Tepelné zpracování s vysokým obsahem manganové oceli
Tento článek představuje účinek parametrů tepelného zpracování včetně teploty nabíjení, rychlosti ohřevu, teploty udržování, doby udržování, rychlosti chlazení, polohy kladení atd. Na mechanické vlastnosti oceli s vysokým obsahem manganu.
Tepelné zpracování oceli s vysokým obsahem manganu je odlitky z oceli s vysokým obsahem manganu zahřáté na teplotu roztoku karbidu a izolace po určitou dobu a poté rychle ochlazené ve vodě za vzniku jediného austenitu, takže se výrazně zlepšila jeho pevnost a houževnatost pro dosažení zpracování Účel kalení. Na rozdíl od běžné uhlíkové oceli se vysoce manganová ocel po kalení ve vodě neztvrdne, ale změkne, takže tepelné zpracování vysoké manganové oceli se také nazývá úprava houževnatosti vůči vodě. V procesu tepelného zpracování je karbid rozpuštěn v pevném stavu na austenit, který má jít, tzv. Zpevnění tuhým roztokem. Parametry zpracování roztoku vysoké manganové oceli jsou hlavně teplota pece, rychlost ohřevu, teplota izolace, doba výdrže, umístění atd.
Teplota pece a rychlost ohřevu
Odlitky z vysoké manganové oceli v peci před odlévací plochou lepkavého písku, zakrytí a nalití stoupačky k vyčištění. Lepkavý písek na ohřevu nebo chlazení odlitku je izolován, takže ohřev odlitku a voda po ochlazení nejsou rovnoměrné, silný lepkavý písek sníží odlévací vodu na rychlost ochlazování, což má za následek srážení karbidů na hranici zrn. Štěrbina je tenčí a oduhličená při zahřátí tepelným zpracováním. Po ochlazení se voda stává martenzitem a objem martenzitické transformace se zvětší, což může způsobit popraskání a namáhání licí matrice. Tepelná vodivost vysoké manganové oceli je nízká, 100 ℃ pod uhlíkovou ocelí 1/4 až 1/6krát, 600 ℃, když uhlíková ocel 1/2 až 5/7krát. Vysoký koeficient tepelné roztažnosti manganové oceli, pro uhlíkovou ocel dvakrát, více než 2 ℃. Přestože dochází k odlévání při nízkoteplotním zahřívacím procesu bez napětí fázového přechodu, ale zahřátého na 500 ° nebo více, bude v krystalu a hranice zrn vypadat jako křehký karbidový jev, někdy dojde k transformaci perlitu. Struktura žáby z vysoké manganové oceli je složitá, stejný rozdíl v tloušťce odlévací stěny mezi odlitkem, nedochází k malému odlévacímu tlaku. Při tepelném zpracování procesu ohřevu nebo chlazení v různých částech existuje velký teplotní rozdíl, který vede k tepelnému namáhání. Tímto způsobem se překrývá tepelné napětí a odlévací napětí, které způsobují trhliny v žábě. Proto musíme ovládat žábu z vysoké manganové oceli do teploty pece a rychlosti ohřevu.
