Термічна обробка сталі з високим вмістом марганцю
У цій роботі представлений вплив параметрів термообробки, включаючи температуру заряджання, швидкість нагрівання, температуру витримки, час витримки, швидкість охолодження, позиціонування тощо на механічні властивості високомарганцевої сталі.
Термічна обробка високомарганцевої сталі - це виливки із високомарганцевої сталі, нагріті до температури розчину карбіду та ізоляції протягом певного часу, а потім швидко охолоджуються у воді, утворюючи єдиний аустеніт, завдяки чому його міцність та в’язкість значно покращуються для досягнення обробки Мета загартовування. На відміну від звичайної вуглецевої сталі, сталь з високим вмістом марганцю після загартування у воді не зміцнюється, а стає м'якою, тому термічну обробку сталі з високим вмістом марганцю також називають обробкою водостійкості. У процесі термічної обробки карбід розчиняється в твердому стані до аустеніту, так звана обробка твердим розчином. Високі параметри обробки розчину марганцевої сталі в основному відносяться до температури печі, швидкості нагрівання, температури ізоляції, часу витримки, розміщення тощо.
Температура печі та швидкість нагрівання
Висока марганцева сталева виливка в печі перед заливкою поверхні липкого піску, драпірування та заливки стояка для очищення. Клейкий пісок на нагріванні або охолодженні виливки ізолюється, так що нагрівання виливки та вода після охолодження не є рівномірними, сильний липкий пісок зменшить кількість відливної води до швидкості охолодження, що призведе до опадів карбіду на межі зерен. Щілина тонша і зневуглецюється при нагріванні термічною обробкою. Після загартування водою він стає мартенситом, і обсяг мартенситного перетворення розширюється, що може спричинити тріщину та напруження ливарної матриці. Висока теплопровідність марганцевої сталі низька, на 100 ℃ нижче вуглецевої сталі в 1/4 до 1/6 рази, 600 ℃ при вуглецевій сталі від 1/2 до 5/7 разів. Високий коефіцієнт теплового розширення марганцевої сталі, для вуглецевої сталі в 2 рази, більше 500 ℃. Хоча лиття в процесі низькотемпературного нагрівання без напруги фазового переходу відбувається, але нагрівається до 300 ℃ або більше, буде в кристалі, а на кордонах зерен з'являється крихке явище карбіду, іноді відбувається перетворення перліту. Структура жаб із високою марганцевою сталлю є складною, однакова різниця в товщині стінки відливки між відливками, немає малого напруження лиття. При тепловій обробці процесу нагрівання або охолодження в різних частинах існує велика різниця температур, що призводить до термічного напруження. Таким чином накладаються термічний стрес і стрес під тиском, що спричиняє тріщини у жаби. Тому ми повинні контролювати високу марганцеву сталеву жабу за температурою печі та швидкістю нагрівання.
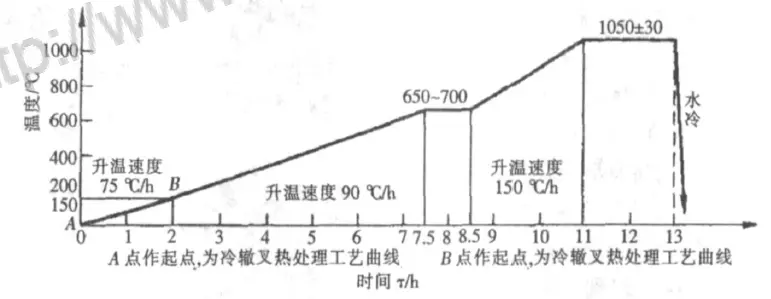
Жаби із високомарганцевою сталлю термічно обробляють двома способами: обробкою холодною жабою та обробкою жаркою жабою. Для гарячих жаб, якщо в одній і тій самій печі встановлені температура печі та основна температура, яка відповідає печі, тоді цей процес може бути енергоефективним та підвищити ефективність. Але при фактичному виробництві температури печі важко зрівнятися з температурою печі, і різниця велика, головні причини полягають у тому, що різні жаби з печі виходять з коробки після того, як вода лопне при одній і тій же термообробці печі, в результаті чого піч жаба початкова температура інша; завдяки постійному виробництву температура печі не однакова щодня; сезонні зміни температури призводять до змін температури огорожі та печі; жаби при сортуванні печі спричинять певну різницю температур. Це призводить до великої різниці температур між жабою та піччю. Залізничне бюро Шеньяна Сюе, аксесуари для дому, старий процес стартової точки підвищення температури гарячої жаби (450 ℃), швидкості нагрівання (150 ℃ / год). Через погану теплопровідність сталі з високим вмістом марганцю це призведе до більшого теплового напруження всередині жаби, внаслідок подальшого гасіння або охолодження води на початку охолодження або розтріскування. Для холодної жаби (температура є кімнатною) до того, як середньої температури недостатньо, час витримки короткий, початкова точка високої температури (відповідно 400 ℃ та 200 ℃), швидко нагрівається (відповідно 160 ℃ / год та 90 ℃ / год). У цій початковій точці підвищення температури, жаб і початкової температури печі існує велика різниця температур, що викликає жаб у воді після обробки тріщин.
Температура розчину та час витримки
Температуру розчину та час витримки визначають наступним чином: карбіди повністю розчиняються, належний розмір зерна аустеніту, хімічний склад сталі рівномірний, отримуються найкращі механічні властивості, а також перешкоджає появі перегрітої тканини . TB / T447 - 2004 забезпечує температуру в'язкості води від 1000 до 1100 ° C для високомарганцевих сталевих жаб без інших легуючих елементів. Процес розчинення карбіду в вуглецевому тілі полягає в тому, що вуглець дифундує від карбіду до аустеніту, а вихідна фаза цементиту самодифундує і утворює гранульований кубічний аустеніт. (Fe, Mn) 3C карбід вуглецю в атомах вуглецю та інші атомні сили слабкі, легкі у виконанні процесу, швидкість розчинення швидша. Нагрітий до 1000 ° C, (Fe, Mn) 3 C можна повністю розкласти. Для прискорення розкладання, розчинення та дифузії, сприяння складу гомогенізації достатньо температури розчину 1050 ~ 1100 ℃. Коли температура перевищує 1050 ℃, зерна аустеніту починають рости. Коли температура досягає 1120 ℃, зерно аустеніту явно зростає. Коли температура перевищує 1150 ℃, зерно стає грубим і з’являється перегріта тканина. Для сталі з високим вмістом марганцю, що містить хром, молібден, ванадій, титан та інші елементи, що утворюють карбід, в організації будуть спеціальні карбіди, розчин складніший, температуру розчину слід підвищувати на 30 ~ 50 ℃. Результати показують, що для сталі з високим вмістом марганцю, що містить хром, молібден та ванадій, при температурі очищення води 1050 ℃ аустеніт не може бути повністю трансформований, а карбіди не можуть повністю випасти в осад. При температурі нагрівання 1100 ℃ аустенітна трансформація повністю, дрібнозерниста, карбідна дисперсія, яка має хороші механічні властивості. Хоча температура в'язкості води 1150 ℃, зерно стало великою тенденцією. Час ізоляції до тих пір, поки карбід може бути повністю розчинений, інгредієнти можуть бути рівномірно однорідними. Надмірний час витримки не є корисним для механічних властивостей. У таблиці 1 наведено вплив часу витримки на механічні властивості високомарганцевих сталевих жаб, у яких хімічний склад, час нагрівання та температура витримки (1080 ℃) виливків однакові. Як видно з таблиці 1, теплоізоляція 0.5 год явно недостатня, найкраща ізоляція 2 години, більше 2 годин, коли продуктивність знижується. Оскільки виробники ізоляції перед процесом термічної обробки неоднакові, час ізоляції різний, високоякісна марганцева сталева жаба тримає час 2 ~ 6.5 год.




