Bakgrund
Vår kund i USA köpte 98 mangankrosshammare (Mn18) till sina vertikala cementkrossar. Efter sex månaders service gick vissa delar sönder och misslyckades. Kunden vill att vi analyserar orsaken till brottet och tillhandahåller optimerade produkter.
Arbetstillståndsanalys
Krosshammaren är kärnkomponenten i hammarkrossen, och på grund av de kraftiga arbetsförhållandena i krossen, högt manganstål är det mest lämpliga metallmaterialet för hammaren. Hammarhuvudet i cementklinkerkrossen är huvudsakligen gjord av Mn18-högt manganstål. Under stelningsprocessen för en hammare av högt manganstål, när summan av den inre spänningen som genereras av kylkrympning och den termiska spänningen som genereras av temperaturskillnaden mellan insidan och utsidan av gjutgodset överstiger styrkan hos det spänningspåverkade området, fint sprickor kommer att uppstå i gjutningen. Dessa fina sprickor kan vara fyllda med lösta element å ena sidan, och å andra sidan kan de orsaka ackumulering av inneslutningar, som båda kommer att bilda diskontinuerliga zoner i stålmatrisen. Dessa sprickor och deras inre fyllningar kan inte elimineras under vattenhärdningen. I de hårda och komplexa arbetsförhållandena inuti krossen har riktningen och intensiteten av påverkan på hammarhuvudet under dess drift en viss slumpmässighet, vilket leder till en kontinuerlig expansion av skillnaderna i ytbearbetningshärdningsegenskaper och mikrostrukturegenskaper hos olika delar av hammaren. Dessutom fortsätter de befintliga fina sprickorna att fortplanta sig under utmattningsprocessen, vilket så småningom leder till haveriolyckor som sprickor eller hammarbrott, vilket påverkar den totala livscykeln.
Inspektion och analys av misslyckade högmangankrosshammare
Ingredienstestning
Olika gjutdelar togs för sammansättningsinspektion, och resultaten visas i tabell 1.
| Tabell 1. Kemisk sammansättning av Mn18 bruten hammare | |||||||||
| Placera | C | Si | Mn | P | S | Cr | Mo | Al | Ti |
| Ytskikt | 1.42 | 0.36 | 17.62 | 0.019 | 0.014 | 1.02 | 0.07 | 0.09 | 0.48 |
| hjärta del | 1.45 | 0.38 | 18.21 | 0.019 | 0.016 | 1.02 | 0.03 | 0.09 | 0.51 |
I tabell 1 kan det observeras att det finns en liten skillnad i sammansättning mellan den centrala regionen och ytan, vilket tillskrivs segregation under stelningsprocessen. Krom är ett av de grundämnen som tillsätts i relativt stora mängder till stål med hög manganhalt, och dess roll är också ganska tydlig. Efter vattenhärdningsbehandling löses krom mestadels i austenitfasen av stål med hög manganhalt, vilket ökar stålets sträckgräns och accelererar karbidutfällning under kylning, vilket vanligtvis resulterar i en kontinuerlig retikulär fördelning av karbider längs korngränserna. Högt manganstål med tillsatt krom uppvisar förbättrad slitstyrka när det utsätts för kraftig stötnötning, vilket gör det lämpligt för krosshammargjutgods.
Titan tillhör kategorin vitala reducerande element i smält stål. I Mn18-stål med hög kolhalt och hög kvävehalt kan den kombineras med C och N för att bilda fällningar. Om partiklar med hög smältpunkt som TiN och Ti(C, N) bildas före stelning kan de fungera som icke-spontana heterogena kärnbildningsställen för austenit, vilket ökar antalet korn per volymenhet och därmed förfinar kornstorleken. Därför har det förekommit avsevärd forskning och praktisk tillämpning av mikrolegering av titan i stål med hög manganhalt. I Mn18-stålet som beskrivs i denna artikel tillsattes cirka 0.5 % titan under den inledande designfasen.
Krosshammare frakturgränssnittsanalys

Från tabell 2 når ingredienserna målet för optimering.
Efter att gjutningen är klar dissekeras krosshammaren och organisationen visas i figur 6.