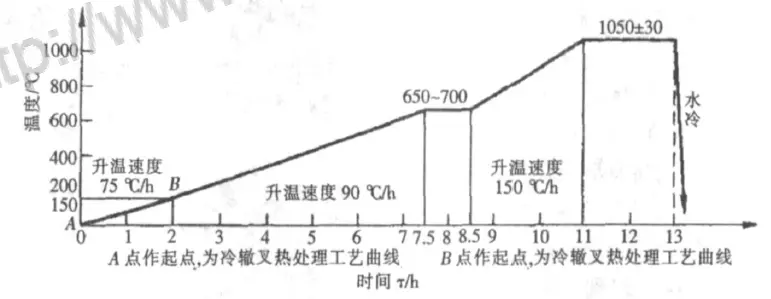
Proces tepelného zpracování žab z vysoce manganové oceli dvěma způsoby: úpravou studených žab a úpravou horkých žab. Pokud jde o horké žáby, může-li stejná pec do stejné pece instalovat teplotu pece a základní teplotu shodnou s pecí, pak může být tento proces energeticky účinný a zlepšit účinnost. Ale při skutečné produkci teploty pece je obtížné srovnat s teplotou pece a rozdíl je velký, hlavní důvody jsou: různé žáby pece z krabice po prasknutí vody ve stejném tepelném zpracování pece, což má za následek stejné pec žába počáteční teplota odlišná; kvůli nepřetržité výrobě není teplota pece každý den stejná; sezónní změny teploty vedou ke změnám teploty plotů a pecí; žáby při třídění v peci způsobí určitý teplotní rozdíl. To vede k velkému teplotnímu rozdílu mezi žábou a pecí. Shenyang Railway Bureau Xue bytové doplňky továrna starý proces zvýšení teploty horké žáby výchozí bod (450 ℃), rychlost ohřevu (150 ℃ / h). Kvůli špatné tepelné vodivosti oceli s vysokým obsahem manganu způsobí uvnitř žáby větší tepelné namáhání při následném kalení nebo ochlazování vody na počátku ochlazování nebo praskání. U studené žáby (teplota je pokojová teplota) před tím, než průměrná teplota nestačí, je doba výdrže krátká, počáteční bod vysoké teploty (respektive 400 ℃ a 200 ℃), rychlé zahřátí (160 ℃ / ha 90 ℃ / h). Tento výchozí bod nárůstu teploty, žáby a počáteční teploty pece je velký teplotní rozdíl, který způsobuje žáby ve vodě po ošetření praskáním.
Teplota roztoku a doba zdržení
Teplota roztoku a doba zdržení se stanoví následujícím způsobem: karbidy jsou zcela rozpuštěny, správná velikost zrna austenitu, chemické složení v oceli je rovnoměrné, jsou získány nejlepší mechanické vlastnosti a je zabráněno výskytu přehřátí tkáně . TB / T447 - 2004 poskytuje teplotu houževnatosti vody od 1000 1100 do 3 ° C pro žáby z vysoce manganové oceli bez dalších legujících prvků. Proces rozpouštění karbidu nauhličeného tělesa spočívá v tom, že uhlík difunduje z karbidu na austenit a původní cementitová fáze je samočinně difundující a tvoří kubický austenit na střed. (Fe, Mn) 1000C karbid uhlíku v atomech uhlíku a další atomové síly jsou slabé, snadno se provádí, rychlost rozpouštění je rychlejší. Při zahřátí na 3 ° C lze (Fe, Mn) 1050 C plně rozložit. Aby se urychlil rozklad, rozpouštění a difúze, aby se podpořilo složení homogenizace, je dostatečná teplota roztoku 1100 ~ 1050 ° C. Když teplota překročí 1120 ° C, austenitická zrna začnou růst. Když teplota dosáhne 1150 °, austenitické zrno očividně roste. Když je teplota vyšší než 30 ° C, zrno je hrubé a objeví se přehřátá tkáň. U oceli s vysokým obsahem manganu obsahující chrom, molybden, vanad, titan a další prvky tvořící karbid budou v organizaci speciální karbidy, řešení je obtížnější, teplota roztoku by měla být zvýšena o 50 ~ 1050 ° C. Výsledky ukazují, že u oceli s vysokým obsahem manganu obsahující chrom, molybden a vanad, když je teplota úpravy vody 1100 ° C, nelze austenit zcela transformovat a karbidy nelze zcela vysrážet. Při teplotě zahřátí 1150 ° C se austenitová transformace úplně, jemnozrnnost, disperze karbidu, které mají dobré mechanické vlastnosti. Zatímco teplota houževnatosti vody 1 ℃, zrno se stalo velkým trendem. Doba izolace, pokud lze karbid zcela rozpustit, složky mohou být rovnoměrně rovnoměrné. Nadměrná doba držení není dobrá pro mechanické vlastnosti. Tabulka 1080 ukazuje vliv doby výdrže na mechanické vlastnosti žab z oceli s vysokým obsahem manganu, ve kterých je chemické složení, doba ohřevu a teplota výdrže (1 °) stejná. Jak je patrné z tabulky 0.5, izolace 2 h je zjevně nedostatečná, nejlepší izolace 2 h, více než 2 h, když výkon poklesl. Protože výrobci izolace před procesem tepelného zpracování nejsou stejní, doba izolace je jiná, doba výdrže žáby z vysoké manganové oceli je 6.5 ~ XNUMX h.




