Contáctanos
¡Deje sus necesidades específicas e información de contacto y el personal se comunicará con usted lo antes posible!
Qiming Casting es una de las fundiciones de fundición de acero al manganeso más grandes del mercado de China, que se centra en la fundición. Hadfield acero para revestimientos de trituradoras, revestimientos de molinos, revestimientos de desgaste de trituradoras y paletas de alimentación de plataforma. Actualmente, nuestra empresa es capaz de diseñar, diseñar y fabricar piezas fundidas que oscilan entre 5 kg y 18000 kg de peso.
No solo el acero Hadfield estándar (Mn14), Qiming Casting también fundió acero de súper manganeso (Mn18, Mn22) y acero de aleación de manganeso (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo y otras aleaciones) para la industria de la minería, el cemento y las canteras.
Qiming Casting sirve a una base global de fabricantes de equipos originales, minas metálicas y plantas de agregados. Hemos desarrollado una instalación de clase mundial para producir de manera eficiente piezas fundidas de acero al manganeso de la más alta calidad de una manera segura, con control de calidad y respetuosa con el medio ambiente.
Qiming Casting fabrica tipos de piezas de fundición de acero al manganeso para la industria de canteras, minería y cemento, que incluyen: revestimientos de mandíbulas de manganeso, revestimientos de cono de manganeso, revestimiento de molinos de manganeso, bandejas de alimentación de delantal de manganeso, piezas de desgaste de trituradoras de manganeso y martillos de manganeso.

Qiming Casting fabrica revestimientos de mandíbulas de manganeso para marcas populares, que incluyen placas de mandíbulas fijas, placas de mandíbulas móviles y placas de mejillas.

Qiming Casting fabrica revestimientos de cono de manganeso para marcas populares, que incluyen el manto de la trituradora de cono, la trituradora de cono cóncava y el anillo de antorcha.

Qiming Casting fabrica revestimientos de manganeso para molinos para marcas populares, que incluyen revestimiento de extremo, revestimiento de elevación, revestimiento de descarga y revestimientos de carcasa.

Qiming Casting fabrica bandejas de alimentación de delantal de manganeso para marcas populares, que incluyen la serie D, la serie AF y otras.

Qiming Casting fabrica piezas de desgaste de trituradoras de manganeso para marcas populares. Esas piezas incluyen rejillas para trituradoras, yunques, tapas y martillos.

Qiming Casting fabrica martillos de manganeso para plantas trituradoras y trituradoras de martillos. Nuestro acero de aleación de manganeso aumenta significativamente la vida útil del martillo.

