Свяжитесь с нами
Пожалуйста, оставьте свои конкретные потребности и контактную информацию, и сотрудники свяжутся с вами как можно скорее!
Qiming Casting - одно из крупнейших литейных предприятий по отливке марганцевой стали на рынке Китая, специализирующееся на литье. Hadfield Steel для футеровок дробилок, футеровок мельниц, изнашиваемых футеровок измельчителей и пластин питателей. В настоящее время наша компания способна проектировать, проектировать и производить отливки весом от 5 до 18000 кг.
Не только стандартная сталь Гадфилда (Mn14), Qiming Casting также разливает супермарганцевую сталь (Mn18, Mn22) и марганцевую легированную сталь (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo и другие сплавы) для горнодобывающей, цементной и карьерной промышленности.
Qiming Casting обслуживает глобальную базу производителей оригинального оборудования, металлических рудников и агрегатных заводов. Мы разработали предприятие мирового класса для эффективного производства отливок из марганцевой стали высочайшего качества безопасным, контролируемым по качеству и экологически безопасным способом.
Qiming Casting производит различные литые детали из марганцевой стали для карьеров, горнодобывающей промышленности и цементной промышленности, в том числе: марганцевые футеровки челюстей, марганцевые футеровки конусов, марганцевые футеровки мельниц, марганцевые фартуки, изнашиваемые детали марганцевых измельчителей и марганцевые молотки.

Qiming Casting производит марганцевые вкладыши для губок для популярных брендов, в том числе фиксированные, подвижные и щечные пластины.

Qiming Casting производит гильзы для конусов из марганца для популярных брендов, в том числе кожух конусной дробилки, подбарабанье конусной дробилки и кольцо горелки.

Qiming Casting производит футеровки марганцевых мельниц для популярных брендов, в том числе концевые футеровки, подъемные футеровки, разгрузочные футеровки и футеровки.

Qiming Casting производит кормушки с марганцевым фартуком для популярных брендов, включая серию D, серию AF и другие.

Qiming Casting производит изнашиваемые детали марганцевых измельчителей для популярных брендов. К этим частям относятся решетки измельчителя, наковальни, колпачки и молотки.

Qiming Casting производит марганцевые молоты для молотковых дробилок и измельчителей. Наша легированная марганцем сталь значительно увеличивает срок службы молота.

