通知
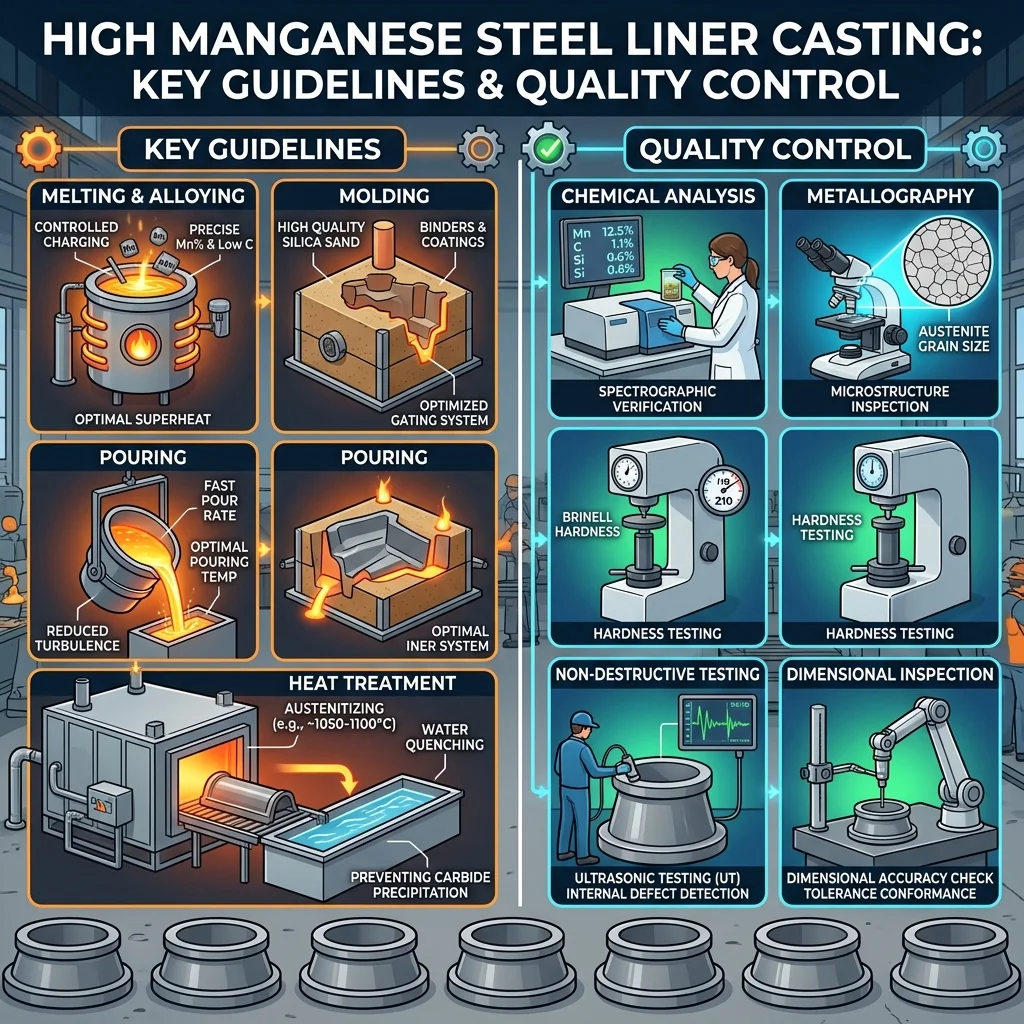
本ドキュメントは、高マンガン鋼ライナー鋳造における主要なガイドラインと品質管理基準を概説し、主要工程、組成管理、および欠陥防止対策に焦点を当てています。すべての内容は、専門的な鋳造実務と業界標準に基づいており、関連する実務者への技術ガイダンスを提供することを目的としています。具体的なカスタマイズニーズや専門的なサポートについては、Qiming Castingまでお問い合わせください。
-
高マンガン鋼製ライナーの特長とは?
