunkten untersucht, um seine Verschleißfestigkeit weiter zu verbessern:
- Einige Gießereien fügen Mo, Ni und andere seltene Elemente hinzu, um die Verschleißfestigkeit zu verbessern.
- Einige Gießereien fügen Cr-Elemente hinzu, um die Härte des Hammers zu erhöhen.
- Einige Gießereien ändern das Verhältnis von Mangan zu Kohlenstoff, um die Verschleißfestigkeit zu verbessern.
- Einige Fabriken verbessern die Serviceleistung von Stahl mit hohem Mangangehalt durch Vorhärtungsbehandlung und Verbesserung der Schmelz-, Gieß- und Wärmebehandlungsprozesse.
Die Forschung dieser Wissenschaftler hat bestimmte Ergebnisse bei der Verbesserung der Verschleißfestigkeit von Stahl mit hohem Manganstahl erzielt. Unter bestimmten Bedingungen mit großer Schlagkraft und größeren Teilen, wie z. B. einigen großen Schredderhämmern, ist es jedoch immer noch nicht ideal, Stahl mit hohem Manganstahl zu verwenden.
Um dieses Problem zu lösen, verwendet Qiming Casting TIC-Stäbe, die Mangankörper einsetzen, um die Lebensdauer zu verlängern.
TIC fügt experimentelle Methoden für Manganhammer ein
Für dieses neue Material wählen wir Manganstahl als Matrixmaterial. Die chemische Zusammensetzung ist wie folgt:
- C 1.1-1.2%
- Mn 12.5-13.2%
- Si 0.5-0.6%
- P 0.04-0.05%
- S 0.009-0.02%
Für die TIC-Stangen wählen wir einen 20 mm * 20 mm * 40 mm Quader:
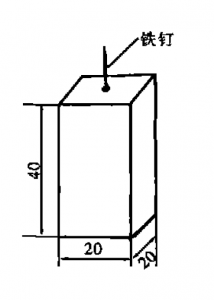
TIC-Quader
Wir verwenden die Sandgussmethode, um ein 120 mm * 120 mm * 120 mm großes Probenprodukt zu gießen. Die Proben wurden in einem Widerstandsofen vom Kastentyp mit einer Wasserhärtungsbehandlung bei 1050 ° C wärmebehandelt. Die Grenzfläche wurde mit bloßem Auge beobachtet, und dann wurden die Mikrostruktur, Struktur und Elementverteilung in der Nähe der Grenzfläche durch ein optisches Mikroskop und eine Elektronensonden-Mikroanalyse (JCXA-733) analysiert.
Experimentelle Ergebnisse und Diskussion
Nach der Bearbeitung wurde die Oberfläche der Probe mit bloßem Auge beobachtet. Es wurde festgestellt, dass es keine Lücke an der Verbindung von Hochmanganstahl und TIC-Quader gab, mit Ausnahme verschiedener Farben (Hochmanganstahl war weiß, IC-Quader war schwarz), was darauf hinwies, dass die beiden Materialien gut kombiniert waren.
Die Härte des TIC-Quaders vor dem Gießen beträgt HRC 59-61. Nach dem Gießen mit einer Behandlung mit hohem Manganstahl- und Wasserhärtungsgrad wird die Härte der Probenoberfläche getestet. Die Ergebnisse zeigen, dass die Härte des mittleren Bereichs des TIC-Quaders unverändert bleibt (HRC60), aber die Härte des Bereichs in der Nähe des Hartmetalls und des Stahls mit hohem Manganstahl auf hrc58 abnimmt. HRC: 30-60) ist viel höher als das weit vom TIC-Quader entfernte (HRC: 22-24), was darauf hinweist, dass es eine Übergangszone zwischen der Härte der beiden Materialien an der Verbindungsstelle von Hochmanganstahl und TIC-Quader gibt , was auf das gegenseitige Eindringen von hohem Manganstahl und TIC-Quader zurückzuführen ist.
Um den Bindungszustand der Grenzfläche zwischen den beiden Materialien besser zu überprüfen, wurden die metallografischen Proben an der eingegossenen Verbindung geschnitten und die Mikrostruktur in der Nähe der Grenzfläche nach dem Polieren mit einer Elektronensonde analysiert. Das REM-Foto der Verbindung ist in Fig. 3 gezeigt. Aus dem Bild ist ersichtlich, dass die Matrix aus Hartmetall gut mit Stahl mit hohem Manganstahl kombiniert ist, aber die Verbindung ist nicht zu sehen, dh der Stahl mit hohem Manganstahl und zementiert Karbidmatrix werden zu einer verschmolzen. Auf einer Seite von hochmanganhaltigem Stahl ist der Bereich mit dünn verteilten TiC-Partikeln zu sehen. Das heißt, der Hartphasentic in Hartmetall driftet teilweise von einer Seite Hartmetall zur anderen Seite von Stahl mit hohem Mangangehalt. Dies liegt daran, dass der Stahl mit hohem Mangangehalt die Oberflächenmatrix von Hartmetall während des Gießprozesses schmilzt, wodurch die harte Phase auf der Oberfläche zum Stahl mit hohem Mangangehalt driftet. Nach dem Abkühlen und Erstarren werden diese TiC-Partikel zufällig im Stahl mit hohem Mangangehalt fixiert.