Каждый процесс нашего производства выполняется в строгом соответствии со Стандартной производственной процедурой (СОП). Основными процессами являются следующие: моделирование заливки, разработка пресс-форм, проверка сырья, моделирование (изготовление стержней), плавление, заливка металла, очистка и термообработка, обработка, проверка, складская упаковка и доставка.
Проектировать и изготавливать пресс-формы в соответствии с требованиями чертежей. Как правило, деревянные формы можно использовать для штучного производства, пластиковые формы и металлические формы изготавливаются для массового производства, а шаблоны можно изготавливать для массовых отливок.
Включает в себя моделирование (формирование полости отливки формовочной смесью), изготовление стержня (формирование внутренней формы отливки) и подгонку формы (помещение стержня в полость и закрытие верхней и нижней опоки). Моделирование - ключевой процесс в кастинге.
В соответствии с требуемым составом металла подбирается химический состав и выбирается соответствующая плавильная печь для расплавления сплава с целью получения жидкого металла требуемого качества (включая требуемый состав и требуемую температуру).
Заливаем квалифицированный расплавленный металл в песочницу, оснащенную формой. Этап заливки имеет высокие требования к безопасности, и у нас есть строгий контроль процесса для защиты безопасности наших сотрудников.
После заливки и затвердевания расплавленного металла формовочная смесь удаляется, а затвор и другие приспособления выбиваются для формирования требуемой отливки.
Механическая обработка — самый важный этап, облегчающий установку товара.
Все размеры заготовок проверяются с помощью КИМ. У нас есть твердомер Роквелла, прибор для динамического баланса, кругломер и т. д. Отдел качества компании имеет сертифицированных сотрудников для проведения испытаний UT, PT, MT.
Химический состав является одним из наиболее важных факторов, которые могут повлиять на механические свойства отливок из высокомарганцовистой стали. Содержание углерода и марганца играет важную роль в производстве высокомарганцовистой стали. На производственном маршруте литейного производства марганцевой стали может использоваться несколько модифицированных марок, и эти марки обычно производятся в соответствии с требованиями применения, размером сечения, размером отливки, стоимостью и соображениями свариваемости. И другие элементы содержания также играют важную роль в литье марганцевой стали.
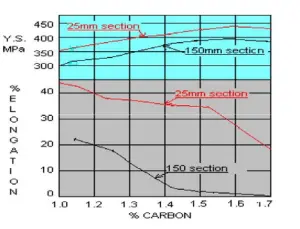
Влияние содержания углерода на предел текучести и удлинение отливки из марганцевой стали
Влияние содержания углерода на предел текучести и удлинение отливки из марганцевой стали. Он систематически показал, что стойкость к истиранию отливок из стали с высоким содержанием марганца будет повышаться с увеличением содержания углерода. Содержание углерода выше 1.4% используется редко из-за трудности получения аустенитной структуры, свободной от карбидов границ зерен, которые ухудшают прочность и пластичность указанной стали.
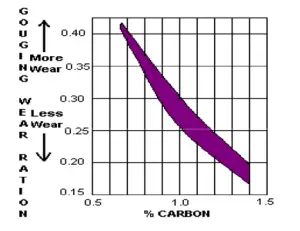
Влияние содержания углерода на износостойкость отливки из марганцевой стали
Влияние содержания углерода на износостойкость отливок из марганцевой стали. Низкое содержание углерода (минимум 0.7% C) можно использовать для минимизации выделения карбидов в тяжелых отливках или в сварных деталях, и такое же низкое содержание углерода указано для присадочного металла. С другой стороны, известно, что марганец является стабилизатором аустенита, поэтому избыток марганца по отношению к стали сделает аустенитную фазу стабильной при комнатной температуре. Аустенит имеет структуру FCC; поэтому избыток марганца (20-26)% по весу может снизить предел текучести.
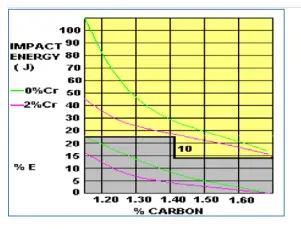
Влияние содержания хрома в отливке из 13% марганцевой стали
Хром имеет тенденцию увеличивать проникновение твердости. Этот элемент имеет интересные эффекты на сталь, а также улучшает коррозионную стойкость марганцевой стали. Хром действует как карбидообразователь, поэтому избыток Cr в марганцевой стали приведет к выделению карбида на границе зерен в литом состоянии. Результаты Прибуловой показали, что для уменьшения объемной доли карбида и получения хороших значений удара содержание хрома должно быть ограничено 0.1%. Этот карбид можно удалить обработкой на раствор между 1050°C и 1100°C. Если карбиды существуют в закаленной структуре, желательно, чтобы они присутствовали в виде относительно безвредных частиц или узелков внутри зерен аустенита, а не в виде сплошных оболочек на границах зерен. Если эти карбиды присутствуют в виде безвредных частиц внутри матрицы, предел текучести увеличится, а энергия удара уменьшится.
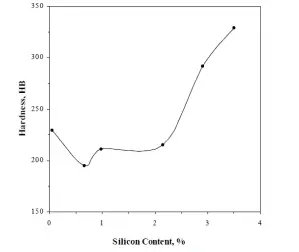
Влияние содержания кремния на отливку из марганцевой стали
Кремний используется в качестве раскислителя (убивающего) агента при плавлении стали, но для марганцевой стали добавление кремния изменяет морфологию Fe3C и влияет на твердость Mn стали. Увеличение твердости можно объяснить тем, что при увеличении содержания кремния выше 1.99% объемная доля Fe3C будет увеличиваться, что приведет к увеличению твердости стали Гадфилда.

