Залишити заявку
Будь ласка, залиште свої конкретні потреби та контактну інформацію, і співробітники зв'яжуться з вами якомога швидше!
Qiming Casting - одна з найбільших ливарних цехів з лиття марганцевої сталі на ринку Китаю, яка зосереджена на литті Хедфілдська сталь для дробильних вкладишів, вкладишів млинів, вкладишів подрібнювачів та підводних рейсів фартухів. В даний час наша компанія здатна проектувати, розробляти та виготовляти виливки вагою від 5 до 18000 кг.
Не тільки стандартна сталь Хадфілда (Mn14), Qiming Casting також відливає супермарганцеву сталь (Mn18, Mn22) та леговану марганцеву сталь (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo та інші сплави) для гірничодобувної, цементної та кар'єрної промисловості.
Qiming Casting обслуговує глобальну базу виробників оригінального обладнання, металевих шахт та заводів з виробництва запасів. Ми розробили установу світового класу для ефективного виробництва найвищої якості виливків із марганцевої сталі безпечним, контрольованим та екологічно безпечним способом.
Компанія Qiming Casting виробляє ливарні деталі з марганцевої сталі для кар’єрної, гірничодобувної та цементної промисловості, до яких належать: марганцеві вкладиші щелепи, марганцеві конусні вкладиші, вкладиші марганцевого млина, марганцеві лотки для фартухів, зношувані деталі марганцю та марганцеві молотки.

Компанія Qiming Casting виробляє марганцеві вкладиші щелеп для популярних торгових марок, які включають нерухомі щелепні пластини, рухомі щелепні пластини та щокові пластини.

Компанія Qiming Casting виробляє марганцеві конусні вкладиші для популярних брендів, які включають конусну конусну дробарку, конусну дробарку, увігнуту та факельне кільце.

Компанія Qiming Casting виробляє вкладиші для марганцевих млинів для популярних брендів, які включають торцеві вкладиші, підйомні вкладиші, розвантажувальні вкладиші та гільзи.

Компанія Qiming Casting виробляє марганцеві каструлі для фартухів для популярних брендів, серед яких серії D, серії AF та інші.

Компанія Qiming Casting виробляє деталі для зношування марганцевих подрібнювачів для популярних брендів. Ці частини включають подрібнювач решітки, ковадла, ковпачки та молотки.

Компанія Qiming Casting виробляє марганцеві молотки для молоткових дробарок та подрібнювачів. Наша легована марганцева сталь значно збільшує термін служби молотка.