高マンガン鋼、特にMn13鋼は、加工硬化性に優れていることで知られています。衝撃荷重下では、硬度と耐摩耗性が向上します。しかし、この優れた性能は、鋳造工程を厳密に管理することによってのみ実現できます。高マンガン鋼ライナー鋳造を成功させるための基本原則は、精密な組成管理、効果的な砂付着防止、適切な注湯・供給システム設計、そして厳格な水強化熱処理です。
-
組成制御:耐摩耗性の基礎
高マンガン鋼ライナー鋳造における化学組成の誤りは、ライナーの耐摩耗性と耐用年数に直接影響を与えます。最適な性能を発揮するためには、以下の組成範囲が推奨され、Qiming Casting社は高品質ライナーの製造においてこの組成範囲を一貫して採用しています。
| 素子 | 目標範囲(質量分率) | 鋳造品質における意義 |
| 炭素(C) | 1.0の% - 1.4% | Mn13ライナー鋳造の耐摩耗性を向上させます。炭素量が不足すると硬度が低下し、過剰になると脆くなります。 |
| マンガン(Mn) | 11%~14%(13%以上推奨) | 高マンガン鋼ライナー鋳造における加工硬化を誘発する上で極めて重要であり、マンガンが過剰になると炭化物析出を引き起こす可能性がある。 |
| シリコン(Si) | ≤ 0.5% | シリコン含有量が低いほど、Mn13Cr2ライナー鋳造品の靭性が向上し、含有量が高いほど耐衝撃性が低下します。 |
| リン(P) | ≤ 0.09% | リン含有量が少ないと、高マンガン鋼ライナー鋳造における脆性が最小限に抑えられます。リンが過剰になると、亀裂が生じる可能性があります。 |
| 硫黄(S) | ≤ 0.04% | Mn18ライナー鋳造における内部欠陥と脆性を最小限に抑えます。過剰な硫黄は鋳造欠陥の原因となります。 |
専門家のヒント: 高マンガン鋼ライナーの鋳造においては、炭素とマンガンの比率を1.0~1.4に維持してください。この比率により、単一のオーステナイト組織が形成され、Mn13ライナーの加工硬化性能に不可欠な要素となります。
-
成形と砂の制御:砂付着欠陥の防止
砂の付着は、高マンガン鋼ライナーの鋳造においてよく見られる欠陥であり、ライナーの表面品質と耐摩耗性を低下させます。砂の付着を解消し、鋳造品質を確保するために、以下の対策をお勧めします。
- 砂の選択マグネシウムオリビン砂は、MnO侵食に強く、化学砂の付着を防ぐため、高マンガン鋼ライナーの鋳造に最適な材料です。小型から中型のMn13Cr2ライナーには、石灰石砂またはCO₂硬化水ガラス砂も使用できます。
- 成形規格砂の密度は、砂の緩みや砂の落下を防ぐため、50以上(A型硬度計で測定)に維持する必要があります。鋳型内部は滑らかでなければならず、鋳造中の適切なガス排出を確保するため、複数の貫通式空気通路を設ける必要があります。
- コーティング保護鋳型の作業面には、耐火性の高いマグネシアコーティング(厚さ0.5~1.0mm)を施す必要があります。石英砂はMnOと反応して低融点化合物を形成し、Mn18ライナー鋳造時に砂の付着が激しくなるため、使用は厳禁です。
-
注ぎ込みと供給:収縮欠陥の防止
収縮欠陥(穴や緩みなど)は、高マンガン鋼ライナーの構造的完全性を低下させ、破損のリスクを高めます。高マンガン鋼ライナーの鋳造においては、以下のパラメータと要件を厳守する必要があります。
| 推奨設定 | 品質への影響 | |
| 線形収縮 | 2.5の% - 2.7% | ライナーのサイズと機器への適合性を適切に確保します。ずれがあると、不適合の問題が発生します。 |
| 注湯温度 | 1380〜1420℃ | 1350℃以下の温度では、収縮率が増加し、耐摩耗性が低下する。 |
| 注湯速度 | 20~30kg/秒(中~大型ライナー) | 速度が速すぎると砂の洗い流しが発生し、速度が遅すぎるとコールドシャット欠陥が発生する。 |
| 給餌システム | 底面/階段側からの注水+断熱ライザー | 高マンガン鋼ライナー鋳造において、均一な充填を確保し、収縮穴の発生を防ぎます。 |
補足事項:ライナーの後にライザーが凝固し、凝固中に連続的な供給が確保されるように、イージーカットディスク付きの絶縁ライザーを使用してください。ホットスポットを制御するために外部チルの使用を推奨しますが、Mn13Cr2ライナー鋳造における介在物混入を防ぐため、内部チルは厳禁です。
-
熱処理:最適な性能を実現するための水強化処理
