Kontakta oss
Lämna dina specifika behov och kontaktuppgifter så kontaktar personalen dig så snart som möjligt!
Utforska överlägsna konkrossliners på Qiming Casting, den främsta China Cone Crusher Liner Factory. Vår avancerade teknik levererar precisionskonstruerade och hållbara liners, som överträffar industristandarder. Räkna med vårt engagemang för kvalitet, innovation och oöverträffad kundservice. Öka din krossningseffektivitet med Qiming Castings högpresterande konkrossliners.
Cone Crushers Liners är ytterkläderna för en Cone Crush Operator. En konkrossoperatör tar på sig den ansträngande uppgiften att krossa gigantiska stenar till mindre. Att investera i rätt skyddsutrustning blir avgörande för att säkerställa en sömlös, smidig aktivitet. Du kan också hitta Cone Crusher Liners som "Cone Crusher Wear Parts".
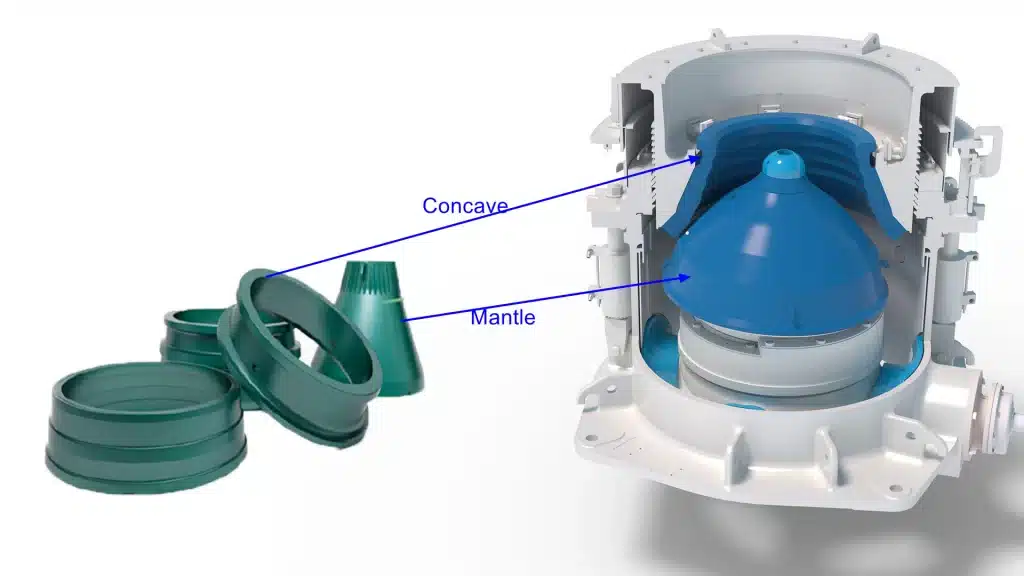
En Cone Liner är formad som en ihålig sfär med två skålformade foderplattor. Den övre plattan är kategoriskt igenkänd som 'Bowl Liner' eller 'Concave', medan den nedre plattan är känd som 'Cone Liner' eller 'Mantle'. Utrymmet mellan de två fodren bildar en krossningskammare som smart justerar båda fodren när krossningen pågår.
Cone Liners är gjorda av högkvalitativt manganstål för stark vidhäftning vid stötar. Vanligtvis är de kvaliteter som används Mn14, Mn18 och Mn22.
Det finns många tillverkare av konkrossliner i världen, så varför ska du välja Qiming Casting? Det finns några anledningar:
Olika konkrossar har olika arbetsförhållanden. Att använda olika konfoder baserat på arbetsförhållanden kan förlänga slitdelars livslängd och minimera stilleståndstiden.
Qiming Casting finns i olika material:

Mangan är fortfarande ett av de bästa valen på grund av dess hållbarhet och höga motstånd. Slitfodret är idealiskt och människor har använt det i gruvdrift i över 100 år. På grund av dess egenskap att härda vid stötar är den fortfarande en av våra mest sålda konkrossliners.
Du kan nu välja från vår produktion av olika sorterade manganstål konkrossliners:
Läs mer om manganstålgjutning→

Manganstålsslitage har kortare livslängd och klarar inte hårda arbetsförhållanden, speciellt vid krossning av kopparmalm. Vi introducerade mikrolegerade krossfoder för att säkerställa samma effektivitet med längre slittid.
Vi gör vår konkrossliner med molybdennickel, vilket förstärker gjutgodset. Våra liners har en blandning av mangan och kol för att stärka gjutningen av högmanganstål.
Våra innovativa mikrolegerade krossfoder ger samma effekt med längre slittid. Vi erbjuder olika graderade legeringar som beter sig olika under olika arbetsförhållanden. Baserat på feedback från kunder är mikrolegerade liners bättre och håller 20-30% längre än Mn22-liners.
