
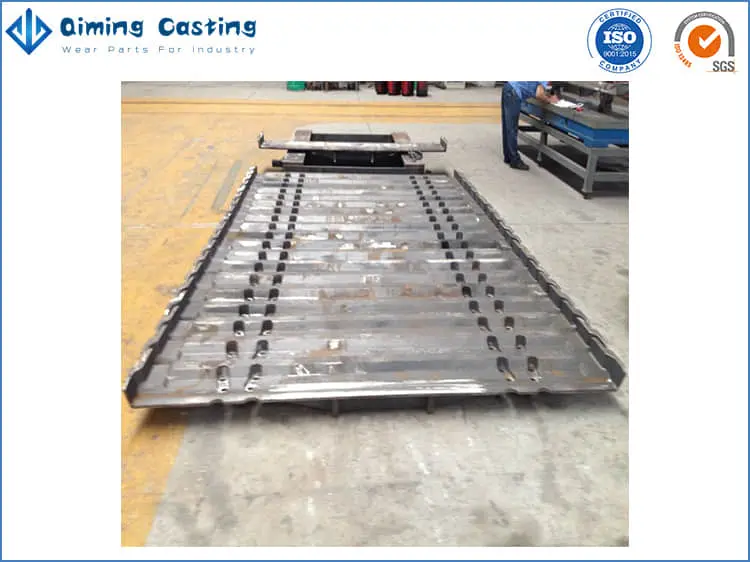
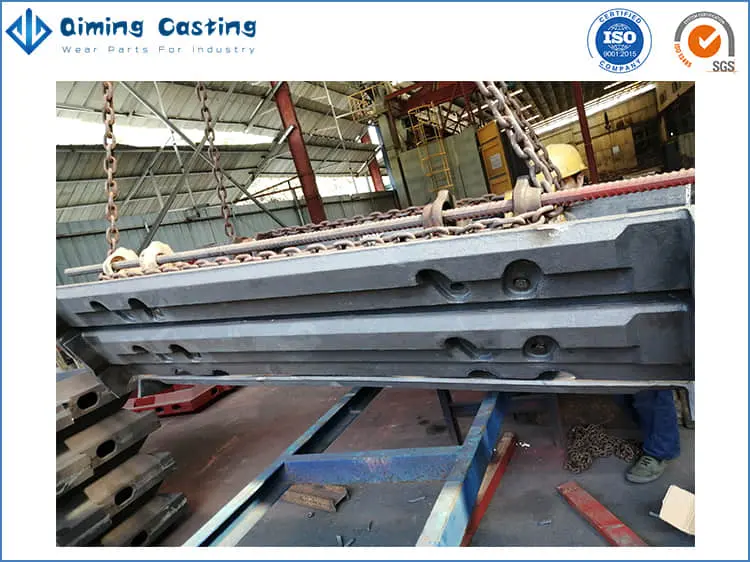
Поддоны-кормушки с фартуком D4
Пластинчатые питатели используются для извлечения или подачи крупных, кусковых, абразивных и тяжелых руд в условиях жестких ударов, включая влажные, липкие или замороженные операции. Марганцевые пластинчатые питатели Qiming Casting зарекомендовали себя в отрасли как лучшие лотки для перемещения твердых абразивных материалов. Они превосходят лотки из сборной и легированной стали по прочности и усталостной прочности. Изнашиваемые поверхности марганцевых лотков Qiming Casting, которые подвергаются ударам и истиранию под высоким напряжением, закаливаются до твердости более 400 BHN для длительного срока службы.
Кормушки Qiming Casting изготовлены из модифицированной марганцевой стали. Для этого сплава характерна чрезвычайно высокая вязкость, которая гарантирует, что сковороды не выйдут из строя в экстремальных условиях эксплуатации. Этот материал способен к деформационному упрочнению в процессе эксплуатации и может обеспечивать увеличенный срок службы, особенно в случае изготовления поддонов. Обширные контрольные участки конвейера гарантируют, что все звенья подходят и работают вместе.
Характеристики наших кормушек с фартуком:
Поддоны-кормушки с фартуком D4

Поддоны-кормушки с фартуком D3

Поддоны-кормушки с фартуком D6
Поддоны-кормушки с фартуком D8

Фартук-лотки AF10

Фартук-лотки AF28

Кормушки с марганцевым фартуком
Фартуки из легированной стали

Полеты из марганцевой стали
В данной спецификации описываются требования к производству отливок из аустенитной марганцевой стали для фартуков питателя. Эта спецификация дает минимальный стандарт, который должен соблюдаться, если нет других спецификаций или письменных инструкций клиентов. Мы должны отклонять материалы, которые не соответствуют этой спецификации, если иное не получено в письменной форме от Qiming Casting. Это применимо на любом этапе изготовления. Получив разумное уведомление от Qiming Casting, мы должны позволить любым уполномоченным представителям заказчика беспрепятственно входить на производственные объекты Qiming Casting, чтобы ускорить работу и убедиться, что все задачи и проверки были выполнены в соответствии со спецификациями заказчика. Это ускорение и проверка не должны чрезмерно мешать работе Qiming Casting и не освобождают Qiming Casting от ответственности за соблюдение требований заказчика и данной спецификации.
Следующие требования должны быть удовлетворены, если необходимо, путем дополнения требований существующей системы качества потребителя:
Визуально проверьте все обработанные поверхности на предмет чистоты и включений. Проверьте все обработанные размеры вместе с чертежом протокола осмотра (ИК-чертеж) и точно запишите результаты на ИК-чертеже. Все вылеты необходимо проверить на плоском зажимном приспособлении, и они должны быть не менее 2 мм. зазор между каждым полетом.
После завершения изготовления лотков-кормушек с марганцевым фартуком мы предоставим клиентам следующие записи: