Kontakt aufnehmen
Bitte hinterlassen Sie Ihre spezifischen Wünsche und Kontaktdaten und die Mitarbeiter werden sich schnellstmöglich mit Ihnen in Verbindung setzen!
Mit der kräftigen Entwicklung der Industrialisierung von Minen wurden verschiedene Arten von Zerkleinerungsstationen eingesetzt. Die entsprechenden Brecher, Förderer und andere komplette Ausrüstungssätze sind weit verbreitet. Auch die Nachfrage nach Zubehör und Ersatzteilen steigt. Schürzen-Feeder-Pfannen / -Flüge sind die Hauptverschleißteile für einen Schürzen-Feeder.
Unser Kunde, Ansteel Group Corporation, importieren Sie einen Satz Schürzenförderer vom US-amerikanischen Hersteller. Jedes Jahr muss eine große Anzahl von Teilen der Vorfeldzuführung importiert werden, darunter Ketten und Pfannen. Um die Ersatzteillieferzeit zu verkürzen und die Anschaffungskosten zu senken. Ansteel möchte, dass Qiming Casting diese Teile der Vorfeldzuführung für ihn herstellt. Als Manganstahlgießerei versuchen wir diese herzustellen Schürze Feeder Pfannen.
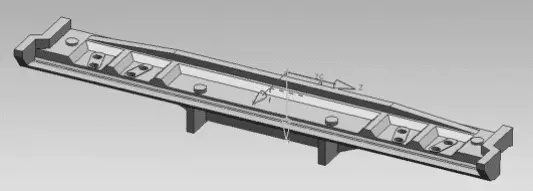
Um sicherzustellen, dass die Stahlschmelze schnell und reibungslos in den Hohlraum fließt, ist das innere Tor des Gussstücks flach, gleichmäßig auf einer Seite des Gussstücks verteilt, und das Steigrohr wird an der entsprechenden Torposition platziert, um sicherzustellen, dass das Schlackengas entsteht in der Stahlschmelze wird mit der Zeit entladen, und gleichzeitig ist es höher als die Steigleitung. Entlüftungsöffnungen befinden sich an der Wurzelposition, um ein unzureichendes Gießen des Gussstücks zu verhindern. Wie in der folgenden Abbildung gezeigt.
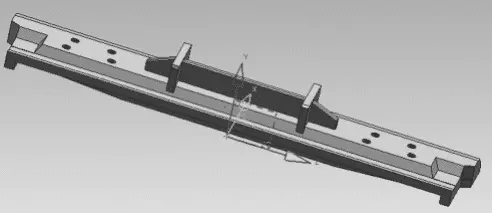
Angesichts der Schwierigkeiten bei der Herstellung von Schürzen-Zuführpfannen werden Metallmuster anstelle von Holzmustern verwendet, um die Genauigkeit und Ebenheit der Schlüsselabmessungen der Länge des Gussstücks zu gewährleisten und die Verformung des Gussstücks durch die Verformung des Gussteils zu verhindern Modell aus der Quelle, und die Verwendung von Metallformen gewährleistet die Oberflächenqualität des gesamten Gussstücks.


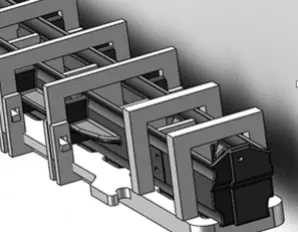
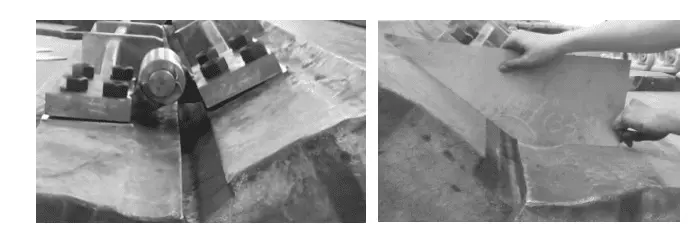
Um die Verformung nach der Wasserhärtungsbehandlung zu verhindern, wurde ein spezielles Wärmebehandlungswerkzeug speziell entwickelt, um die Verformung nach der Wasserhärtungsbehandlung zu verhindern. Wie in der folgenden Abbildung gezeigt, sind zwei Fluggussteile zu einer Umarmungsform durchsetzt, und der Typ der Grundwanne wird unten übernommen. Unterstützen Sie den gesamten Guss und stellen Sie die Stabilität des Gusses während des gesamten Prozesses sicher. Der obere Teil nimmt den Befestigungstyp der Klemme an, und die Klemme wird an leicht verformbaren und schwachen Stellen zum Befestigen platziert. Der innere Hohlraum wird durch eine geeignete Schallwand blockiert. Diese strukturelle Konstruktion kann nicht nur die Gesamtstabilität des Gussstücks gewährleisten, sondern auch sicherstellen, dass das Kühlwasser das Gussstück während der Wasserhärtungsbehandlung vollständig abkühlen kann. Durch dieses Wärmebehandlungswerkzeug kann der Verformungsgrad des Gussstücks nach der Wärmebehandlung den Anforderungen des Kunden entsprechen, und der Verformungsgrad beträgt nicht mehr als 0.35 bis 100.
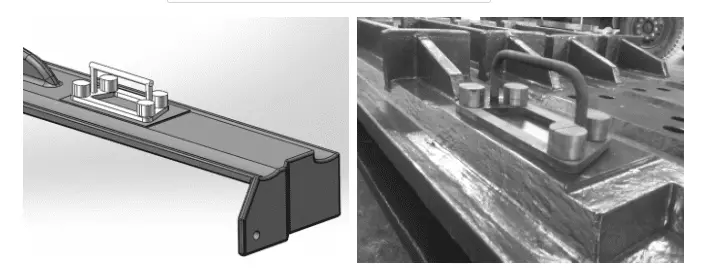
Um die genaue Ausrichtung der Schürzenvorschubpfannen mit dem unteren Kettenschienenabschnitt während des Gebrauchs zu gewährleisten, wird ein abnehmbares Inspektionswerkzeug entsprechend der Größe der 8 Löcher des Kettenschienenabschnitts konstruiert, um die tatsächliche Verwendung der Vorfeldzuführungspfannen mit dem unteren Kettenschienenabschnitt zu gewährleisten um sicherzustellen, dass die 8 Löcher an beiden Enden der Schürzen-Zufuhrpfannen in Position sind. Die Ausrichtung ist während der ersten Versuchsinstallation genau, und das schematische Diagramm des Inspektionswerkzeugs ist in der Abbildung dargestellt.
Die Drehung der Vorfeld-Zufuhrpfannen vervollständigt den Transportvorgang, indem die Nadellöcher zwischen den Kettenschienengliedern durch das darunter liegende Antriebsrad gedreht werden. Wenn sich die Schürzenförderwannen drehen, muss ein bestimmter Winkel (147 °) zwischen den beiden Teilen des Antriebsrads gebildet werden, um den richtigen Drehwinkel sicherzustellen. Die Winkelprüfvorrichtung wurde speziell für die Einsatzbedingungen vor Ort entwickelt. Die Winkeltestvorrichtung wird für das Winkeltestversuch verwendet. Der Drehwinkel entspricht den Anforderungen der Zeichnung und erreicht 147 °, wodurch die normale Drehung der Schürzenvorschubpfannen in der Folge gewährleistet wird.
Basierend auf unseren Entwürfen hatten wir für die Ansteel Group gute Teile für Feeder-Feeder hergestellt. Nach dem Gebrauch stimmen die Schürzenzuführungsteile von Qiming Casting mit den Originalersatzteilen überein. Der Kauf kostete jedoch nur 70% der Originalteile.