Warum Metallkeramik-Mahlwalzen entwickeln?
China ist eines der Länder mit den reichsten Bodenschätzen. Mit der Entwicklung grundlegender Materialwissenschaften steigt die Nachfrage nach Erzpulver von Jahr zu Jahr. Es gibt viele Aufbereitungsverfahren für Erzpulver. Das vertikale Mühlensystem ist heutzutage ein typisches Mahlverfahren und wird häufig in der Zement-, Baustoff-, Bergbau-, Elektrizitäts-, Glasfaser- und anderen Industriezweigen eingesetzt. Durch die kombinierte Wirkung der Mahlwalzen und Auskleidungsplatten in der Vertikalmühle wird das Erz zerkleinert und zu Pulver in Mikrometer- oder sogar Nanogröße gemahlen. Während des kontinuierlichen Zerkleinerungs- und Mahlprozesses wird auch die Oberfläche der Mahlwalze durch die Reaktionskraft des Materials abgenutzt, was nicht nur zu einem starken Verschleiß des Metallmaterials führt, sondern auch zu einer Verschlechterung der Mahlfunktion, einer Abnahme Leistungseinbußen und eine Erhöhung der Kosten für Wartung und Austausch der Mahlwalze. Derzeit bestehen die Mahlwalzen in Vertikalmühlen häufig aus Gusseisen mit hohem Chromgehalt oder sind mit Gusseisen mit hohem Chromgehalt auftragsgeschweißt. Obwohl die Betriebsstabilität gut ist, gibt es immer noch Probleme wie eine geringe Tagesleistung und eine unzureichende Verschleißfestigkeit. Das Problem ist, dass es den Erwartungen der Menschen an einen geringeren Ressourcenverbrauch nicht gerecht wird. Daher ist die Entwicklung neuer Materialien zur Herstellung neuer Mahlwalzen von entscheidender Bedeutung. In diesem Artikel wird kurz die Entwicklung von Mahlwalzen aus Cermet-Verbundwerkstoff in Vertikalmühlen vorgestellt und die Auswirkungen ihrer Anwendung anhand von Fallstudien analysiert.
Überblick über die Entwicklung und Anwendung verschleißfester Metallkeramik-Mahlwalzen in China und Übersee
Als Hauptmahlkomponente der Vertikalmühle erfordert die Mahlwalze eine hohe Härte und eine gewisse Zähigkeit. Der Entwicklungsprozess verschleißfester Materialien durchlief drei Phasen: Stahl mit hohem Mangangehalt, hartes Nickelgusseisen und Gusseisen mit hohem Chromgehalt. Hochmanganstahl wird häufig unter Bedingungen mit Stoßbelastungen verwendet, kann jedoch nicht vollständig gehärtet werden und weist eine äußerst begrenzte Verschleißfestigkeit auf. Aufgrund seiner guten Härtbarkeit kann nickelhartes Gusseisen beim Gießen ein hartes, verschleißfestes Martensit + M³C-Karbidgefüge bilden. Diese eutektische Struktur kann dem Pflügen der Matrix durch das Material gut widerstehen. , aber seine Zähigkeit ist unzureichend und sein Anwendungsbereich ist relativ klein. Gusseisen mit hohem Chromgehalt ist die dritte Generation verschleißfester Materialien, die nach Stahl mit hohem Mangangehalt und nickelhartem Gusseisen entwickelt wurde. Im Vergleich zu gewöhnlichem Gusseisen weist Gusseisen mit hohem Chromgehalt eine hohe Zähigkeit, Hitzebeständigkeit und Verschleißfestigkeit auf.
