Kontakta oss
Lämna dina specifika behov och kontaktuppgifter så kontaktar personalen dig så snart som möjligt!
Qiming Casting är ett av de största gjutgjuterierna i manganstål på den kinesiska marknaden, som fokuserar på gjutning Hadfield stål för krossfodral, kvarnfoder, strimlad slitfodral och förklädesmatningsflyg. För närvarande kan vårt företag designa, konstruera och tillverka gjutgods från 5 kg till 18000 kg i vikt.
Inte bara standard Hadfield-stål (Mn14), Qiming Casting gjutit också super manganstål (Mn18, Mn22) och manganlegerat stål (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo och andra legeringar) för gruv-, cement- och stenbrottindustri.
Qiming Casting betjänar en global bas av tillverkare av originalutrustning, metallgruvor och aggregatanläggningar. Vi har utvecklat en anläggning i världsklass för att effektivt producera gjutgods av högsta kvalitet på manganstål på ett säkert, kvalitetsstyrt och miljövänligt sätt.
Qiming Casting tillverkar typer av gjutgods av manganstål för stenbrott, gruv- och cementindustri, som inkluderar: mangankäftfoder, mangankottfoder, mangankvarnfoder, manganförklädningsmatriser, manganförstörare och manganhammare.

Qiming Casting tillverkar käftar av mangan för populära märken, som inkluderar fasta käftplattor, rörliga käftplattor och kindplattor.

Qiming Casting tillverkar linor för mangankon för populära märken, som inkluderar konkrossmantel, konkross konkav och fackelring.

Qiming Casting tillverkar linor för manganfabrik för populära märken, som inkluderar ändfoder, lyftfoder, utsläppsfodral och skalfoder.

Qiming Casting tillverkar matskålar för mangan för populära märken, som inkluderar D-serien, AF-serien och de andra.

Qiming Casting tillverkar slitdelar för manganförstörare för populära märken. Dessa delar inkluderar strimlar, städ, lock och hammare.

Qiming Casting tillverkar manganhammare för hammarkross- och strimlingsanläggningar. Vårt manganlegerade stål ökar hammarens livslängd avsevärt.