Влияние содержания фосфора на отливку из марганцевой стали
Фосфор вызывает большую озабоченность в марганцевой стали и имеет тенденцию к сегрегации на границах зерен, разжижается во время отжига раствора и образует охрупчивающую фосфидную эвтектическую пленку. Содержание фосфора в испытательных прутках 25 мм показывает небольшое изменение в свойствах растяжения. Выше 0.06% фосфора высокотемпературная пластичность марганцевой стали сильно снижается из-за фосфидной эвтектики. Выше 0.1% прочность на растяжение и удлинение марганцевой стали снижаются.
Влияние содержания молибдена на литье марганцевой стали. Добавки молибдена в марганцевые стали приводят к нескольким изменениям. Во-первых, снижается температура начала мартенсита, что дополнительно стабилизирует аустенит и замедляет осаждение карбидов. Затем добавки молибдена изменяют морфологию карбидов, которые образуются во время повторного нагрева после обработки материала на твердый раствор. Обычно образуются пленки игольчатых карбидов по границам зерен, но после добавления молибдена осаждающиеся карбиды объединяются и распределяются по зернам. Результатом этих изменений является то, что вязкость стали улучшается за счет добавления молибдена. Еще одним преимуществом добавок молибдена может быть улучшение механических свойств в литом состоянии. Это может быть реальным преимуществом при производстве литья. В более углеродистых марках молибден увеличит тенденцию к началу плавления, поэтому необходимо проявлять осторожность, чтобы избежать этого, поскольку полученные механические свойства будут значительно снижены.
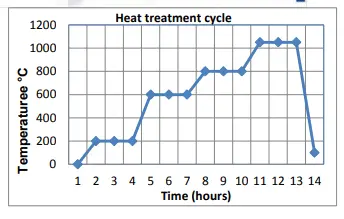
В идеале термообработанные марганцевые стали должны иметь полностью гомогенизированную мелкозернистую аустенитную микроструктуру. Размер зерна зависит от температуры разливки, и термическая обработка обычно не влияет на размер зерна. Некоторые пытались разработать стратегии термической обработки, которые сначала преобразили бы структуру в перлитную структуру, что затем позволило бы измельчить зерно при окончательной термообработке. Эти стратегии не получили широкого признания или реализации по разным причинам. Одна из причин заключается в том, что эти циклы становятся дорогостоящими из-за высоких температур печи и длительного времени выдержки. Кроме того, эти циклы часто не улучшали сплав значительно.
Типичный цикл термообработки для большинства марганцевых сталей состоит из отжига на твердый раствор с последующей закалкой в воде. Этот цикл может начинаться при комнатной температуре или при повышенной температуре в зависимости от начальной температуры отливок. Начальную температуру в печи для термообработки устанавливают близкой к температуре отливки, а затем повышают с медленной или умеренной скоростью до тех пор, пока не будет достигнута температура выдержки. Температура выдержки обычно высока, чтобы облегчить растворение любого карбида, который может присутствовать. Для достижения желаемого эффекта гомогенизации обычно используются температуры около 2000 ° F. Химический состав сплава в конечном итоге определяет температуру выдержки.
Термическая обработка укрепляет аустенитную марганцевую сталь, поэтому ее можно безопасно и надежно использовать в самых разных инженерных приложениях. Отжиг и закалка на раствор являются стандартной обработкой, обеспечивающей нормальные свойства растяжения и желаемую ударную вязкость. Это включает в себя аустенизацию с последующей быстрой закалкой в воде. Температуру аустенизации поддерживают в пределах 1050–1100°C, затем охлаждают в перемешиваемой воде, чтобы удалить стадию пара.

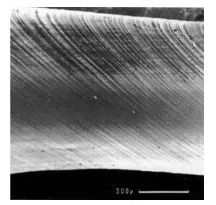
Микроструктура с линиями скольжения
Деформационное упрочнение, также известное как деформационное упрочнение или холодная обработка, - это упрочнение металла пластической деформацией. Это упрочнение происходит из-за перемещений дислокаций и образования дислокаций в кристаллической структуре материала. Обычный метод пластической деформации металлов - это скольжение блоков кристалла по другим по определенным кристаллографическим плоскостям, называемым плоскостями скольжения. Атомы перемещаются на целое число атомных расстояний вдоль плоскости скольжения, и образуется ступенька, известная как линия скольжения.
Деформационное упрочнение возникает из-за скопления дислокаций на плоскостях скольжения у барьеров в кристалле. Теперь понятно, что деформационное упрочнение или деформационное упрочнение вызывается дислокациями, взаимодействующими друг с другом и с барьерами, которые препятствуют их движению через кристаллическую решетку. Можно сказать, что скорость деформационного упрочнения можно увеличить, если увеличить барьеры, препятствующие движению дислокаций.
Было упомянуто, что уникальной особенностью этой вязкой высокопрочной марганцевой стали является быстрое деформационное упрочнение от предела текучести 379 МПа до предела прочности на растяжение 965 МПа на поверхности. Обычно считается, что быстрое деформационное упрочнение стали Гадфилда возникает в результате деформационного превращения аустенита в мартенсит.
Уникальные износостойкие свойства марганцевой стали также в лучшем случае очень затрудняют обработку. На заре производства марганцевой стали считалось, что ее нельзя обрабатывать, и шлифовка использовалась для придания формы деталям. Благодаря современным режущим инструментам можно точить, растачивать и фрезеровать марганцевые стали. Марганцовистая сталь не обрабатывается, как другие стали, и обычно требует инструментов с отрицательным передним углом. Кроме того, относительно низкие скорости резания при большой глубине резания дают наилучшие результаты. Такое расположение создает большие силы резания, и оборудование и инструменты должны быть прочными, чтобы выдерживать эти силы. Любая вибрация инструмента может усугубить наклеп обрабатываемой поверхности. Как правило, резка выполняется без какой-либо смазки. Во время обработки марганца важно непрерывно удалять зону наклепа при следующем резании. Небольшие чистовые надрезы или вибрация инструмента вызовут нарастание твердости и сделают оставшуюся поверхность практически необрабатываемой.
Бурение марганцевых сталей, по возможности, очень сложно, и требуемые отверстия следует отливать в детали по сравнению с пробуренными. Если требуются просверленные отверстия, в эту деталь часто вводят вкладыши из мягкой стали, чтобы можно было просверлить или просверлить загрузочную вставку.