In Branchen wie der Erzmahlung wird die Verschleißfestigkeit von Gusseisen mit hohem Chromgehalt unzureichend, wenn die Betriebsgeschwindigkeit der Geräte weiter zunimmt. Die ausländische Forschung zu verschleißfesten Materialien konzentriert sich auf Metallmatrix-Verbundwerkstoffe mit ZTA-Keramikpartikeln und WC-Keramikpartikeln als Verstärkungsphasen. Darunter sind Hersteller von Verbundwerkstoffpräparaten, vertreten durch Belgien Magotteaux und die indische VEGA Wear Resistance Materials Company verwenden solche Materialien zur Herstellung von Cermet-Verbundwerkstoff-Mahlwalzen und -Auskleidungen, und ihre Arbeitsflächen zeichnen sich durch hohe Härte und hohe Verschleißfestigkeit aus. Mahlwalzen und -auskleidungen aus Metall-Keramik-Verbundwerkstoffen werden in der Zement-, Wärmekraft-, Erz- und anderen Industrie im Ausland häufig eingesetzt, wodurch die Betriebszeit von Vertikalmühlen erheblich verlängert und anormale Wartungsarbeiten an Vertikalmühlen reduziert werden. Allerdings ist der Preis für importierte Cermet-Schleifwalzen hoch und der Lieferzyklus lang, sodass das Preis-Leistungs-Verhältnis nicht hoch ist. Der heimische Markt freut sich auf heimische Cermet-Schleifwalzen. Der Vergleich der Mahlwalzeneigenschaften in China und anderen Ländern ist in der folgenden Tabelle dargestellt.
| Schleifwalzentyp | Eigenschaften verschiedener Mahlwalzen | ||
| Vorteil | Nachteil | ||
| China-Markt | Alloy Steel | Hohe Festigkeit, hohe Zähigkeit, hohe Härte, Verschleißfestigkeit | Hohe Kosten |
| Stahlguss | Gute Festigkeit und Zähigkeit | Geringe Härte und geringe Verschleißfestigkeit | |
| Sphäroguss | Gute Zähigkeit, hohe Härte, mittlere Verschleißfestigkeit, leicht zu verarbeiten | Leicht zu knacken, geringe Festigkeit | |
| Hartauftragschweißen von Gusseisen mit hohem Chromgehalt | Hohe Festigkeit, hohe Zähigkeit, hohe Härte | Leichtes Ablösen, häufiges Auftragsschweißen, unzureichende Beständigkeit gegen Kälte- und Hitzeermüdung | |
| Stahl mit hohem Mangangehalt | Hohe Zähigkeit, Härte und mäßige Verschleißfestigkeit | Leicht zu reißen und zu schrumpfen | |
| Niedrig legierter Stahl | Hohe Festigkeit, Zähigkeit und Schlagfestigkeit | Nicht verschleißfest, kurze Lebensdauer | |
| Markt für andere Länder | Verschleißfeste Beschichtung | Hohe Festigkeit und Zähigkeit | Geringe Schlagfestigkeit und teuer |
| Hochlegierter bimetallischer Schleudergussstahl | Hohe Härte, verschleißfeste Außenschicht, starke Innenschicht | Leicht zu trennen | |
Herstellung von Cermet-Verbundwerkstoffen
Verfahren zur Herstellung von Verbundwerkstoffen
Cermet-Verbundwerkstoffe bestehen aus Keramikpartikeln und einer Metallmatrix. Keramikpartikel in Verbundwerkstoffen spielen als wichtigste verschleißfeste Träger eine entscheidende Rolle bei der Verwendung von Verbundwerkstoffen, und die Metallmatrix kann die Kraft ableiten, die die Keramikpartikel bei der Verwendung von Verbundwerkstoffen tragen. Durch die Herstellung von Cermet-Verbundwerkstoffen durch das Gussinfiltrationsverfahren können Nachteile wie lange Produktionszyklen, hoher Energieverbrauch und hohe Kosten vermieden werden. Wir haben die Simulationssoftware ProCAST verwendet, um den Prozess von ZTAp/Gusseisenmatrix-Verbundwerkstoffen mit hohem Chromgehalt bei Gießtemperaturen von 1350 °C, 1450 °C, 1550 °C und 1650 °C und