なぜメタルセラミック研削ロールを開発するのか?
中国は鉱物埋蔵量が最も豊富な国の一つです。基礎材料科学の発展に伴い、鉱石粉末の需要は年々増加しています。鉱石粉末の製造プロセスは数多くあります。垂直ミルシステムは今日の典型的な粉砕プロセスであり、セメント、建材、鉱業、電力、グラスファイバー、その他の産業で広く使用されています。垂直ミル内の粉砕ローラーとライニングプレートの組み合わせ動作により、鉱石は粉砕され、ミクロンサイズまたはさらにはナノサイズの粉末に粉砕されます。粉砕・研削を連続的に行うと、材料の反力により研削ローラーの表面も摩耗し、金属材料の摩耗が大きくなるだけでなく、研削機能の低下や研磨力の低下につながります。生産量が減少し、研削ローラーのメンテナンスや交換にかかるコストが増加します。現在、竪型ミルの粉砕ローラーは高クロム鋳鉄製、または高クロム鋳鉄を肉盛溶接したものが多く使用されています。動作安定性は良好ですが、日当出力が低い、耐摩耗性が不足するなどの課題が残されています。問題は、資源消費量の削減に対する人々の期待に応えられないことだ。したがって、新しい研削ローラーを製造するための新素材の開発が重要です。この記事では、縦型ミルにおけるサーメット複合粉砕ローラーの開発について簡単に紹介し、その適用効果を事例とともに分析します。
中国および海外における耐摩耗性金属セラミック研削ロールの開発と応用の概要
竪型ミルの主粉砕部品である粉砕ローラーには、高い硬度とある程度の靭性が要求されます。耐摩耗材料の開発プロセスは、高マンガン鋼、ニッケル硬質鋳鉄、高クロム鋳鉄の 3 段階を経ました。高マンガン鋼は衝撃荷重がかかる条件でよく使用されますが、完全に硬化することができず、耐摩耗性が非常に限られています。ニッケル硬質鋳鉄は焼入れ性に優れているため、鋳造時に硬くて耐摩耗性のマルテンサイト + M3C 炭化物構造を形成します。この共晶構造は、材料によるマトリックスの耕作に十分に抵抗できます。が、靭性が不十分であり、適用範囲が比較的狭い。高クロム鋳鉄は、高マンガン鋼、ニッケル硬質鋳鉄に続いて開発された第3世代の耐摩耗性材料です。高クロム鋳鉄は通常の鋳鉄に比べ、靭性、耐熱性、耐摩耗性に優れています。
鉱石の粉砕などの産業では、装置の稼働速度が向上し続けると、高クロム鋳鉄の耐摩耗性が不十分になります。耐摩耗材料に関する海外の研究は、強化相として ZTA セラミック粒子と WC セラミック粒子を使用した金属マトリックス複合材料に焦点を当てています。その中でもベルギーを代表とする複合材料調製メーカーは、 マゴトー インドの VEGA耐摩耗性材料会社は、サーメット複合研削ローラーとライニングの製造にそのような材料を使用しており、その作業面は高硬度と高耐摩耗性の特性を備えています。金属セラミック複合粉砕ローラーとライニングは、海外のセメント、火力発電、その他の産業で広く使用されており、縦型ミルの稼働時間を大幅に延長し、縦型ミルの異常なメンテナンスを削減します。しかし、輸入サーメット研削ローラーは価格が高く、納期も長いため、価格性能比は高くありません。国内市場は国産サーメット研削ローラーに期待を寄せています。中国とその他の国の研削ローラー特性の比較を下表に示します。
| 研削ローラータイプ | 各種研磨ローラーの特徴 | ||
| 利点 | 不利益 | ||
| 中国市場 | 合金鋼 | 高強度、高靭性、高硬度、耐摩耗性 | 高コスト |
| 鋳鋼 | 優れた強度と靭性 | 硬度が低く耐摩耗性が低い | |
| ダクタイル鋳鉄 | 良好な靭性、高硬度、中程度の耐摩耗性、加工が容易 | 割れやすい、強度が低い | |
| 硬化肉盛高クロム鋳鉄 | 高強度、高靭性、高硬度 | 剥がれやすい、肉盛溶接が多い、耐寒熱疲労性が不十分 | |
| 高マンガン鋼 | 高い靭性、硬度、適度な耐摩耗性 | ひび割れや縮みが起こりやすい | |
| 低合金鋼 | 高い強度、靭性、耐衝撃性 | 耐摩耗性がなく、寿命が短い | |