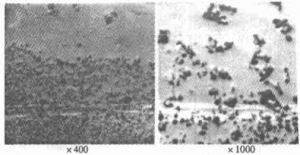
Abb. 3 REM-Aufnahme bei der Bindung zweier Materialien
Um den Bindungszustand der Grenzfläche der beiden Materialien besser zu erklären, wird die Verteilung des Ti-Elements in einem Sichtfeld an der Verbindung vorgenommen. 3 zeigt die Oberflächenverteilung von SEM-Bild- und Ti-Elementen im gleichen Sichtfeld. Aus 4 ist ersichtlich, dass die charakteristischen Röntgenbilder von Ti-Elementen auf der Hartmetallseite angereichert sind und die charakteristischen Röntgenbilder von Ti-Elementen auch in der Nähe des Grenzflächenbereichs auf der Seite von Hochmanganstahl gefunden werden. Es wird gezeigt, dass Ti-Elemente auf der Seite des Hochmanganstahls 1 vorhanden sind, was auf die metallurgische Kombination zweier Materialien während des Gießens zurückzuführen ist, und dass das Tic im Hartmetall zur Seite mit dem hohen Manganstahl und während der Wärmebehandlung driftet Das Ti-Element in Tic diffundiert zu hochmanganhaltigem Stahl. Es ist ersichtlich, dass TiC-Partikel sehr fest mit Stahl mit hohem Mangangehalt verbunden sind.
Die experimentellen Ergebnisse zeigen, dass die Kombination von TIC-Quader und Stahl mit hohem Mangangehalt metallurgisch ist. Es gibt eine Übergangszone in der Grenzfläche der beiden Arten von Materialien, unabhängig von der Härte oder der Verteilung von Mikrostruktur, Struktur und Elementen, wodurch das Hartmetall fest in den Stahl mit hohem Mangangehalt gegossen wird. Bei der Verwendung spielt Harthart-Hartmetall eine Rolle bei der Beständigkeit gegen Materialverschleiß, wodurch die Lebensdauer des Materials erheblich verbessert wird.
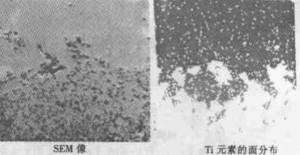
Abb. 4 REM-Aufnahme an der Bindung zweier Materialien und Verteilung von Ti
TIC setzt Manganhammer ein
Um die Serviceleistung von eingelegtem gegossenem Hochmanganstahl zu untersuchen, wurden mehrere zylindrische Hartmetalle auf die leicht abgenutzte Oberfläche des Hammers eingelegt (wie in Abbildung 5 gezeigt, Masse 120 kg). Vor dem Gießen sollte das Hartmetall (mm 25 mm × 40 mm) mit Schmirgelleinen poliert werden, ein Eisennagel sollte an einem Ende jedes Hartmetalls angeschweißt werden und das andere Ende des Eisennagels sollte in die Sandform eingeführt werden , um das Hartmetall im Formhohlraum zu fixieren. Nach dem Gießen wird Hartmetall in hochmanganhaltigen Stahl eingelegt.
Der nach der obigen Methode hergestellte Hammerkopf wird im Hongyun-Steinbruch in Shunde, Provinz Guangdong, verwendet. Die gebrochenen Materialien im Steinbruch sind harte Steine, die in Schnellstraßen verwendet werden, und ihre Lebensdauer beträgt 20 Tage. Die Lebensdauer des ursprünglichen Hammers aus hochmanganstahlhaltigem Stahl beträgt nur 7 Tage, und die Kosten für den Gusshammer sind nur 30% höher als die des Hammers aus hochmanganstahligem Stahl, was die guten wirtschaftlichen und sozialen Vorteile des Gusses im Guss zeigt Hammer.
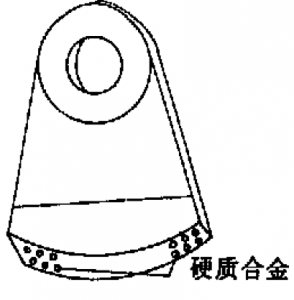
Abb. 5 TIC setzt Hammer ein
Die Ergebnisse
Basierend auf den experimentellen Ergebnissen von Qiming Casting setzt unser TIC eine längere Lebensdauer der Manganhammer als andere Materialien ein. Dieser neue Designhammer eignet sich nicht nur für Verschleißteile von Hammermühlen, sondern auch für Anzüge Schredder-Verschleißteile. Wenn Sie Fragen zu diesem neuen Material haben, wenden Sie sich bitte frei an uns!
[wpforms id = "3777"]