Кожен процес нашого виробництва виконується в суворій відповідності зі Стандартною робочою процедурою (SOP). Основний процес полягає в наступному: моделювання заливки, розробка цвілі, перевірка сировини, моделювання (виготовлення керна), плавлення, заливка металу, очищення та термообробка, механічна обробка, перевірка, складська упаковка та доставка.
Розробити та виготовити форми відповідно до вимог креслень. Як правило, дерев’яні прес-форми можна використовувати для виробництва одиничних деталей, пластикові та металеві форми виготовляють для масового виробництва, а шаблони можна виготовляти для масового лиття.
Включає моделювання (формування порожнини виливка за допомогою формувального піску), виготовлення стрижня (формування внутрішньої форми виливка) та підбір форми (поміщення стрижня в порожнину та закриття верхньої та нижньої колб). Моделювання є ключовим процесом кастингу.
Відповідно до необхідного складу металу підбирається хімічний склад і вибирається відповідна плавильна піч для плавлення матеріалу сплаву з утворенням кваліфікованої рідини рідкого металу (включаючи кваліфікований склад і кваліфіковану температуру).
Залийте кваліфікований розплавлений метал у пісочницю, обладнану формою. На етапі розливу пред’являються високі вимоги безпеки, і ми маємо суворий контроль процесу, щоб захистити безпеку наших співробітників.
Після того, як розплавлений метал заливається і затвердіє, формувальний пісок видаляють, а затвор та інші пристосування вибивають, щоб сформувати необхідну виливку.
Механічна обробка є найважливішим кроком, який допомагає встановити товар.
Усі розміри заготовок перевіряються за допомогою ШМ. У нас є твердомір за Роквеллом, прилад для динамічного балансу, округломір тощо. У відділі якості компанії є сертифіковані співробітники, які проводять випробування UT, PT, MT.
Хімічний склад є одним із найважливіших факторів, які можуть впливати на механічні властивості сталевих виливків з високим вмістом марганцю. Вміст вуглецю та марганцю відіграє важливу роль у виробництві сталі з високим вмістом марганцю. Ливарне виробництво марганцевої сталі може мати кілька модифікованих марок на своєму виробничому маршруті, і ці марки зазвичай виробляються відповідно до вимог застосування, розміру секції, розміру відливки, вартості та міркувань про зварюваність. І інші елементи вмісту також відіграють важливу роль у литті марганцевої сталі.
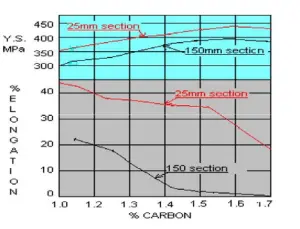
Вплив вмісту вуглецю на межу текучості та подовження виливки з марганцевої сталі
Вплив вмісту вуглецю на межу текучості та подовження виливки марганцевої сталі. Це систематично показало, що стійкість до стирання лиття із високим вмістом марганцю зростатиме із збільшенням вмісту вуглецю. Вміст вуглецю вище 1.4% рідко використовується через труднощі отримання аустенітної структури, що не має карбідів, що межують із зернами, що шкодить міцності та пластичності згаданої сталі.
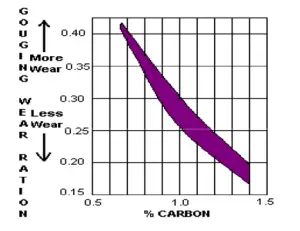
Вплив вмісту вуглецю на зносостійкість виливки із марганцевої сталі
Вплив вмісту вуглецю на зносостійкість виливки із марганцевої сталі. Низький вміст вуглецю (мінімум 0.7% С) може бути використаний для мінімізації опадів карбіду у важких виливках або зварювальних роботах, а подібний низький вміст вуглецю вказаний для зварювального присадного металу. З іншого боку, відомо, що марганець є стабілізатором аустеніту, таким чином надлишок марганцю до сталі зробить аустенітну фазу стабільною при кімнатній температурі. Аустеніт має структуру FCC; тому надлишок марганцю (20 - 26)% по масі може зменшити межа врожайності.
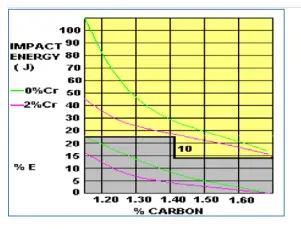
Вплив вмісту хрому у виливку марганцевої сталі на 13%
Хром має властивість підвищувати твердість проникнення. Цей елемент має цікавий вплив на сталь, а також покращує корозійну стійкість марганцевої сталі. Хром діє як карбідоутворювач, тому надлишок Cr до марганцевої сталі призведе до випадання карбіду на межі зерен у литому стані. Результати Прібулова показали, що для зменшення об'ємної частки карбіду і отримання хороших значень ударної міцності вміст хрому необхідно обмежити до 0.1%. Цей карбід можна видалити обробкою розчином між 1050°C – 1100°C. Якщо карбіди існують у загартованій структурі, бажано, щоб вони були присутні у вигляді відносно нешкідливих частинок або вузликів у зернах аустеніту, а не у вигляді суцільних оболонок на границях зерен. Якщо ці карбіди присутні як нешкідливі частинки всередині матриці, межа текучості збільшиться, а енергія удару зменшиться.
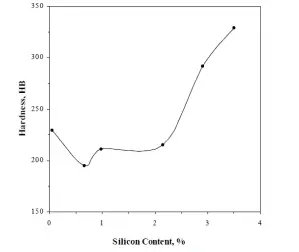
Вплив вмісту кремнію на лиття марганцевої сталі
Кремній використовується як розкислювач (вбиває) засіб при плавленні сталі, але для марганцевої сталі додавання кремнію змінює морфологію Fe3C і впливає на твердість сталі Mn. Збільшення твердості можна пояснити виходячи з того, що при збільшенні вмісту кремнію понад 1.99% об'ємна частка Fe3C збільшується, таким чином, збільшуючи твердість сталі Хедфілда.