| 他国の市場 | 耐摩耗性コーティング | 高い強度と靭性 | 耐衝撃性が低く、高価である |
| 遠心鋳造バイメタル高合金鋼 | 高硬度、耐摩耗性の外層、強力な内層 | 分離が簡単 | |
サーメット複合材料の作製
複合材料の準備プロセス
サーメット複合材料は、セラミック粒子と金属マトリックスで構成されています。複合材料中のセラミック粒子は、主な耐摩耗性の担い手として、複合材料の使用において重要な役割を果たしており、金属マトリックスは、複合材料の使用中にセラミック粒子が負担する力を軽減することができます。鋳造浸透法によるサーメット複合材料の製造は、長い製造サイクル、高エネルギー消費、高コストなどの欠点を回避できます。 ProCAST シミュレーション ソフトウェアを使用して、注湯温度 1350 ℃、1450 ℃、1550 ℃、1650 ℃、注湯速度 3.0 kg/s、3.5 kg/s での ZTAp/高クロム鋳鉄母材複合材料のプロセスをシミュレーションしました。 kg/秒、および4.0kg/秒。さまざまな条件で応力条件を与え、実験を通じてシミュレーション結果を検証します。結果は,注入速度が3.5kg/秒で,注入温度が1550°Cのとき,砂重力鋳造下で複合効果がより優れていることを示した。これにより、複合プロセス中にプレハブ本体の構造的完全性が良好になることが保証されます。負圧鋳造浸透を使用して、ZTA セラミック強化高クロム鋳鉄マトリックス複合材料を調製しました。 ZTAセラミック表面にNiメッキとCr粉末をコーティングすることにより、高温溶融中での元素拡散を利用して界面の濡れ性を向上させ、含浸効果を促進し、接合強度を高めます。私たちは、無加圧浸透鋳造プロセスを使用して、ミクロンサイズのジルコニア強化アルミナ粒子で強化された高クロム鋳鉄ベースの複合材料を調製しました。これにより、浸透条件下でミクロンサイズのセラミック粒子プリフォームの融合不良の問題が解決され、ZTAp 強化が体系的に研究されました。 。高クロム鋳鉄母材複合プリフォーム中の微粉末含有量がその微細構造と機械的特性に及ぼす影響。
複合材料組織の特徴
サーメット複合材料は、適切な製造プロセスによりマトリックス中に多量のマルテンサイトを生成し、同時に六方晶系の一次炭化物 M7C3 を分散させます。これにより母材の摩耗速度が遅くなり、ZTAセラミック粒子を最大限に保護し、高い耐摩耗性を実現します。方向性凝固技術を用いて過共晶組織の高クロム鋳鉄を作製しました。私たちは、焼入れと焼き戻しがマトリックス構造、硬度、靭性、耐摩耗性に及ぼす影響を研究しました。 1050℃焼入れ+450℃焼戻し処理により、高クロム鋳鉄の組織はM7C3+マルテンサイトとなり、少量の残留オーステナイトが存在します。マトリックスは高い衝撃エネルギーと高い耐摩耗性を備えています。我々は、さまざまな熱処理条件下での亜共晶高クロム鋳鉄の微細構造と性能試験を特徴付けました。亜共晶高クロム鋳鉄の硬度と衝撃吸収エネルギーは、焼入れ温度および保持時間の延長とともに増加することがわかりました。焼入れおよび焼き戻し後の最大硬度は58HRCに達し、最大衝撃エネルギー吸収は15Jに達します。我々は、共晶高クロム鋳鉄の微細構造と機械的特性に及ぼす熱処理プロセスの影響を研究しました。共晶区間の炭素含有量の範囲は、Cr 含有量の増加とともに減少します。これはほぼ直線的な関係です。 400~500℃で焼戻しすると二次硬化が起こります。硬度が急激に上昇し、摩耗量が大幅に減少します。
複合構造の設計
金属ベースの耐摩耗性複合材を徹底的に研究し、製品の作業面の用途と出力の要件に応じて複合材の構成が最適化および設計されています。現在、金属セラミック複合領域は三次元の三次元格子として準備されており、この構造は金属溶融物の収縮中に発生する応力を効果的に回避することができます。金属セラミック複合材料の準備および使用プロセスで亀裂、破損、またはその他の欠陥が発生しないことを確認してください。一方、格子状の金属セラミック複合領域は摩耗プロセス中に凹凸構造を生成し、粉砕ロールとライナーの間の材料破砕領域に鉱石片を効果的に「キャッチ」できます。有限要素解析ソフトウェアに基づいて、鋳造プロセス中の ZTA セラミック粒子強化高クロム鋳鉄マトリックス複合材料の温度場と熱応力をシミュレーションしました。熱弾性塑性力学モデルを適用して、さまざまな構造のプレキャストボディ鋳物の熱応力分布を正確に記述しました。最後に、プレキャスト本体の穴の側面が増加するにつれて熱応力が減少する、つまり、ハニカム穴が円形の場合に熱応力が最小になることが示されています。
衝撃摩耗摩耗条件下での材料の破損メカニズムと組み合わせて、非衝撃摩耗摩耗条件下での構造用セラミック/鋼複合材の耐摩耗性の向上は、セラミック粒子の硬度と靱性の組み合わせ性能に依存することを分析します。 、マトリックスの硬度とセラミック/マトリックスの界面結合強度。衝撃摩耗条件下での構造用セラミック/鋼複合材の耐摩耗性の向上は、主にセラミック粒子の硬度、マトリックスの硬度、およびセラミック/マトリックスの界面結合強度に依存します。衝撃摩耗の場合、構築されたセラミック/スチール複合材料の耐摩耗性の向上は、主にセラミック粒子の靭性、マトリックスの硬度、およびセラミック/マトリックスの界面結合強度に依存します。
金属セラミックス複合研削ロールの製造と応用
サーメット複合研削ローラーの構造設計と製造工程の概要
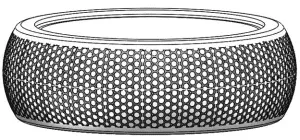
まず、セラミック粒子の表面を合金化し、処理されたZTAセラミック粒子と高クロム合金粉末を比例的に混合し、グラファイト型に入れて圧縮した。セラミックプリフォームは高温真空焼結成形によって調製され、プリフォームの形態は図に示すとおりであり、グリッド細孔壁比は(1.5〜1.8):1でした。
プリフォームは、下図に示す方法で金属のキャビティ内に順次配置され、固定されます。高クロム鋳鉄溶解物は、1550°C の温度で重力鋳造によって注入されます。ロールを72時間保持した後、取り外すと、サーメット複合研削ロールが得られる。 72時間保持した後、金属セラミック複合粉砕ロールを取り外した。
金属セラミック複合研削ローラーの作用効果
当社の金属セラミック複合研削ロールは、表 2: 従来の高クロム鋳鉄とガラス繊維を研削する金属セラミック研削ロールのデータ比較に示す作業条件でガラス繊維業界で使用されています。従来の鋳造高クロム鋳鉄研削ロールの初期使用、毎時 11 トンの生産量、ロール表面の摩耗厚さ 12,000 ~ 45 mm 後の総生産量 50 トン。今回は、時間内に生産量が急激に減少し、生産要件を満たすことができなくなりました。金属セラミック複合研削ロールの使用後、時間当たりの生産量は13t以上で安定しており、これは従来の高クロム鋳鉄研削ロールと比較して18%高いです。両面使用最大60,000tは、従来の高クロム鋳鉄研磨ローラーの5倍の総生産量に相当します。表 2 のデータ分析から、金属セラミック複合研削ロールを使用すると、エネルギーを節約し、エネルギー消費量を削減し、再生不可能な資源の無駄を減らすことができます。
| 表2 従来の高クロム鋳鉄とサーメット研削ローラの動作データの比較 | |||||
| 材料 | 平均電流/A | 総摩耗厚さ/mm | 総稼働時間/時間 | 平均単位時間生産量/(t/h) | 総生産量統計/万トン |
| 高クロム鋳鉄 | 28 | 45-50 | 1000 | 11 | 1.2 |
| 金属セラミック複合材 | 25 | 35-40 | 4600 | 13 | 6 |
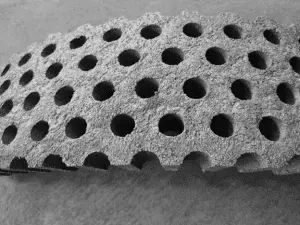
図 3 は、さまざまな動作段階での金属セラミック複合研削ロールの摩耗を示しています。セラミック粒子が顕著な格子状に分布していることがわかります。これにより、操作中にローラーの粉砕領域に材料が「捕捉」され、粉末の収率が向上します。