Varje process i vår produktion utförs i enlighet med SOP (Standard Operation Procedure). Huvudprocessen är som följer: Hällsimulering, mögelutveckling, råvaruinspektion, modellering (kärntillverkning), smältning, metallgjutning, rengöring och värmebehandling, bearbetning, inspektion, lagerförpackning och frakt.
Designa och tillverka formar enligt kraven i ritningarna. I allmänhet kan träformar användas för tillverkning i ett stycke, plastformar och metallformar är gjorda för massproduktion och mallar kan göras för massgjutgods.
Inkluderar modellering (formning av gjutningens hålighet med gjutsand), kärntillverkning (bildar den inre formen av gjutgodset) och gjutformsmatchning (att sätta in kärnan i hålrummet och stänga de övre och nedre kolvarna). Modellering är en nyckelprocess i gjutning.
Enligt den erforderliga metallsammansättningen matchas den kemiska sammansättningen, och lämplig smältugn väljs för att smälta legeringsmaterialet för att bilda en kvalificerad flytande metallvätska (inklusive kvalificerad sammansättning och kvalificerad temperatur).
Häll kvalificerad smält metall i sandlådan utrustad med formen. Hällningssteget har höga säkerhetskrav och vi har rigorös processkontroll för att skydda våra anställdas säkerhet.
Efter att den smälta metallen har hällts och stelnat, avlägsnas formsanden, och porten och andra tillbehör slås ut för att bilda den erforderliga gjutningen.
Bearbetning är det viktigaste steget för att hjälpa varorna att installeras.
Alla blankmått kontrolleras med en CMM. Vi har Rockwell hårdhetsmaskin, dynamiskt balansinstrument, rundhetsmätare etc. Företagets kvalitetsavdelning har certifierade medarbetare att göra UT, PT, MT tester.
Kemisk sammansättning är en av de viktigaste faktorerna som kan påverka de mekaniska egenskaperna hos stålgjutgods med hög manganhalt. Kol- och manganinnehåll spelar en viktig roll vid tillverkning av stål med hög manganhalt. Manganstålgjuteri kan ha flera modifierade kvaliteter på sin produktionsväg, och dessa kvaliteter tillverkas vanligtvis för att uppfylla kraven för applikationen, sektionsstorlek, gjutstorlek, kostnad och svetsbarhetsöverväganden. Och andra delar av innehållet spelar också en viktig roll vid gjutning av manganstål.
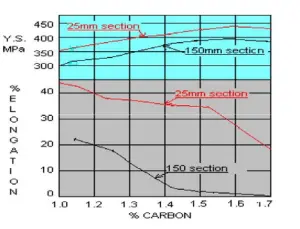
Effekt av kolinnehåll på sträckgräns och förlängning av gjutning av manganstål
Effekt av kolinnehåll på sträckgräns och förlängning av gjutning av manganstål. Det visade systematiskt att nötningsbeständigheten för hög gjutning av manganstål kommer att öka med en ökning av kolhalten. Kolinnehåll över 1.4% används sällan på grund av svårigheten att erhålla en austenitisk struktur fri från korngränskarbider som skadar styrkan och duktiliteten hos nämnda stål.
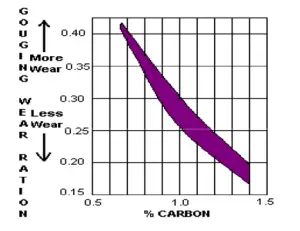
Effekt av kolinnehåll på gjutning av manganstål
Effekt av kolinnehåll på gjutning av manganstål. Den låga kolhalten (0.7% C minimum) kan användas för att minimera karbidutfällning i tunga gjutgods eller i svetsningar, och liknande låga kolinnehåll specificeras för svetsning av fyllmedelmetall. Å andra sidan är det känt att mangan är en austenitstabilisator så att överskott av mangan till stål gör att den austenitiska fasen blir stabil vid rumstemperatur. Austenite har en FCC-struktur; därför kan överskott av mangan (20 - 26) viktprocent minska utbytesstyrkan.
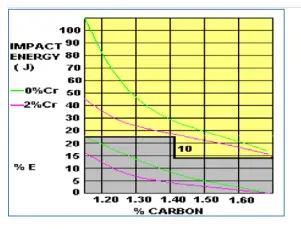
Effekt av kromhalten i gjutning av 13% manganstål
Krom har en tendens att öka hårdhetspenetrationen. Detta element har intressanta effekter på stål samt förbättrar korrosionsbeständigheten mot manganstål. Krom fungerar som en karbidbildare, så överskott av Cr till manganstål kommer att resultera i karbid som fälls ut vid korngränsen i det gjutna tillståndet. Pribulova-resultat visade att för att minska volymfraktionen av karbid och för att få bra slagvärden måste kromhalten begränsas till 0.1 %. Denna karbid kan avlägsnas genom lösningsbehandling mellan 1050°C – 1100°C. Om karbider existerar i den härdade strukturen, är det önskvärt att de är närvarande som relativt ofarliga partiklar eller knölar i austenitkornen snarare än som kontinuerliga höljen vid korngränserna. Om dessa karbider är närvarande som ofarliga partiklar i matrisen kommer sträckgränsen att öka medan slagenergin minskar.
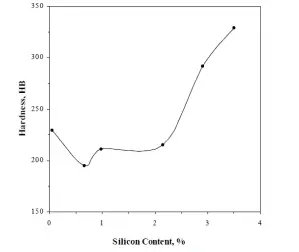
Effekt av kiselinnehåll på gjutning av manganstål
Kisel används som ett deoxiderande (dödande) medel vid smältning av stål, men för manganstål förändrar tillsatsen av kisel Fe3C-morfologin och påverkar hårdheten hos Mn-stål. Ökningen av hårdhet kan förklaras utifrån att genom att öka kiselhalten utöver 1.99% kommer volymfraktionen av Fe3C att öka och därmed ge upphov till hårdheten hos Hadfield-stål.