Gießgeschwindigkeiten von 3.0 kg/s, 3.5 zu simulieren kg/s und 4.0 kg/s. Belasten Sie Bedingungen unter verschiedenen Bedingungen und überprüfen Sie die Simulationsergebnisse durch Experimente. Die Ergebnisse zeigen, dass der Verbundeffekt beim Sand-Schwerkraftguss besser ist, wenn die Gießgeschwindigkeit 3.5 kg/s und die Gießtemperatur 1550 °C beträgt. Dadurch kann sichergestellt werden, dass der vorgefertigte Körper während des Verbundprozesses eine gute strukturelle Integrität aufweist. Wir nutzten die Unterdruckgussinfiltration zur Herstellung von ZTA-Keramik-verstärkten Gusseisenmatrix-Verbundwerkstoffen mit hohem Chromgehalt. Durch das Plattieren von Ni und das Auftragen von Cr-Pulver auf die ZTA-Keramikoberfläche wurde die Elementdiffusion in der Hochtemperaturschmelze genutzt, um die Benetzbarkeit der Grenzfläche zu verbessern, den Imprägnierungseffekt zu fördern und die Bindungsfestigkeit zu erhöhen. Wir verwendeten ein druckloses Infiltrationsgussverfahren, um mikrometergroße, mit Zirkoniumdioxid-gehärteten Aluminiumoxidpartikeln verstärkte Verbundwerkstoffe auf Gusseisenbasis mit hohem Chromgehalt herzustellen, wodurch das Problem der schlechten Verschmelzung mikrometergroßer Keramikpartikelvorformen unter Sickerbedingungen gelöst und die ZTAp-Verstärkung systematisch untersucht wurde . Einfluss des Feinpulvergehalts in Vorformen aus Gusseisenmatrix-Verbundwerkstoffen mit hohem Chromgehalt auf deren Mikrostruktur und mechanische Eigenschaften.
Merkmale der Verbundwerkstofforganisation
Cermet-Verbundwerkstoffe erzeugen durch entsprechende Aufbereitungsprozesse eine große Menge Martensit in der Matrix, gleichzeitig werden hexagonale Primärkarbide M7C3 verteilt. Dadurch wird die Verschleißgeschwindigkeit des Grundmetalls verlangsamt, die ZTA-Keramikpartikel weitestgehend geschützt und eine hohe Verschleißfestigkeit erreicht. Wir verwendeten die Technologie der gerichteten Erstarrung, um Gusseisen mit hohem Chromgehalt und einer übereutektischen Struktur herzustellen. Wir haben die Auswirkungen von Abschrecken und Anlassen auf die Matrixstruktur, Härte, Zähigkeit und Verschleißfestigkeit untersucht. Beim Abschrecken bei 1050 °C und Anlassen bei 450 °C besteht die Gusseisenstruktur mit hohem Chromgehalt aus M7C3+-Martensit mit einer geringen Menge Restaustenit. Die Matrix weist eine hohe Schlagenergie und eine hohe Verschleißfestigkeit auf. Wir haben die Mikrostruktur und Leistungstests von untereutektischem Gusseisen mit hohem Chromgehalt unter verschiedenen Wärmebehandlungsbedingungen charakterisiert. Wir fanden heraus, dass die Härte und die absorbierte Schlagenergie von untereutektischem Gusseisen mit hohem Chromgehalt mit der Abschrecktemperatur und der Verlängerung der Haltezeit zunahmen. Nach dem Abschrecken und Anlassen kann die maximale Härte 58 HRC und die maximale Schlagenergieabsorption 15 J erreichen. Wir haben die Auswirkung des Wärmebehandlungsprozesses auf die Mikrostruktur und die mechanischen Eigenschaften von eutektischem Gusseisen mit hohem Chromgehalt untersucht. Der Kohlenstoffgehaltsbereich im eutektischen Intervall nimmt mit zunehmendem Cr-Gehalt ab, was einem annähernd linearen Zusammenhang entspricht. Das Anlassen bei 400–500 °C führt zu einer Sekundärhärtung. Die Härte steigt schnell an und der Verschleißverlust wird deutlich reduziert.
