Kontaktujte nás
Zanechte prosím své specifické potřeby a kontaktní údaje a personál vás bude co nejdříve kontaktovat!
Qiming Casting je jednou z největších sléváren odlitků z manganové oceli na čínském trhu, která se zaměřuje na odlévání Hadfieldova ocel pro vložky drtiče, vložky mlýna, vložky opotřebení drtiče a lety podavače zástěr. V současné době je naše společnost schopna navrhovat, konstruovat a vyrábět odlitky o hmotnosti od 5 kg do 18000 XNUMX kg.
Nejen standardní Hadfieldova ocel (Mn14), Qiming Casting také odlévá super manganovou ocel (Mn18, Mn22) a manganovou legovanou ocel (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo a další slitiny) pro těžební, cementářský a těžební průmysl.
Qiming Casting slouží globální základně výrobců originálních zařízení, kovových dolů a závodů na výrobu kameniva. Vyvinuli jsme zařízení světové úrovně pro efektivní výrobu odlitků z manganové oceli nejvyšší kvality bezpečným, kvalitně kontrolovaným a ekologickým způsobem.
Společnost Qiming Casting vyrábí druhy odlévaných dílů z manganové oceli pro těžařský, těžební a cementářský průmysl, mezi něž patří: manganové čelisti, manganové kuželové vložky, manganová vložka, manganová zástěra podavače, díly pro opotřebení manganu a kladiva.

Společnost Qiming Casting vyrábí manganové vložky čelistí pro oblíbené značky, které zahrnují pevné čelisti, pohyblivé čelisti a lícní desky.

Společnost Qiming Casting vyrábí manganové kuželové vložky pro oblíbené značky, které zahrnují plášť kuželového drtiče, konkávní drtič kužele a kroužek hořáku.

Qiming Casting vyrábí manganové mlýnské vložky pro oblíbené značky, které zahrnují koncovou vložku, zvedací vložku, výtlačnou vložku a vložky skořepiny.

Společnost Qiming Casting vyrábí misky podavače manganové zástěry pro oblíbené značky, mezi které patří řada D, řada AF a další.

Společnost Qiming Casting vyrábí díly pro drcení manganu pro oblíbené značky. Mezi tyto části patří drtící rošty, kovadliny, čepice a kladiva.

Společnost Qiming Casting vyrábí manganová kladiva pro drtiče a drtiče rostlin. Naše manganová legovaná ocel výrazně zvyšuje životnost kladiva.