熱処理は高マンガン鋼ライナー鋳造において極めて重要な工程であり、ライナーの加工硬化性能と耐用年数を直接左右する。水による強化処理は、以下の手順を厳守して実施する必要がある。
- 加熱ステージ:
- 室温から600℃まで:熱応力や亀裂を防ぐため、30~50℃/時の速度で加熱する。
- 600℃から目標温度(1050~1100℃)まで:効率を向上させるため、100~150℃/hの加速加熱を行う。
- 絶縁段階目標温度を、(ライナーの厚さ(mm))÷ 25(時間)で計算される時間維持します。例えば、50mmのMn13ライナーの場合、2時間の断熱が必要です。
- 急冷工程炉から取り出した直後(鋼材温度≧950℃)にライナーを水に浸してください。水温は10~30℃、水量はライナー重量の8~10倍以上としてください。水を攪拌または循環させて蒸気膜を破壊し、均一な冷却を確保してください。
- 最終冷却ライナーを水冷で60℃以下に冷却してください。空冷は、高マンガン鋼ライナー鋳造において炭化物析出と脆化を引き起こすため禁止されています。
- 一般的な欠陥:診断と対策
高マンガン鋼ライナー鋳造における厳格な品質管理は、欠陥を効果的に低減できる。以下の表は、一般的な欠陥、その根本原因、および対応する是正措置の概要を示している。
| 欠陥の種類 | 根本的な原因 | 是正措置 |
| 砂が付着する | MnOと砂の反応;コーティング不足;砂の密度が低い | マグネシウム含有カンラン石砂+マグネシアコーティングを使用することで、砂の密度を高めることができます。 |
| 収縮穴 | 供給不足、注ぎムラ、注ぎ温度の低さ | 供給システムを最適化し、注ぎ速度と温度を調整し、外部冷却装置を追加する。 |
| 気孔 | 砂ガスの排出量が多い。注湯時の流れが乱れている。鋳型の換気が悪い。 | 低ガス砂を使用し、空気通路を設け、スムーズな注湯を確保してください。 |
| クラッキング | 熱応力、不均一な冷却、不適切な熱処理 | 加熱・冷却曲線に従い、水による強化処理を最適化する。 |
| 炭化物の沈殿 | 水による強化が不十分、冷却が遅い、マンガン含有量が過剰 | 熱処理条件を厳密に管理し、急速な焼入れを確実に行う。 |
-
高マンガン鋼製ライナーの専門家選定ガイドライン
高マンガン鋼ライナー(Mn13、Mn13Cr2、Mn18)は、耐用年数と性能を最大限に高めるために、運転条件に基づいて選定する必要があります。高マンガン鋼ライナー鋳造におけるライナー選定には、以下のガイドラインが推奨されます。
- 高負荷環境(鉱業/破砕)Mn13Cr2またはMn18ライナーが推奨されます。これらは、専門的な高マンガン鋼ライナー鋳造によって最適化され、靭性と耐亀裂性が向上しています。
- 高摩耗環境(セメント/研削)標準的なMn13ライナーは、安定した耐摩耗性とコスト効率の良さから好まれ、連続研削作業に適しています。
- 腐食性/疲労環境(発電所)Mo/Ni微量合金高マンガン鋼ライナーは、長期運転において優れた耐食性と疲労性能を発揮するため、適している。
-
品質検査要件
高マンガン鋼ライナー鋳造品の品質を確保するため、鋳造および熱処理後に以下の必須検査を実施しなければならない。
- 金属組織試験過剰な炭化物や介在物のない、単一のオーステナイト組織が形成されていることを確認する。
- 硬さ試験ライナーの硬度がHB 180~220に達するようにしてください。これは加工硬化性能にとって最適な範囲です。
- 衝撃靭性試験高マンガン鋼ライナー鋳造における衝撃荷重に対する耐性を確保するためには、衝撃靭性は15 J/cm²以上でなければならない。
- 表面検査ライナー表面は滑らかで、砂の付着、ひび割れ、または耐摩耗性に影響を与える可能性のあるその他の欠陥がない状態である必要があります。
-
Qiming Castingについて – 高マンガン鋼ライナー鋳造のエキスパート
Qiming Castingは、高マンガン鋼ライナーの設計・製造におけるグローバルリーダーであり、高マンガン鋼ライナーの専門的な鋳造サービスを専門としています。同社は、組成試験や成形から注湯、熱処理、品質検査に至るまで、鋳造工程のあらゆる段階を厳密に管理し、業界標準および顧客の要求を満たす高品質のライナーを提供しています。
Mn13、Mn13Cr2、またはMn18ライナーが必要な場合でも、Qiming Castingはカスタマイズされた鋳造ソリューションと専門的な技術サポートを提供します。