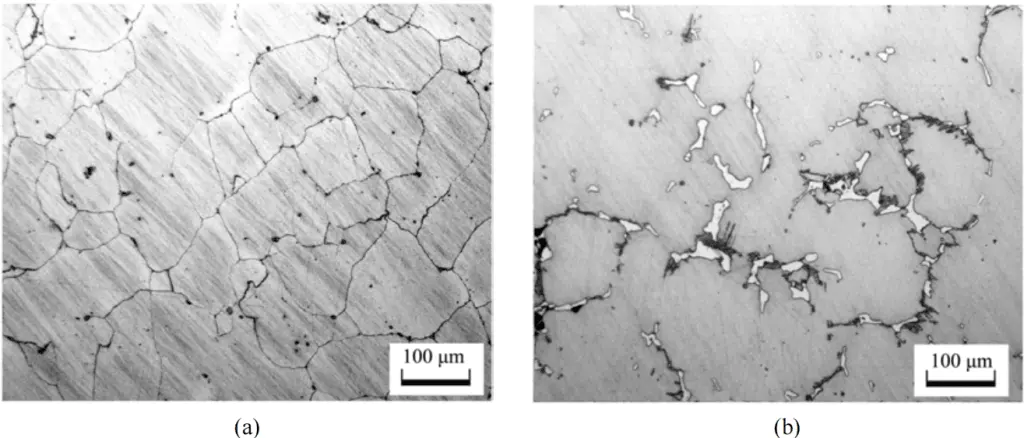
(b) Centralområde
Figur 6 visar att efter optimering av både sammansättningen och processen blir strukturen nära hammarhuvudets yta mer enhetlig. Kornstorleken är på nivå 2, medan kornen i kärnregionen är ungefär nivå 1, och visar distinkt korngränsnederbörd. Utfällningarna är dock huvudsakligen blockiga karbider, och längden på nålformade karbider är mestadels inom 10 μm, vilket indikerar en ordentlig minskning av kolhalten. Tillsats av Mo i kombination med Cr minskar den totala mängden fällningar och optimerar deras morfologi, vilket bidrar till stabiliteten hos korngränserna. Dessutom observerades inga TiN-liknande blockiga inneslutningar som aggregerade i ark bland fällningarna, vilket tyder på att de negativa effekterna av sådana inneslutningar ligger inom ett kontrollerbart område.
Efter 18 månaders användning har detta parti krosshammare inte upplevt några brottfel förutom normalt slitage på ytändarna. Detta indikerar en betydande förbättring av den inre och yttre kvaliteten på krosshammaren, vilket leder till en stabil förlängning av deras livscykel.
Slutsats
- Sprickbildning längs korngränsen vid tvärsnittet är den direkta orsaken till Mn18-krosshammarbrott, och den grundläggande orsaken är utfällningen av korngränsnätkarbider orsakade av en otillräcklig kylningshastighet.
- Om Ti-innehållet är för högt kommer en stor mängd kvadratiskt TiN att fällas ut och aggregeras vid korngränserna, vilket också kommer att minska korngränsbindningskraften och främja korngränssprickning under inverkan av yttre krafter.
- Användning av Cr- och Mo-kompositlegeringar kan minska utfällningen av korngränskarbider, optimera karbidernas morfologi och avsevärt minska utfällningen av överdimensionerade nålliknande karbider.
- Åtgärder som optimering av vattenhärdningsprocessen baserad på sammansättningsoptimering används för att förfina kornen i Mn18-hammaren, kontrollera den totala mängden och formen av utfällningar och i slutändan förlänga servicetiden.
Baserat på analysen av sprickgränssnittsegenskaperna, morfologin och metallografiska strukturen hos mangankrosshammare, har det fastställts att sprickbildning längs korngränserna, överdrivet Ti-innehåll och orimliga produktionsprocesser är orsakerna till misslyckandet. Genom att minska Ti-innehållet, öka Mo-elementet, ändra produktionsprocessen och andra åtgärder, optimeras mikrostrukturegenskaperna, den totala mängden och morfologin för utfällningar från Mn18-krosshammare, och hammarhuvudets servicecykel och stabilitet förbättras effektivt.