Každý proces naší výroby je prováděn v přísném souladu se standardním operačním postupem (SOP). Hlavní proces je následující: simulace lití, vývoj forem, kontrola surovin, modelování (výroba jádra), tavení, lití kovů, čištění a tepelné zpracování, obrábění, kontrola, balení skladu a přeprava.
Navrhněte a vyrobte formy podle požadavků výkresů. Obecně lze dřevěné formy použít pro kusovou výrobu, plastové formy a kovové formy pro hromadnou výrobu a šablony pro hromadné odlévání.
Zahrnuje modelování (vytváření dutiny odlitku formovacím pískem), výrobu jádra (formování vnitřního tvaru odlitku) a lícování forem (vložení jádra do dutiny a uzavření horní a dolní baňky). Modelování je klíčový proces v odlévání.
Podle požadovaného složení kovu se přizpůsobí chemické složení a zvolí se vhodná tavicí pec pro roztavení slitinového materiálu za vzniku kvalifikované tekuté kovové kapaliny (včetně kvalifikovaného složení a kvalifikované teploty).
Nalijte kvalifikovaný roztavený kov do pískoviště vybaveného formou. Fáze lití má vysoké požadavky na bezpečnost a máme přísnou kontrolu procesu, abychom chránili bezpečnost našich zaměstnanců.
Poté, co se roztavený kov nalije a ztuhne, formovací písek se odstraní a brána a další nástavce se vyklepou, aby se vytvořil požadovaný odlitek.
Obrábění je nejdůležitějším krokem, který pomůže zboží nainstalovat.
Všechny rozměry polotovaru jsou kontrolovány pomocí CMM. Disponujeme tvrdoměrem Rockwell, přístrojem pro dynamické vyvažování, kruhoměrem atd. Oddělení kvality společnosti má certifikované zaměstnance pro provádění zkoušek UT, PT, MT.
Chemické složení je jedním z nejdůležitějších faktorů, které mohou ovlivnit mechanické vlastnosti odlitků z vysoce manganové oceli. Obsah uhlíku a manganu hraje důležitou roli při výrobě oceli s vysokým obsahem manganu. Slévárna manganové oceli může mít na své výrobní cestě několik modifikovaných jakostí a tyto třídy jsou obvykle vyráběny tak, aby splňovaly požadavky aplikace, velikost sekce, velikost odlitku, náklady a úvahy o svařitelnosti. A další obsahové prvky také hrají důležitou roli při odlévání manganové oceli.
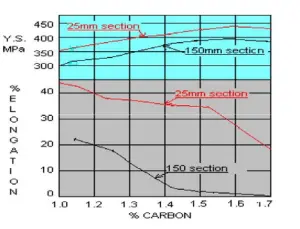
Vliv obsahu uhlíku na mez kluzu a prodloužení odlitku z manganové oceli
Vliv obsahu uhlíku na mez kluzu a prodloužení odlitku z manganové oceli. Systematicky se ukázalo, že odolnost proti oděru u odlitků z vysoce manganové oceli se bude zvyšovat se zvyšujícím se obsahem uhlíku. Obsah uhlíku vyšší než 1.4% se zřídka používá kvůli obtížnosti získání austenitické struktury bez karbidů na hranici zrn, které jsou škodlivé pro pevnost a tažnost uvedené oceli.
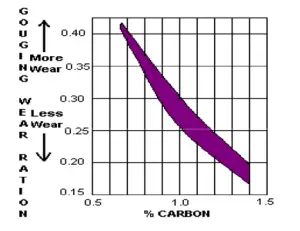
Vliv obsahu uhlíku na odolnost proti oděru u odlitku z manganové oceli
Vliv obsahu uhlíku na odolnost proti oděru u odlitku z manganové oceli. Nízký obsah uhlíku (minimálně 0.7% C) lze použít k minimalizaci srážení karbidů v těžkých odlitcích nebo ve svařencích a podobné nízké obsahy uhlíku jsou specifikovány pro svařování přídavného kovu. Na druhou stranu je známo, že mangan je austenitický stabilizátor, takže přebytek manganu k oceli způsobí, že austenitická fáze bude stabilní při teplotě místnosti. Austenit má strukturu FCC; proto přebytek manganu (20 - 26)% hmotnostních může snížit mez kluzu.
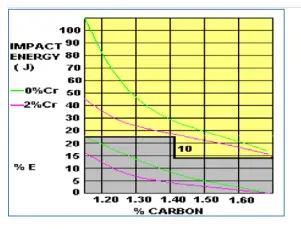
Vliv obsahu chrómu u 13% odlitku z manganové oceli
Chrom má tendenci zvyšovat pronikání tvrdosti. Tento prvek má zajímavé účinky na ocel a zlepšuje korozní odolnost vůči manganové oceli. Chrom působí jako látka vytvářející karbid, takže přebytek Cr k manganové oceli povede k vysrážení karbidu na hranici zrn ve stavu po odlití. Výsledky Pribulové ukázaly, že pro snížení objemového podílu karbidu a dosažení dobrých hodnot rázové houževnatosti je třeba omezit obsah chrómu na 0.1 %. Tento karbid lze odstranit roztokovým zpracováním mezi 1050 °C – 1100 °C. Pokud karbidy existují v kalené struktuře, je žádoucí, aby byly přítomny jako relativně neškodné částice nebo noduly v austenitových zrnech spíše než jako spojité obaly na hranicích zrn. Pokud jsou tyto karbidy přítomny jako neškodné částice v matrici, mez kluzu se zvýší, zatímco energie nárazu se sníží.
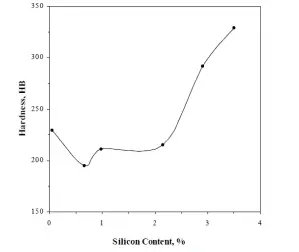
Vliv obsahu křemíku na odlévání manganové oceli
Křemík se používá jako deoxidační (zabíjení) činidlo při tavení oceli, ale pro manganovou ocel přidáním křemíku se mění morfologie Fe3C a má vliv na tvrdost oceli Mn. Zvýšení tvrdosti lze vysvětlit na základě toho, že zvýšením obsahu křemíku nad 1.99% se zvýší objemový zlomek Fe3C, což povede ke zvýšení tvrdosti Hadfieldovy oceli.