Вплив вмісту фосфору на лиття марганцевої сталі
Фосфор викликає більше занепокоєння в марганцевій сталі, і він має тенденцію відокремлюватися на межах зерен, розріджуватися під час відпалу розчину та утворювати крихку фосфідну евтектичну плівку. Вміст фосфору для тестових брусків товщиною 25 мм показує незначні зміни у властивостях розтягування. Понад 0.06% фосфору високотемпературна пластичність марганцевої сталі сильно знижується через фосфідну евтектику. Вище 0.1% міцність на розрив і подовження марганцевої сталі зменшуються.
Вплив вмісту молібдену на лиття марганцевої сталі. Додавання молібдену до марганцевих сталей призводить до кількох змін. По-перше, температура початку мартенситу знижується, що додатково стабілізує аустеніт і затримує випадання карбіду. Далі додавання молібдену змінює морфологію карбідів, які утворюються під час повторного нагрівання після обробки матеріалу розчином. Зазвичай утворюються зернисті плівки голчастих карбідів, але після додавання молібдену карбіди, які випадають в осад, зливаються та розсіюються по зернах. Результатом цих змін є підвищення в'язкості сталі за рахунок додавання молібдену. Іншою перевагою добавок молібдену є покращення механічних властивостей литого матеріалу. Це може бути справжньою перевагою під час виробництва лиття. У молібдені з вищим вмістом вуглецю посилюється тенденція до початкового плавлення, тому слід бути обережним, щоб уникнути цього, оскільки результуючі механічні властивості будуть сильно знижені.
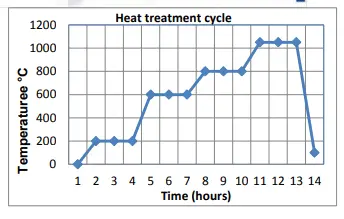
В ідеалі термічно оброблені марганцеві сталі матимуть повністю гомогенізовану дрібнозернисту аустенітну мікроструктуру. Розмір зерен є функцією температури виливання, а термічна обробка, як правило, не впливає на розмір зерна. Деякі намагалися розробити стратегію термічної обробки, яка спочатку перетворила б структуру на перлитову структуру, яка потім дозволила б доопрацювати зерно в кінцевій термічній обробці. Ці стратегії не були широко прийняті або реалізовані з різних причин. Одна з причин полягає в тому, що ці цикли стають дорогими через високі температури печі та тривалий час витримки. Крім того, сплав часто не значно покращувався за ці цикли.
Типовий цикл термічної обробки для більшості марганцевих сталей складається з відпалу розчину з подальшим гартуванням водою. Цей цикл може розпочатися при кімнатній температурі або при підвищеній температурі, залежно від стартової температури виливків. Початкова температура в печі для термообробки встановлюється на рівні, близькій до температури виливків, а потім підвищується з повільною та помірною швидкістю до досягнення температури замочування. Температури замочування зазвичай високі, щоб полегшити розчинення будь-якого карбіду, який міг би бути присутнім. Зазвичай для досягнення бажаного гомогенізуючого ефекту використовують температури при або близько 2000 ° F. Хімічний склад сплаву в кінцевому рахунку встановить температуру замочування.
Термічна обробка зміцнює аустенітну марганцеву сталь, щоб її можна було безпечно та надійно використовувати в різноманітних інженерних додатках. Відпал у розчині та загартування є стандартною обробкою, яка забезпечує нормальні властивості розтягування та бажану міцність. Це передбачає аустенітізацію з подальшим швидким гартуванням водою. Температура аустенізації підтримується між 1050°C – 1100°C, потім гаситься у воді, що перемішується, щоб видалити стадію парів.

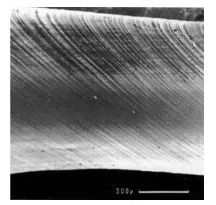
Мікроструктура, що показує лінії ковзання
Робоче загартовування, також відоме як деформаційне зміцнення або холодна обробка, - це зміцнення металу пластичною деформацією. Це зміцнення відбувається внаслідок дислокаційних рухів та утворення дислокацій у кристалічній структурі матеріалу. Звичайним методом пластичної деформації в металах є ковзання блоків кристала по іншій уздовж певних кристалографічних площин, які називаються площинами ковзання. Атоми рухаються цілим числом атомних відстаней вздовж площини ковзання, і утворюється щабель, яка відома як лінія ковзання.
Результати деформаційного зміцнення внаслідок накопичення дислокацій на рівнинах ковзання на бар'єрах у кристалі. Зараз зрозуміло, що деформаційне зміцнення або загартовування зумовлене дислокаціями, що взаємодіють між собою та бар'єрами, що перешкоджають їх руху крізь кристалічну решітку. Можна сказати, що швидкість зміцнення роботи може бути збільшена, якщо можна збільшити бар'єри, що перешкоджають переміщенню дислокацій.
Зазначалося, що унікальною особливістю цієї міцної високоміцної марганцевої сталі є швидке загартовування, від межі текучості 379 МПа до граничної міцності на розрив 965 МПа на поверхні. Зазвичай вчаться, що швидке загартовування в сталі Хедфілда відбувається внаслідок деформації, спричиненої перетворенням аустеніту в мартенситний.
Унікальні зносостійкі властивості марганцевої сталі в кращому випадку також ускладнюють обробку машин. У перші дні виробництва марганцевої сталі вважалося, що вона не піддається механічній обробці, а шліфування використовувалося для формування деталей. Завдяки сучасним ріжучим інструментам можна точити, розточувати та фрезерувати марганцеві сталі. Марганцева сталь не є механічно подібною до інших сталей, і, як правило, потрібні інструменти, виготовлені з від’ємним кутом нахилу. Крім того, відносно низькі поверхневі швидкості з великою глибиною різання дають найкращі результати. Ця конструкція забезпечує великі зусилля різання, і обладнання та інструмент повинні бути надійними, щоб протистояти цим зусиллям. Будь-яке стукіт інструменту може додати до робочого зміцнення оброблюваної поверхні. Більшість різань зазвичай виконується без будь-якого змащення. Під час механічної обробки марганцю важливо постійно видаляти затверділу робочу зону наступним зрізом. Невеликі фінішні порізи або стукіт інструменту призведуть до твердості нарощування, а решта поверхні стане практично неможливою для обробки.
Буріння марганцевих сталей, хоча це можливо, є дуже складним, і необхідні отвори повинні бути залиті в деталі проти свердлених. Якщо потрібні просвердлені отвори, в деталь часто заливають вкладиші з м'якої сталі, щоб можна було просвердлити або просвердлити та просвердлити оброблювану вставку.