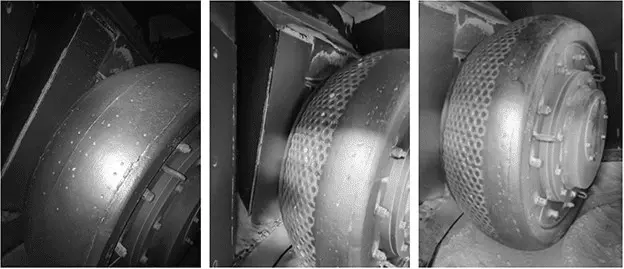
図4は、異なる出力の下での研削ローラーの作業面の摩耗厚さを示す。戦前における研削ローラーの作動面の摩耗速度は比較的速かったことがわかります。
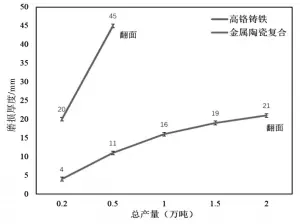
これは「慣らしプロセス」(セラミックが完全に機能しないとき)によるもので、磨耗の増加につながります。ロールを使用し続けると、金属とセラミックの複合領域がフル稼働し、摩耗率は徐々に横ばいになります。表 2 のデータは、金属セラミック複合ロールの耐摩耗性が従来の高クロム鋳鉄ロールの耐摩耗性よりもはるかに高いことを示しています。
経済的利益の分析
同じ使用サイクルにおいて、表面仕上げの必要のない金属セラミック複合研削ロールを使用すると、購入コストとメンテナンス訪問回数が削減されるだけでなく、生産コストも大幅に削減されます。
| 表3 金属セラミック複合研削ロールと高クロム研削ロールの経済性の比較 | |||||
| 項目 | 調達コスト/セット(人民元) | 1トン当たりの研削ロールの平均コスト(人民元) | 消費電力量/(kWh/t) | トンあたりの電気料金 (人民元) | 1 トンあたりの研削ロール セットの総コスト/人民元 |
| 高クロム鋳鉄研削ロールおよびライナー | 120000 | 10.27 | 64 | 40 | 50.27 |
| 金属セラミック複合研削ロールおよびライナー | 250000 | 4.22 | 62 | 38 | 42.22 |
HRM1700竪型ミルを例にとると、従来の高クロム鋳鉄の寿命は約1000時間、総生産量は12,000トン、市場価格は120,000台あたり約0.32万元、解体・メンテナンス費用は10.27万元、平均コストは40万元である。粉末50.27トン当たりの粉砕ロールは4600元、粉末60,000トン当たりの電力消費コストは250,000元、粉末0.32トン当たりの高クロム鋳鉄ロール4.22セットの合計は38元です。金属セラミック複合粉砕ローラーとライナーに変更 寿命は約42.22時間、総生産量は100,000万トン、市場価格はセットあたり約6.05万元、解体・メンテナンス費用は2万元、粉砕ローラーの平均トン数は粉末コスト粉末605,000トン当たりの消費コストは200,000元、粉末XNUMXトン当たりの消費コストはXNUMX元、粉末XNUMXトン当たりの高クロム鋳鉄粉砕ローラーXNUMXセットの合計はXNUMX元です。単一の垂直ミルの年間生産量 XNUMX トンに基づいて計算すると、粉末 XNUMX トンあたり粉砕ローラーの購入コスト XNUMX 元を節約し、電気代 XNUMX 元を節約でき、年間の購入コスト XNUMX 元を削減でき、電気代を節約できます。約XNUMX万元。
結論
啓明鋳造は金属セラミック複合材料の研究で多くの成果を上げ、国産金属セラミック複合研削ロールの理論的基礎を築きました。鋳造および溶浸法によって製造された金属セラミック複合粉砕ロールは、顧客のガラス繊維粉末製造装置に適用され、エネルギー節約と消費量削減の明らかな効果があります。
- 金属セラミック複合研削ロールを使用すると、単一金属の耐摩耗性材料と比較して、時間当たりの生産量を最大 18% 増加させることができます。
- 同じ摩耗条件下で、金属セラミック複合研削ロールの体積摩耗は30%〜35%減少し、研削ロールの全体的な耐用年数を3〜5倍に延ばすことができます。
- オーバーホールの回数が 6 回減少すると、調達コストが年間 605,000 ドル削減され、電気代が約 200,000 ドル節約されます。
- エネルギー消費量を削減し、金属セラミック複合粉砕ロールの使用により、粉末 3 トンあたりの平均電力消費量を XNUMX% 削減します。