Entwurf von Verbundstrukturen
Durch die eingehende Untersuchung metallbasierter verschleißfester Verbundwerkstoffe wird die Verbundkonfiguration entsprechend der Nutzung der Arbeitsfläche des Produkts und den Anforderungen der Ausgangskraft optimiert und gestaltet. Derzeit wird der Metall-Keramik-Verbundbereich als dreidimensionales dreidimensionales Gitter vorbereitet, und diese Struktur kann die Spannungen, die beim Zusammenziehen der Metallschmelze entstehen, wirksam vermeiden. Stellen Sie sicher, dass der Vorbereitungs- und Verwendungsprozess des Metall-Keramik-Verbundmaterials keine Risse, Brüche oder andere Defekte verursacht. Andererseits erzeugt der gitterartige Metall-Keramik-Verbundbereich während des Verschleißprozesses eine konkav-konvexe Struktur, die die Erzstücke effektiv in den Materialzerkleinerungsbereich zwischen Mahlwalze und Auskleidung „einfangen“ kann. Basierend auf der Finite-Elemente-Analysesoftware haben wir das Temperaturfeld und die thermische Spannung der mit ZTA-Keramikpartikeln verstärkten Gusseisenmatrix-Verbundwerkstoffe mit hohem Chromgehalt während des Gießprozesses simuliert. Ein thermoelastisch-plastisches Mechanikmodell wurde angewendet, um die thermische Spannungsverteilung der vorgefertigten Karosseriegussteile mit unterschiedlichen Strukturen genau zu beschreiben. Abschließend wird gezeigt, dass die thermische Belastung mit zunehmender Seitenlänge der vorgefertigten Körperlöcher abnimmt, dh die thermische Belastung wird minimiert, wenn die Wabenlöcher kreisförmig sind.
In Kombination mit dem Versagensmechanismus von Materialien unter stoßabrasiven Verschleißbedingungen analysieren wir, dass die Verbesserung der Verschleißfestigkeit der strukturellen Keramik-/Stahl-Verbundwerkstoffe unter nicht stoßabrasiven Verschleißbedingungen von der kombinierten Leistung von Härte und Zähigkeit der Keramikpartikel abhängt , die Härte der Matrix und die Grenzflächenbindungsstärke der Keramik/Matrix; Unter stoßabrasiven Verschleißbedingungen hängt die Verbesserung der Verschleißfestigkeit der strukturellen Keramik-/Stahl-Verbundwerkstoffe hauptsächlich von der Härte der Keramikpartikel, der Härte der Matrix und der Grenzflächenbindungsstärke der Keramik/Matrix ab. Bei stoßabrasivem Verschleiß hängt die Verbesserung der Verschleißfestigkeit konstruierter Keramik/Stahl-Verbundwerkstoffe hauptsächlich von der Zähigkeit der Keramikpartikel, der Härte der Matrix und der Grenzflächenbindungsfestigkeit der Keramik/Matrix ab.
Herstellung und Anwendung von Metall-Keramik-Verbundmahlwalzen
Überblick über die Strukturkonstruktion und den Herstellungsprozess von Schleifwalzen aus Cermet-Verbundwerkstoff
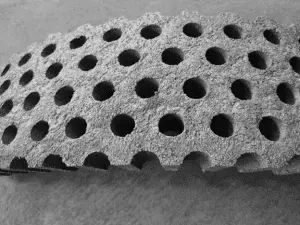
Zunächst wurde die Oberfläche der Keramikpartikel legiert, und die behandelten ZTA-Keramikpartikel und das Legierungspulver mit hohem Chromgehalt wurden proportional gemischt und in Graphitformen gegeben und verdichtet. Der Keramikvorformling wurde durch Hochtemperatur-Vakuumsinterformen hergestellt und die Morphologie des Vorformlings war wie in Abb. dargestellt, wobei das Gitterporen-Wand-Verhältnis (1.5–1.8):1 betrug.
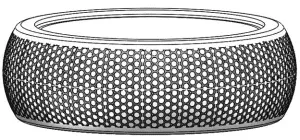
Die Vorformlinge werden nacheinander angeordnet und im Inneren des Hohlraums im Metall befestigt, wie in der Abbildung unten gezeigt. Die chromreiche Gusseisenschmelze wird im Schwerkraftguss bei einer Temperatur von 1550 °C gegossen. Die Walze wird 72 Stunden lang gehalten und dann entfernt, um die Schleifwalze aus Cermet-Verbundwerkstoff zu erhalten. Die Metall-Keramik-Komposit-Mahlwalzen wurden nach 72 Stunden Haltezeit entfernt.