Vliv obsahu fosforu na odlévání manganové oceli
Fosfor je u manganové oceli větší problém a má tendenci segregovat na hranicích zrn, zkapalňuje se během rozpouštěcího žíhání a vytváří křehký fosfidový eutektický film. Obsah fosforu pro zkušební tyče 25 mm vykazuje malou změnu v tahových vlastnostech. Nad 0.06 % fosforu je vysokoteplotní plasticita manganové oceli výrazně snížena v důsledku fosfidového eutektika. Nad 0.1 % se snižuje pevnost v tahu a tažnost manganové oceli.
Vliv obsahu molybdenu na odlévání manganové oceli. Přídavky molybdenu do manganových ocelí mají za následek několik změn. Nejprve se sníží počáteční teplota martenzitu, což dále stabilizuje austenit a zpomalí precipitaci karbidu. Dále, přísady molybdenu mění morfologii karbidů, které se tvoří během opětovného zahřívání poté, co byl materiál ošetřen roztokem. Obvykle se tvoří filmy na hranicích zrn jehličkovitých karbidů, ale po přidání molybdenu se karbidy, které se vysrážejí, spojí a dispergují v zrnech. Výsledkem těchto změn je zlepšení houževnatosti oceli přidáním molybdenu. Další výhodou přísad molybdenu mohou být zlepšené mechanické vlastnosti po odlití. To může být skutečným přínosem při výrobě odlitků. Ve vyšších třídách uhlíku bude molybden zvyšovat tendenci k počínající fúzi, takže je třeba se tomu vyhnout, protože výsledné mechanické vlastnosti budou vážně sníženy.
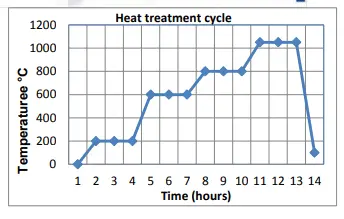
V ideálním případě budou mít tepelně zpracované manganové oceli plně homogenizovanou jemnozrnnou austenitickou mikrostrukturu. Velikost zrna je funkcí teploty nalití a tepelné zpracování obvykle nemá na velikost zrna vliv. Někteří se pokusili vyvinout strategie tepelného zpracování, které by nejprve transformovalo strukturu na perlitickou strukturu, která by pak umožnila zjemnění zrna v konečném tepelném zpracování. Tyto strategie nebyly široce přijímány ani prováděny z různých důvodů. Jedním z důvodů je, že tyto cykly se stávají nákladnými kvůli vysokým teplotám pece a dlouhým požadovaným dobám výdrže. Navíc tyto slitiny často významně nezlepšily slitinu.
Typický cyklus tepelného zpracování pro většinu manganových ocelí spočívá v žíhání roztoku následovaném kalením vodou. Tento cyklus může začít při pokojové teplotě nebo při zvýšené teplotě v závislosti na počáteční teplotě odlitků. Počáteční teplota v peci pro tepelné zpracování je nastavena tak, aby byla blízká teplotě odlitků, a poté se zvyšuje pomalou až střední rychlostí, dokud není dosaženo teploty namáčení. Namáčecí teploty jsou obvykle vysoké, aby se usnadnilo rozpuštění jakéhokoli karbidu, který by mohl být přítomen. K dosažení požadovaného homogenizačního účinku se obvykle používají teploty kolem 2000 ° F. Chemické složení slitiny nakonec nastaví teplotu máčení.
Tepelné zpracování zpevňuje austenitickou manganovou ocel, takže ji lze bezpečně a spolehlivě používat v široké škále strojírenských aplikací. Rozpouštěcí žíhání a kalení je standardní úprava, která poskytuje normální vlastnosti v tahu a požadovanou houževnatost. To zahrnuje austenitizaci následovanou rychlým ochlazením vodou. Austenitizační teplota se udržuje mezi 1050 °C – 1100 °C a poté se prudce ochladí v míchané vodě, aby se odstranila fáze páry.