Effekt av fosforhalten på gjutning av manganstål
Fosfor är ett större problem i manganstål och det tenderar att segregera vid korngränserna, blir flytande under lösningsglödgning och bildar en spröd fosfid eutektisk film. Fosforhalt för teststänger på 25 mm visar liten förändring i dragegenskaper. Över 0.06 % fosfor reduceras högtemperaturplasticiteten hos manganstål kraftigt på grund av fosfid-eutektikum. Över 0.1 % minskar draghållfastheten och töjningen av manganstål.
Effekt av molybdenhalt på manganstålgjutning. Molybdentillsatser till manganstål resulterar i flera förändringar. Först sänks martensitens starttemperatur vilket ytterligare stabiliserar austeniten och fördröjer karbidutfällning. Därefter ändrar molybdentillsatser morfologin hos karbiderna som bildas vid återuppvärmning efter att materialet har genomgått en lösningsbehandling. Korngränsfilmer av nålformade karbider bildas vanligtvis, men efter tillsats av molybden sammansmälts karbiderna som fälls ut och sprids genom kornen. Resultatet av dessa förändringar är att stålets seghet förbättras genom tillsats av molybden. En annan fördel med molybdentillsatser kan vara förbättrade mekaniska egenskaper som gjuts. Detta kan vara en verklig fördel under gjutproduktion. I högre kolkvaliteter kommer molybden att öka tendensen till begynnande fusion, så försiktighet måste iakttas för att undvika detta eftersom de resulterande mekaniska egenskaperna kommer att försämras kraftigt.
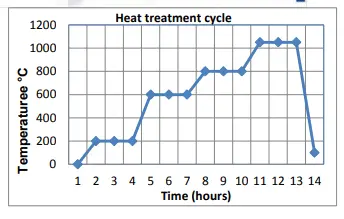
Idealt kommer värmebehandlade manganstål att ha en helt homogeniserad finkornig austenitisk mikrostruktur. Kornstorleken är en funktion av hälltemperaturen och värmebehandling påverkar vanligtvis inte kornstorleken. En del har försökt att utveckla strategier för värmebehandling som först skulle förvandla strukturen till en pearlitisk struktur, som sedan skulle möjliggöra finförädling av den slutliga värmebehandlingen. Dessa strategier har inte varit allmänt accepterade eller genomförda av olika skäl. En anledning är att dessa cykler blir dyra på grund av de höga ugnstemperaturerna och de långa hålltiderna som krävs. Dessutom förbättrades legeringen ofta inte signifikant genom dessa cykler.
Den typiska värmebehandlingscykeln för de flesta manganstål består av en lösning av glödgning följt av en vattensläckare. Denna cykel kan börja vid rumstemperatur eller vid en förhöjd temperatur beroende på gjutningens starttemperatur. Starttemperaturen i värmebehandlingsugnen är inställd på att vara nära gjutningstemperaturen och höjs sedan med långsam till måttlig hastighet tills blötläggningstemperaturen har uppnåtts. Blötläggningstemperaturer är vanligtvis höga för att underlätta upplösningen av eventuell hårdmetall som kan vara närvarande. Temperaturer vid eller nära 2000 ° F används vanligtvis för att uppnå önskad homogeniserande effekt. Legeringens kemiska sammansättning kommer slutligen att ställa in blötningstemperaturen.
Värmebehandling stärker austenitiskt manganstål så att det kan användas säkert och tillförlitligt i en mängd olika tekniska tillämpningar. Lösningsglödgning och härdning är standardbehandlingen som ger normala dragegenskaper och önskad seghet. Detta innebär austenitisering följt av snabbt vattensläckning. Austenitiseringstemperaturen hålls mellan 1050°C – 1100°C och släcks sedan i omrört vatten för att avlägsna ångsteget.

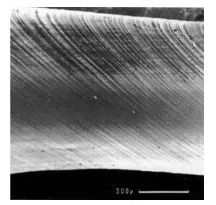
Mikrostruktur som visar glidlinjer
Arbetshärdning, även känd som töjningshärdning eller kallbearbetning, är förstärkningen av en metall genom plastisk deformation. Denna förstärkning sker på grund av dislokationsrörelser och dislokationsgenerering inom kristallstrukturen av materialet. Den vanliga metoden för plastisk deformation i metaller är genom att glida kristallblock över en annan längs bestämda kristallografiska plan, kallade glidplan. Atomerna rör sig ett integrerat antal atomavstånd längs glidplanet och ett steg produceras som är känt som en glidlinje.
Resultaten av härdning av töjningen på grund av dislokationshöjd på glidslätter vid barriärer i kristallen. Det är underförstått att töjningshärdning eller arbetshärdning orsakas av förskjutningar som interagerar med varandra och med barriärer som hindrar deras rörelse genom kristallgitteret. Man kan säga att arbetshärdningshastigheten kan ökas om barriärerna som hindrar rörelserna från förskjutningar kan ökas.
Det har nämnts att det unika med detta tuffa, höghållfasta manganstål är den snabba arbetshärdningen, från sträckgräns på 379 MPa till en slutlig draghållfasthet på 965 MPa på ytan. Det lärs ofta att den snabba härdningen i Hadfield-stål härrör från den stam-inducerade omvandlingen av austenit till martensitisk.
Manganståls unika slitstarka egenskaper gör det i bästa fall också mycket svårt att bearbeta. Under de tidiga dagarna av produktion av manganstål ansågs det vara omarbetbart och slipning användes för att forma delarna. Nu med moderna skärverktyg är det möjligt att vrida, borra och fräsa manganstål. Manganstål maskinliknar inte andra stål och kräver vanligtvis verktyg som är gjorda med en negativ rivvinkel. Dessutom ger relativt låga ythastigheter med stora skärdjup de bästa resultaten. Detta arrangemang ger höga skärkrafter och utrustning och verktyg måste vara robusta för att motstå dessa krafter. Varje prat av verktyget kan öka arbetshärdningen av ytan som bearbetas. Mest skärning sker vanligtvis utan någon form av smörjning. Under bearbetningen av mangan är det viktigt att kontinuerligt avlägsna den arbetshärdade zonen med nästa skär. Små efterbehandlingsskärningar eller verktygssprutor kommer att få hårdheten att byggas och göra den återstående ytan praktiskt taget obearbetbar.
Borrning av manganstål är, om möjligt, mycket svårt och nödvändiga hål bör gjutas i delen mot borrning. Om borrade hål krävs krävs gjutna inlägg av milt stål ofta i delen så att den bearbetningsbara insatsen kan borras eller borras och tappas.