Betriebseffekt der Metall-Keramik-Verbund-Schleifwalze
Die Metall-Keramik-Verbund-Schleifwalze unseres Unternehmens wurde in der Glasfaserindustrie unter den in Tabelle 2 gezeigten Arbeitsbedingungen erfolgreich eingesetzt: Datenvergleich zum herkömmlichen Hochchrom-Gusseisen und Metall-Keramik-Schleifwalze zum Schleifen von Glasfasern. Früher Einsatz herkömmlicher Schleifwalzen aus Gusseisen mit hohem Chromgehalt und einer Leistung von 11 t pro Stunde bei einer Gesamtleistung von 12,000 t, nachdem die Verschleißdicke der Walzenoberfläche 45 bis 50 mm beträgt. Dieses Mal kann die Produktion eines starken Rückgangs in der Stunde den Produktionsanforderungen nicht gerecht werden. Nach der Verwendung von Mahlwalzen aus Metall-Keramik-Verbundwerkstoff liegt die Stundenleistung stabil bei mehr als 13 Tonnen, was 18 % mehr ist als bei herkömmlichen Mahlwalzen aus Gusseisen mit hohem Chromgehalt. Bei beidseitigem Einsatz von bis zu 60,000 t beträgt die Gesamtleistung einer herkömmlichen Mahlwalze aus hochchromhaltigem Gusseisen das 5-fache. Aus der Datenanalyse in Tabelle 2 geht hervor, dass der Einsatz von Metall-Keramik-Verbundmahlwalzen Energie sparen, den Energieverbrauch senken und die Verschwendung nicht erneuerbarer Ressourcen reduzieren kann.
| Tabelle 2 Vergleich der Betriebsdaten von herkömmlichen Mahlwalzen aus Gusseisen mit hohem Chromgehalt und Cermet | |||||
| Material | Durchschnittlicher Strom/A | Gesamtverschleißdicke/mm | Gesamtlaufzeit/h | Durchschnittliche Stundenleistung/(t/h) | Gesamtleistungsstatistik/10,000 Tonnen |
| Hochverchromtes Gusseisen | 28 | 45 bis 50 | 1000 | 11 | 1.2 |
| Metall-Keramik-Verbundwerkstoffe | 25 | 35 bis 40 | 4600 | 13 | 6 |
Abb. 3 zeigt den Verschleiß von Metall-Keramik-Verbundmahlwalzen in verschiedenen Betriebsstadien. Es ist zu erkennen, dass die Keramikpartikel in einer markanten Gitterform verteilt sind, was das Material im Mahlbereich der Walzen im Betrieb „fängt“ und die Pulverausbeute verbessert.
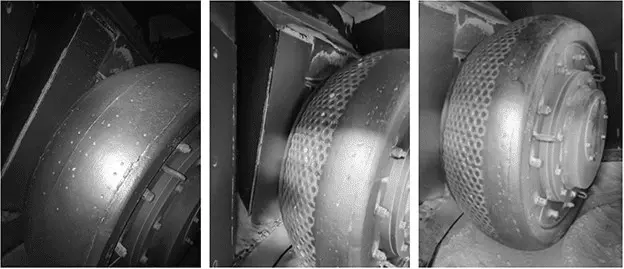
Abbildung 4 ist die Verschleißdicke der Arbeitsfläche der Schleifwalze bei verschiedenen Leistungen; Es ist ersichtlich, dass die Verschleißrate der Arbeitsfläche der Mahlwalze in der Vorkriegszeit relativ schnell war.
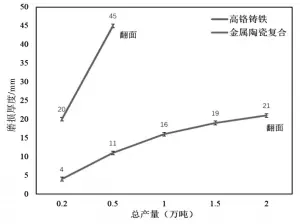
Dies ist auf den „Einlaufvorgang“ (bei dem die Keramik nicht mehr voll funktionsfähig ist) zurückzuführen, der zu einem erhöhten Verschleiß führt. Mit der weiteren Nutzung der Walzen kommt der Metall-Keramik-Verbundbereich voll zum Einsatz und der Verschleiß flacht allmählich ab. Die Daten in Tabelle 2 zeigen, dass die Verschleißfestigkeit der Walzen aus Metall-Keramik-Verbundwerkstoff viel höher ist als die der herkömmlichen Walzen aus Gusseisen mit hohem Chromgehalt.
Analyse des wirtschaftlichen Nutzens
Im gleichen Nutzungszyklus kann der Einsatz von Metall-Keramik-Verbund-Mahlwalzen ohne die Notwendigkeit einer Oberflächenbehandlung nicht nur die Anschaffungskosten und die Anzahl der Wartungsbesuche senken, sondern auch die Produktionskosten erheblich senken.
| Tabelle 3 Vergleich der wirtschaftlichen Leistung von Mahlwalzen aus Metall-Keramik-Verbundwerkstoff und Mahlwalzen mit hohem Chromgehalt | |||||
| ITEM | Beschaffungskosten/Set (RMB) | Durchschnittliche Kosten für Mahlwalzen pro Tonne (RMB) | Stromverbrauch/(kWh/t) | Stromkosten pro Tonne (RMB) | Gesamtkosten eines einzelnen Mahlwalzensatzes pro Tonne/RMB |
| Mahlwalzen und Auskleidungen aus hochverchromtem Gusseisen | 120000 | 10.27 | 64 | 40 | 50.27 |
| Mahlwalzen und Auskleidungen aus Metall-Keramik-Verbundwerkstoff | 250000 | 4.22 | 62 | 38 | 42.22 |
Nehmen wir als Beispiel die Vertikalmühle HRM1700, die herkömmliche Lebensdauer von Gusseisen mit hohem Chromgehalt beträgt etwa 1000 Stunden, die Gesamtproduktion beträgt 12,000 Tonnen, der Marktpreis beträgt etwa 120,000 Yuan pro Satz, die Demontage- und Wartungskosten betragen 0.32 Millionen Yuan, die durchschnittlichen Kosten von Mahlwalzen pro Tonne Pulver 10.27 Yuan, pro Tonne Pulver kostet der Stromverbrauch 40 Yuan, ein einzelner Satz hochverchromter Gusseisenwalzen pro Tonne Pulver insgesamt 50.27 Yuan. Umgestellt auf Metall-Keramik-Verbundwerkstoff-Mahlwalzen- und Liner-Betriebsdauer von etwa 4600 Stunden, die Gesamtproduktion von 60,000 Tonnen, der Marktpreis von etwa 250,000 Yuan pro Satz, Demontage- und Wartungskosten von 0.32 Millionen Yuan, die durchschnittliche Tonnage der Mahlwalzenpulverkosten von 4.22 Yuan, pro Tonne Pulververbrauchskosten von 38 Yuan, ein einzelner Satz hochchromhaltiger Gusseisen-Mahlwalzen pro Tonne Pulver insgesamt 42.22 Yuan. Eine einzelne vertikale Mühle berechnet eine jährliche Produktion von 100,000 t. Die Anschaffungskosten für Mahlwalzen pro Tonne Pulver betragen 6.05 Yuan und die Stromkosten 2 Yuan etwa 605,000 Yuan.
Abschließende Bemerkungen
Qiming Casting hat viele Erfolge bei der Erforschung von Metall-Keramik-Verbundwerkstoffen erzielt und damit eine theoretische Grundlage für heimische Metall-Keramik-Verbundwerkstoff-Mahlwalzen gelegt. Die durch Guss- und Infiltrationsverfahren hergestellten Metall-Keramik-Verbundwerkstoff-Mahlwalzen werden in den Glasfaserpulver-Herstellungsanlagen der Kunden eingesetzt, mit dem offensichtlichen Effekt der Energieeinsparung und Verbrauchsreduzierung:
- Durch den Einsatz von Metall-Keramik-Verbundmahlwalzen kann die Stundenleistung im Vergleich zu monometallischen verschleißfesten Werkstoffen um bis zu 18 % gesteigert werden;
- Unter den gleichen Verschleißbedingungen wird der Volumenverschleiß der Schleifwalze aus Metall-Keramik-Verbundwerkstoff um 30–35 % reduziert, was die Gesamtlebensdauer der Schleifwalze auf das 3–5-fache verlängern kann;
- Durch die Reduzierung der Anzahl der Überholungen um das Sechsfache werden die Beschaffungskosten um 6 US-Dollar pro Jahr gesenkt und etwa 605,000 US-Dollar an Stromkosten eingespart;
- Reduzieren Sie den Energieverbrauch, und der Einsatz von Metall-Keramik-Verbundmahlwalzen reduziert den durchschnittlichen Stromverbrauch pro Tonne Pulver um 3 %.