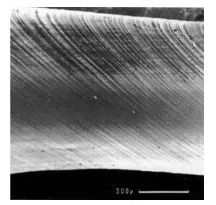
Mikrostruktura ukazující čáry skluzu
Pracovní kalení, známé také jako kalení za studena nebo za studena, je zpevnění kovu plastickou deformací. K tomuto zesílení dochází z důvodu dislokačních pohybů a generování dislokace uvnitř krystalové struktury materiálu. Obvyklá metoda plastické deformace v kovech je posouváním bloků krystalu přes jiný po určitých krystalografických rovinách, nazývaných kluzné roviny. Atomy se pohybují integrálním počtem atomových vzdáleností podél roviny skluzu a je vytvořen krok, který je známý jako čára skluzu.
Výsledky zpevnění kmene v důsledku narušení dislokace na kluzných rovinách u bariér v krystalu. Nyní je zřejmé, že zpevňování nebo zpevňování je způsobeno vzájemnými interakcemi dislokací a bariérami, které brání jejich pohybu skrz krystalovou mřížku. Lze říci, že rychlost vytvrzení práce lze zvýšit, pokud lze zvýšit bariéry, které brání pohybu dislokací.
Bylo zmíněno, že jedinečnou vlastností této houževnaté vysokopevnostní manganové oceli je rychlé vytvrzování, od meze kluzu 379 MPa až po konečnou pevnost v tahu 965 MPa na povrchu. Běžně se učí, že rychlé vytvrzování v Hadfieldově oceli vzniká transformací austenitu na martenzitickou indukovanou deformací.
Jedinečné vlastnosti manganové oceli odolné proti opotřebení také v nejlepším případě velmi ztěžují obrábění. V počátcích výroby manganové oceli se to považovalo za neobrobitelné a k tvarování dílů se používalo broušení. Nyní s moderními řeznými nástroji je možné soustružení, vrtání a frézování manganových ocelí. Manganová ocel nevyrábí podobné oceli jako ostatní oceli a obvykle vyžaduje nástroje vyrobené se záporným úhlem čela. Nejlepší výsledky navíc přináší relativně nízká povrchová rychlost s velkou hloubkou řezu. Toto uspořádání vytváří vysoké řezné síly a zařízení a nástroje musí být robustní, aby těmto silám odolaly. K vytvrzování obráběného povrchu může přispět jakékoli vibrace nástrojů. Většina řezání se obvykle provádí bez jakéhokoli mazání. Během obrábění manganu je důležité průběžně odstraňovat vytvrzenou zónu dalším řezem. Malé dokončovací řezy nebo chvění nástroje způsobí vznik tvrdosti a zbývající povrch bude prakticky neobrobitelný.
Vrtání manganových ocelí je, je-li to možné, velmi obtížné a oproti vyvrtané díře by se do této části měly odlévat požadované otvory. Pokud jsou vyžadovány vyvrtané otvory, jsou do dílu často odlévány vložky z měkké oceli, aby bylo možné obrobitelnou vložku vyvrtat nebo vyvrtat a poklepat.