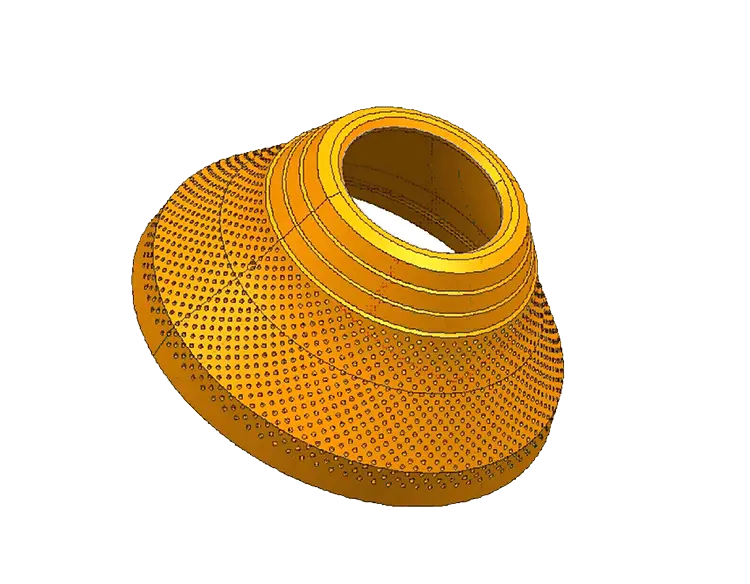
Designad explicit av Qiming Casting-ingenjörer för att krossa ultrahårda stenar. Här är hur vår titaniumkarbid Inlay Cone Crusher Liner kommer att fungera;
När stenen kommer in i krosskammaren är de utskjutande titankarbidstavarna de första som kommer i kontakt med stenen. På grund av titankarbidstavarnas ultrahårdhet slits titankarbidstavarna extremt långsamt. Å andra sidan kommer arbetsytan på stålet med hög manganhalt, som är substratet, gradvis i kontakt med stenen. När den utskjutande delen av titankarbidstaven slits hårdnar den arbetsytan på stålet med hög manganhalt.
Fördelarna med att använda titankarbid i gruvverktyg
Våra kunder säger att konkrossfoder med titankarbid håller dubbelt så länge som vanliga stålfoder.
Läs mer om TIC sätter in slitdelar→
Det finns några studiefall av våra liners för konkross:
I dagens ekonomiska klimat är kostnadsminskning och vinstmaximering av största vikt. Att framgångsrikt leda en stenbrottsverksamhet kräver strategiska kostnadsöverväganden, särskilt när det gäller att hantera betydande utgifter som byten av konkrossar.
Den här artikeln introducerar ett kostnadseffektivt tillvägagångssätt för att minimera kostnader för utbyte av krossar genom användning av gjutna krossfoder. Nya framsteg inom denna metod har visat sin effektivitet när den tillämpas i lämpliga scenarier. Konkrossar fungerar genom att mata in sten i toppen av krosskammaren.
Kammaren är utrustad med ersättningsfoder för kross, speciellt mantel- och skålfoder. När stenen sjunker, går den sönder på grund av trycket och friktionen som genereras av rörelsen av manteln och skålfodret.
Linersen varierar manganhalt beroende på vilken typ av sten som krossas, från 12% till 23%, vilket resulterar i material märkta Mn14, Mn18 och Mn21.
Linerval
Avgörande för val av kross är typen av skålfoder:
Urvalet beror på önskad produkt och råvara, vilket betonar vikten av att konsultera tillverkare. Vissa erbjuder datorstödda designtjänster och slitageanalyser för olika krossar, inklusive konkurrenters.
Val av kross
Optimalt val av krosskammare är avgörande vid installation av konkross. Reduktionsförhållandet, som bestämmer den producerade produkten, beror på den valda kammaren. Dessutom kräver den slutna inställningen, som påverkar både slitage och slutprodukten, hänsyn. Att välja en standardenhet över ett kort huvud minskar den fina produktproduktionen, vilket leder till recirkulation och ökat slitage.
Kammaregenskaper:
Lägger till skyddsyta
För att förhindra tidigt slitage av liner applicerar experter en skyddande beläggning på linersen. Manganfoder kan ändra form och storlek med tiden, vilket påverkar krossens passform. Exakt applicering är avgörande, och mindre förvrängningar med stödsubstanser är hanterbara.
Den skyddande beläggningsprocessen innefattar att placera fodret på en roterande skivspelare, förvärma den och applicera en 3 mm tjock kromkarbidpärla. Slitagemönster dikterar behandlingsområden, och forskare experimenterar med olika behandlingar för att observera deras inverkan på liners.
Att överskrida den avsedda livslängden för konkrossliners kan leda till skadliga mekaniska problem. Långvarig användning gör att liners böjer sig, spricker och tunna eller spruckna mantlar kan resultera i allvarliga skador på sätesytan. Även om det saknas idiotsäkra metoder för att fastställa utslitna liners, signalerar tre nyckelindikatorer behovet av utbyte:
I grund och botten kräver effektiv konkrossdrift proaktivt linerbyte. Övervakning av produktionen, bedömning av fodrets tjocklek och efterlevnad av en nedgångströskel på 10 % säkerställer optimal prestanda, förhindrar betydande ekonomiska förluster och maximerar krossens effektivitet.
Vanligtvis innefattar processen att byta konkrossfoder sex steg:
Att välja lämplig krosskammare innebär att man överväger fem avgörande faktorer:
Det är värt att notera att varje konkross erbjuder olika hålrumsalternativ med olika matningsöppningar och inställningsintervall. Att välja rätt hålrum beror på faktorer som matningsstorlek, inställning och tillämpning. Viktigt är att krossen bara är en komponent i en krosskrets. Dess prestanda beror på korrekt val och drift av matare, transportörer, siktar, elmotorer, drivkomponenter och matarsilos – alla integrerade delar av kretsen. För att optimera produktionen är det viktigt att utvärdera dessa element tillsammans.
Vanligtvis involverar tillverkningen av konkrossliners en sandgjutningsprocess, enligt standardsteg som beskrivs nedan:





