お問い合わせ
具体的なご要望やご連絡先をご記入いただければ、スタッフができるだけ早くご連絡させていただきます。
Qiming Castingは、中国市場で最大のマンガン鋼鋳造鋳造所のXNUMXつであり、鋳造に重点を置いています。 ハドフィールド鋼 クラッシャーライナー、ミルライナー、シュレッダーウェアライナー、エプロンフィーダーフライト用。 現在、当社は重量5kgから18000kgの範囲の鋳物を設計、エンジニアリング、製造することができます。
Qiming Castingは、標準のハドフィールド鋼(Mn14)だけでなく、鉱業、セメント、および採石業向けの超マンガン鋼(Mn18、Mn22)およびマンガン合金鋼(Mn14Cr2、Mn18Cr2、Mn22Cr2、Mn18Cr2NiMo、およびその他の合金)も鋳造します。
Qiming Castingは、相手先ブランド供給、金属鉱山、骨材工場のグローバルベースにサービスを提供しています。 私たちは、安全で品質管理された環境に配慮した方法で最高品質のマンガン鋼鋳物を効率的に製造するための世界クラスの施設を開発しました。
Qiming Castingは、採石、鉱業、セメント産業向けのマンガン鋼鋳造部品を製造しています。これには、マンガンジョーライナー、マンガンコーンライナー、マンガンミルライナー、マンガンエプロンフィーダーパン、マンガンシュレッダー摩耗部品、マンガンハンマーが含まれます。

Qiming Castingは、固定ジョープレート、可動ジョープレート、チークプレートなど、人気ブランドのマンガンジョーライナーを製造しています。

Qiming Castingは、コーンクラッシャーマントル、コーンクラッシャーコンケーブ、トーチリングなどの人気ブランドのマンガンコーンライナーを製造しています。

Qiming Castingは、エンドライナー、リフティングライナー、排出ライナー、シェルライナーなど、人気ブランドのマンガンミルライナーを製造しています。

Qiming Castingは、Dシリーズ、AFシリーズなどの人気ブランド向けのマンガンエプロンフィーダーパンを製造しています。

Qiming Castingは、人気ブランドのマンガンシュレッダーウェアパーツを製造しています。 これらの部品には、シュレッダー格子、アンビル、キャップ、ハンマーが含まれます。

Qiming Castingは、ハンマークラッシャーおよびシュレッダープラント用のマンガンハンマーを製造しています。 当社のマンガン合金鋼は、ハンマーの耐用年数を大幅に延ばします。

当社の生産の各プロセスは、標準操作手順(SOP)に厳密に従って実行されます。 主なプロセスは次のとおりです。注入シミュレーション、金型開発、原材料検査、モデリング(コア製造)、溶融、金属注入、洗浄および熱処理、機械加工、検査、倉庫梱包、および出荷。
図面の要求に応じて金型を設計・製作します。 一般に、単品生産の場合は木型、大量生産の場合はプラスチック型や金型、大量鋳造の場合は型板を使用します。
造形(鋳物砂で鋳物のキャビティを形成する)、中子作り(鋳物の内部形状を形成する)、型合わせ(キャビティに中子を入れて上下の枠を閉じる)を含みます。 モデリングはキャスティングにおける重要なプロセスです。
要求される金属組成に応じて化学組成を合わせ、適切な溶解炉を選択して合金材料を溶解し、適格な液体金属液体(適格な組成および適格な温度を含む)を形成します。
鋳型を備えた砂箱に、合格した溶融金属を注ぎます。注入段階には高い安全要件があり、従業員の安全を守るために厳格な工程管理を行っています。
溶けた金属を流し込んで固めた後、鋳物砂を取り除き、ゲートなどの付属品を打ち抜いて必要な鋳物を成形します。
機械加工は、商品の設置を支援するための最も重要なステップです。
すべてのブランク寸法は CMM を使用してチェックされます。当社はロックウェル硬度計、動的バランス計、真円度計などを備えています。当社の品質部門には、UT、PT、MT テストを行う認定従業員がいます。
化学組成は、高マンガン鋼鋳物の機械的特性に影響を与える可能性がある最も重要な要素の XNUMX つです。炭素とマンガンの含有量は、高マンガン鋼の製造において重要な役割を果たします。マンガン鋼鋳造所では、その生産ルート上でいくつかの改良グレードを使用することができ、これらのグレードは通常、用途、断面サイズ、鋳物サイズ、コスト、溶接性の考慮事項の要件を満たすように生産されます。また、その他の成分もマンガン鋼鋳造において重要な役割を果たします。
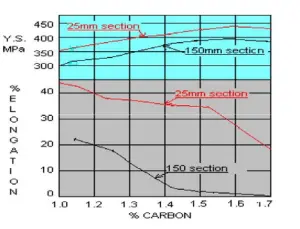
マンガン鋼鋳物の降伏強度と伸びに及ぼす炭素含有量の影響
マンガン鋼鋳物の降伏強度と伸びに及ぼす炭素含有量の影響高マンガン鋼鋳物の耐摩耗性は炭素含有量の増加とともに増加することが体系的に示された。 鋼の強度と延性に悪影響を与える粒界炭化物を含まないオーステナイト構造を得ることが困難なため、1.4%を超える炭素含有量はめったに使用されません。
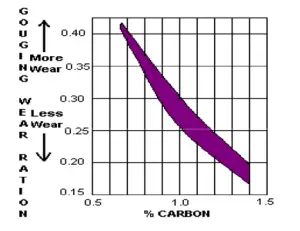
マンガン鋼鋳物の耐摩耗性に及ぼす炭素含有量の影響
マンガン鋼鋳物の耐摩耗性に及ぼす炭素含有量の影響低炭素含有量(最小0.7%C)は、重い鋳造品または溶接部での炭化物の析出を最小限に抑えるために使用でき、同様の低炭素含有量が溶加材の溶接に指定されています。 一方、マンガンはオーステナイト安定剤であるため、マンガンが鋼に対して過剰になると、オーステナイト相が室温で安定することが知られています。 オーステナイトはFCC構造を持っています。 したがって、マンガン(20 – 26)重量%が過剰になると、降伏強度が低下する可能性があります。
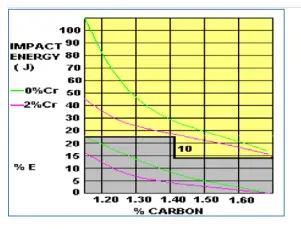
13%マンガン鋼鋳物のクロム含有量の影響
クロムは硬度浸透を高める傾向があります。この元素は鋼に対して興味深い効果があり、マンガン鋼の耐食性も向上させます。クロムは炭化物形成剤として作用するため、マンガン鋼に対する Cr の過剰は、鋳放し状態で粒界に炭化物が析出する結果となります。Pribulova の結果によると、炭化物の体積率を減らして衝撃値を良好にするには、クロム含有量を 0.1% に制限する必要があります。この炭化物は、1050°C ~ 1100°C の溶体化処理で除去できます。炭化物が焼入れ後の構造に存在する場合、粒界で連続したエンベロープとして存在するよりも、オーステナイト粒内に比較的無害な粒子または結節として存在することが望ましいです。これらの炭化物がマトリックス内に無害な粒子として存在すると、降伏強度が増加し、衝撃エネルギーが減少します。
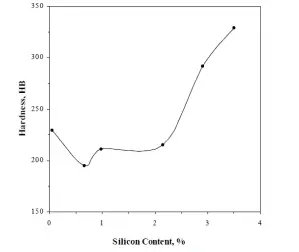
マンガン鋼鋳物に及ぼすケイ素含有量の影響
シリコンは鋼の溶解における脱酸(キリング)剤として使用されますが、マンガン鋼の場合、シリコンの添加はFe3Cの形態を変化させ、Mn鋼の硬度に影響を与えます。 硬度の増加は、シリコン含有量を1.99%を超えて増加させることにより、Fe3Cの体積分率が増加し、ハドフィールド鋼の硬度が生じることに基づいて説明できます。

マンガン鋼鋳物に及ぼすリン含有量の影響
マンガン鋼ではリンが大きな問題であり、リンは粒界に偏析し、溶体化焼鈍中に液化し、脆性リン化物共晶膜を形成する傾向があります。25mm の試験片のリン含有量は、引張特性にほとんど変化を示しません。リンが 0.06% を超えると、マンガン鋼の高温可塑性はリン化物共晶により大幅に低下します。0.1% を超えると、マンガン鋼の引張強度と伸びが低下します。
マンガン鋼鋳造におけるモリブデン含有量の影響。マンガン鋼にモリブデンを添加すると、いくつかの変化が起こります。まず、マルテンサイト開始温度が下がり、オーステナイトがさらに安定し、炭化物の析出が遅くなります。次に、モリブデンを添加すると、材料が溶体化処理された後の再加熱中に形成される炭化物の形態が変わります。通常は針状炭化物の粒界膜が形成されますが、モリブデンを添加すると、析出した炭化物が凝集して粒内に分散します。これらの変化の結果、モリブデンを添加すると鋼の靭性が向上します。モリブデン添加のもう 1 つの利点は、鋳造時の機械的特性が向上することです。これは、鋳造生産時に大きな利点となります。炭素グレードが高いとモリブデンによって初期溶融の傾向が強くなるため、これを避けるように注意する必要があります。機械的特性が大幅に低下します。
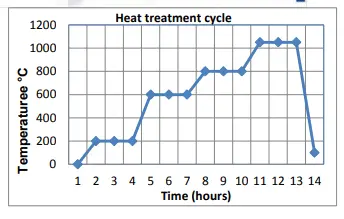
理想的には、熱処理されたマンガン鋼は、完全に均質化された細粒オーステナイト微細構造を持ちます。 結晶粒径は注入温度の関数であり、熱処理は通常結晶粒径に影響を与えません。 最初に構造をパーライト構造に変換する熱処理の戦略を開発しようとした人もいます。これにより、最終的な熱処理で結晶粒が微細化されます。 これらの戦略は、さまざまな理由で広く受け入れられたり、実施されたりしていません。 理由のXNUMXつは、炉の温度が高く、保持時間が長いため、これらのサイクルが高価になることです。 さらに、合金はこれらのサイクルによって大幅に改善されないことがよくありました。
ほとんどのマンガン鋼の一般的な熱処理サイクルは、溶体化焼鈍とそれに続く水焼入れで構成されています。このサイクルは、鋳物の開始温度に応じて、室温または高温で開始する場合があります。熱処理炉の開始温度は、鋳物の温度近くに設定され、その後、浸漬温度に達するまで低速から中程度の速度で上昇します。浸漬温度は通常、存在する可能性のある炭化物の溶解を促進するために高くなっています。望ましい均質化効果を得るには、通常、2000°F またはそれに近い温度が使用されます。合金の化学組成によって、浸漬温度が最終的に決まります。
熱処理によりオーステナイト系マンガン鋼が強化され、さまざまな工学用途で安全かつ確実に使用できるようになります。溶体化焼鈍と焼入れは、通常の引張特性と望ましい靭性を生み出す標準処理です。これには、オーステナイト化とその後の迅速な水焼入れが含まれます。オーステナイト化温度は 1050°C ~ 1100°C に保持され、その後、蒸気ステージを除去するために撹拌水中で急冷されます。

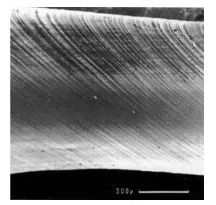
スリップラインを示す微細構造
ひずみ硬化または冷間加工としても知られる加工硬化は、塑性変形による金属の強化です。 この強化は、材料の結晶構造内での転位の動きと転位の生成のために発生します。 金属の塑性変形の通常の方法は、すべり面と呼ばれる明確な結晶面に沿って結晶のブロックを別のブロック上でスライドさせることです。 原子はすべり面に沿って整数個の原子距離を移動し、すべり線と呼ばれるステップが生成されます。
結晶のバリアのスリッププレーンに転位が堆積するため、ひずみ硬化が発生します。 ひずみ硬化または加工硬化は、互いに相互作用する転位、および結晶格子を通るそれらの運動を妨げる障壁と相互作用する転位によって引き起こされることが今では理解されている。 転位の移動を妨げる障壁を増やすことができれば、加工硬化の速度を上げることができると言えます。
この強靭で高強度のマンガン鋼のユニークな特徴は、表面の降伏強度379MPaから極限引張強さ965MPaまでの急速な加工硬化であると言われています。 ハドフィールド鋼の急速な加工硬化は、オーステナイトからマルテンサイトへのひずみ誘起変態から生じると一般に教えられています。
マンガン鋼の独特の耐摩耗性はまた、せいぜい機械加工を非常に困難にします。 マンガン鋼の製造当初は、機械加工が不可能であると考えられ、部品の成形に研削が使用されていました。 最新の切削工具を使用すると、マンガン鋼の旋削、穴あけ、フライス加工が可能になります。 マンガン鋼は他の鋼のように機械加工されておらず、通常、負のすくい角で作られた工具が必要です。 さらに、表面速度が比較的遅く、切り込みが深いと、最良の結果が得られます。 この配置は高い切削抵抗を生み出し、機器と工具はこれらの力に耐えるために頑丈でなければなりません。 工具のびびりは、機械加工される表面の加工硬化を増加させる可能性があります。 ほとんどの切断は通常、いかなる種類の潤滑剤も使用せずに行われます。 マンガンの機械加工中は、次のカットで加工硬化ゾーンを継続的に除去することが重要です。 小さな仕上げカットや工具のチャタリングにより、硬度が高まり、残りの表面が実質的に機械加工できなくなります。
可能であれば、マンガン鋼の穿孔は非常に困難であり、必要な穴は穿孔された部分に対して鋳造されるべきである。 穿孔された穴が必要な場合は、機械式のインサートを穿孔したり穴あけしたりタップしたりすることができるように、軟鋼製のインサートを部品にキャストすることがよくあります。
