お問い合わせ
具体的なご要望やご連絡先をご記入いただければ、スタッフができるだけ早くご連絡させていただきます。
私たちの鋳造所には、2セットのケイ酸ナトリウム結合砂生産ライン、XNUMXセットのV法鋳造生産ライン、XNUMXセットの消失消失鋳造生産があります。さまざまな交換部品と数量に基づいて、さまざまな鋳造プロセスを選択します。 すべての鋳造プロセスには、それ自体に長所と短所があります。
砂型鋳造、 としても知られている 砂型鋳造は、金型材料として砂を使用することを特徴とする金属鋳造プロセスです。 「砂型鋳造」という用語は、砂型鋳造プロセスによって製造された物体を指すこともあります。 砂型鋳造は、鋳造所と呼ばれる専門の工場で製造されています。 全金属鋳物の70%以上が砂型鋳造プロセスで製造されています。
砂型鋳造は比較的安価で、鉄鋼鋳造所での使用にも十分な耐火性があります。 砂に加えて、適切な結合剤(通常は粘土)が砂と混合または発生します。 混合物は、通常は水で、時には他の物質で湿らせて、粘土の強度と可塑性を高め、骨材を成形に適したものにします。 砂は通常、フラスコと呼ばれるフレームまたはモールドボックスのシステムに含まれています。 金型キャビティとゲートシステムは、モデルまたはパターンの周囲の砂を圧縮するか、砂に直接彫り込むことによって作成されます。

砂型鋳造プロセスは、ジョープレート、ブローバー、コーンライナー、ボウルライナーなどのクラッシャー摩耗部品の鋳造に広く使用されています。 大きな鋳造摩耗部品である理由と精度定義の問い合わせはそれほど高くありません(通常の誤差範囲5mm)。 特にジョープレート、それらのほとんどは再び仕上げる必要はありません。 コーンライナー、ボウルライナー、ロールミルライナーは、部品の加工が必要なだけなので、砂型鋳造法を採用しています。 一方、砂型鋳造法を使用した製品は、他の鋳造法よりも摩耗性が高く、寿命が20%以上長くなっています。
消失消失鋳造 (LFC)は、ワックスの代わりにフォームがパターンに使用されることを除いて、インベストメント鋳造に似た蒸発パターン鋳造プロセスの一種です。 このプロセスは、フォームの低沸点を利用して、金型からワックスを溶かす必要をなくすことにより、インベストメント鋳造プロセスを簡素化します。
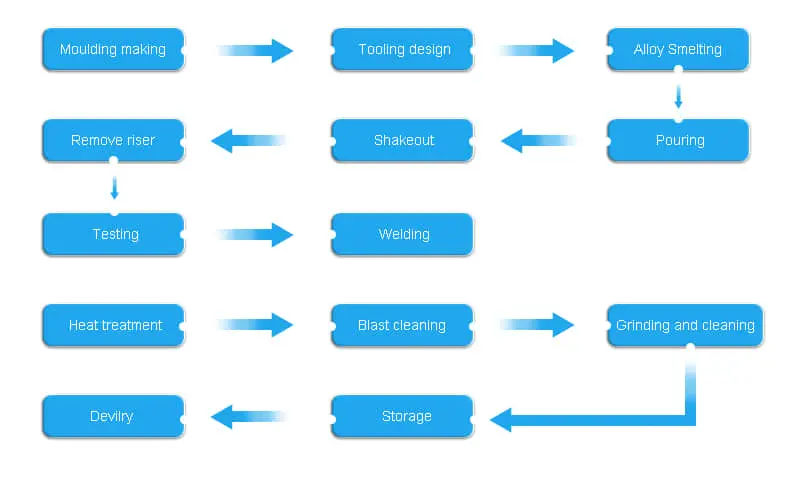
この鋳造プロセスは、定期的にコアを必要とする非常に複雑な鋳造に有利です。 また、寸法が正確で、優れた表面仕上げを維持し、ドラフトを必要とせず、パーティングラインがないため、フラッシュが形成されません。 消失消失鋳造の非結合砂は、生砂および樹脂結合砂システムよりも保守がはるかに簡単です。 失われた発泡体は、必要なステップが少ないため、一般的にインベストメント鋳造よりも経済的です。 プロセスの性質上、ライザーは通常必要ありません。 溶融金属が発泡体を気化させるため、金型内の最初の金属は他の金属よりも急速に冷却され、自然な方向性凝固をもたらします。発泡体は、その独自の特性により、操作、彫刻、接着が容易です。 LFCの柔軟性により、多くの場合、パーツをXNUMXつの統合コンポーネントに統合できます。 他の成形プロセスでは、組み立てるXNUMXつまたは複数の部品の製造が必要になります。
XNUMXつの主な欠点は、少量のアプリケーションではパターンのコストが高くなる可能性があることと、パターンの強度が低いためにパターンが簡単に損傷したり歪んだりすることです。 パターンを作成するためにダイを使用する場合、初期費用が高くなります。
V鋳造法、 としても知られている 真空鋳造または真空鋳造、真空圧によって加熱されたのは、パターンまたはテンプレートを覆うプラスチックプラスチックフィルムであり、粘着性の乾燥砂なしでタンクを満たし、次にサンドシールの上面にプラスチックフィルムを充填し、真空、型から砂の圧縮を行います、下部コア、コタイプ、鋳造固化が得られるまで鋳造。
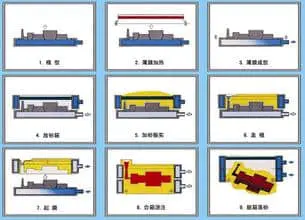
ステップ1:上部と下部のテンプレートがXNUMXつのステーション、テンプレートにインストールされ、流れるベントを確認します。
ステップ2:キャビティフィルムをベーキングし、フィルムがミラーに加熱されたら、着陸装置を落とし、真空バルブを開き、陰圧フィルムを開きます。
ステップ3:ペイントをスプレーし、フィルムを乾かします。
ステップ4:フラスコを置き、テンプレートの振動充填砂で実行し、タンク上面を校正します。
ステップ5:フィルムを元に戻し、真空パイプサンドボックス真空システムを接続し、テンプレートの真空を遮断します。
ステップ6:私を中心に向けてください。
ステップ7:箱を作るのと同じ方法。
ステップ8:-フィッティング、キャスティング、キャスティングプロセス、上部と下部のボックスはプラグに真空パイプ真空システムがあり、真空パイプ真空システムはインテリジェントなコンピューター動的制御を使用して、下部タンクの真空のリアルタイム制御を実現します、ベントを設定せずに;
ステップ9:ビートボックス、シェイクアウト、鋳物のクリーニング。