Cada proceso de nuestra producción se ejecuta estrictamente de acuerdo con el Procedimiento de operación estándar (SOP). El proceso principal es el siguiente: simulación de vertido, desarrollo de moldes, inspección de materias primas, modelado (fabricación de núcleos), fusión, vertido de metales, limpieza y tratamiento térmico, mecanizado, inspección, embalaje en almacén y envío.
Diseñe y produzca moldes de acuerdo con los requisitos de los dibujos. En general, los moldes de madera se pueden usar para la producción de una sola pieza, los moldes de plástico y los moldes de metal se fabrican para la producción en masa, y las plantillas se pueden hacer para la fundición en masa.
Incluye el modelado (formación de la cavidad de la pieza fundida con arena de moldeo), elaboración de machos (formado de la forma interna de la pieza fundida) y emparejamiento de moldes (colocación del núcleo en la cavidad y cierre de las muflas superior e inferior). El modelado es un proceso clave en el casting.
De acuerdo con la composición del metal requerida, se combina la composición química y se selecciona el horno de fusión apropiado para fundir el material de aleación para formar un líquido metálico calificado (incluida la composición calificada y la temperatura calificada).
Verter el metal fundido calificado en la caja de arena equipada con el molde. La etapa de vertido tiene altos requisitos de seguridad y contamos con un riguroso control de proceso para proteger la seguridad de nuestros empleados.
Después de verter y solidificar el metal fundido, se retira la arena de moldeo y se desmontan la compuerta y otros accesorios para formar la fundición requerida.
El mecanizado es el paso más importante para facilitar la instalación de los productos.
Todas las dimensiones de las piezas en bruto se verifican mediante una máquina de medición por coordenadas (CMM). Contamos con un durómetro Rockwell, un instrumento de equilibrio dinámico, un medidor de redondez, etc. El departamento de calidad de la empresa cuenta con empleados certificados para realizar pruebas UT, PT y MT.
La composición química es uno de los factores más importantes que pueden afectar las propiedades mecánicas de las piezas fundidas de acero con alto contenido de manganeso. El contenido de carbono y manganeso juega un papel importante en la producción de acero con alto contenido de manganeso. La fundición de acero al manganeso puede tener varios grados modificados en su ruta de producción, y estos grados generalmente se producen para cumplir con los requisitos de la aplicación, el tamaño de la sección, el tamaño de la pieza fundida, el costo y las consideraciones de soldabilidad. Y otros elementos de contenido también juegan un papel importante en la fundición de acero al manganeso.
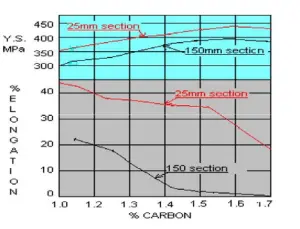
Efecto del contenido de carbono sobre el límite elástico y el alargamiento de la fundición de acero al manganeso
Efecto del contenido de carbono sobre el límite elástico y elongación de la fundición de acero al manganeso. Mostró sistemáticamente que la resistencia a la abrasión de la fundición de acero con alto contenido de manganeso aumentará con un aumento en el contenido de carbono. Rara vez se utiliza un contenido de carbono superior al 1.4% debido a la dificultad de obtener una estructura austenítica libre de carburos limítrofes de grano que son perjudiciales para la resistencia y ductilidad de dicho acero.
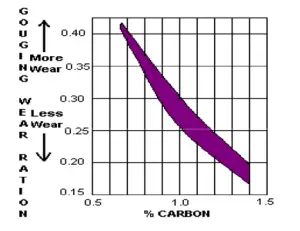
Efecto del contenido de carbono sobre la resistencia al desgaste de la fundición de acero al manganeso
Efecto del contenido de carbono sobre la resistencia al desgaste de la fundición de acero al manganeso. El bajo contenido de carbono (0.7% C mínimo) se puede utilizar para minimizar la precipitación de carburo en fundiciones pesadas o en soldaduras, y se especifican contenidos de bajo carbono similares para el metal de aportación de soldadura. Por otro lado, se sabe que el manganeso es un estabilizador de austenita, por lo que el exceso de manganeso al acero hará que la fase austenítica se vuelva estable a temperatura ambiente. La austenita tiene una estructura FCC; por lo tanto, el exceso de manganeso (20 - 26)% en peso puede disminuir el límite elástico.
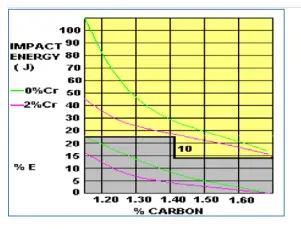
Efecto del contenido de cromo en fundición de acero al 13% de manganeso
El cromo tiene una tendencia a aumentar la penetración de la dureza. Este elemento tiene efectos interesantes sobre el acero, además de mejorar la resistencia a la corrosión del acero al manganeso. El cromo actúa como formador de carburo, por lo que el exceso de Cr en el acero al manganeso dará como resultado la precipitación de carburo en el límite de grano en el estado de colada. Los resultados de Pribulova mostraron que para disminuir la fracción de volumen de carburo y obtener buenos valores de impacto, el contenido de cromo debe limitarse al 0.1%. Este carburo se puede eliminar mediante un tratamiento de solución entre 1050 °C y 1100 °C. Si existen carburos en la estructura en estado de temple, es deseable que estén presentes como partículas o nódulos relativamente inocuos dentro de los granos de austenita en lugar de como envolturas continuas en los límites de grano. Si estos carburos están presentes como partículas inocuas dentro de la matriz, la resistencia a la fluencia aumentará mientras que la energía de impacto disminuirá.
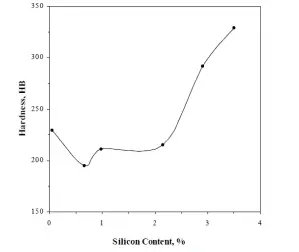
Efecto del contenido de silicio en la fundición de acero al manganeso
El silicio se utiliza como agente desoxidante (letal) en la fusión del acero, pero para el acero al manganeso, la adición de silicio cambia la morfología del Fe3C y tiene un efecto sobre la dureza del acero al manganeso. El aumento de dureza se puede explicar sobre la base de que al aumentar el contenido de silicio más allá del 1.99%, la fracción de volumen de Fe3C aumentará dando lugar a la dureza del acero Hadfield.

Efecto del contenido de fósforo en la fundición de acero al manganeso
El fósforo es un problema mayor en el acero al manganeso y tiende a segregarse en los límites de grano, se licúa durante el recocido en solución y forma una película eutéctica de fosfuro quebradiza. El contenido de fósforo para las barras de prueba de 25 mm muestra pocos cambios en las propiedades de tracción. Por encima del 0.06 % de fósforo, la plasticidad a alta temperatura del acero al manganeso se reduce considerablemente debido al eutéctico de fosfuro. Por encima del 0.1 %, la resistencia a la tracción y la elongación del acero al manganeso disminuyen.
Efecto del contenido de molibdeno en la fundición de acero al manganeso. Las adiciones de molibdeno a los aceros al manganeso dan lugar a varios cambios. En primer lugar, la temperatura inicial de la martensita se reduce, lo que estabiliza aún más la austenita y retarda la precipitación de carburos. A continuación, las adiciones de molibdeno cambian la morfología de los carburos que se forman durante el recalentamiento después de que el material haya tenido un tratamiento de solución. Normalmente se forman películas de carburos aciculares en los límites de grano, pero después de añadir molibdeno, los carburos que precipitan se fusionan y se dispersan a través de los granos. El resultado de estos cambios es que la tenacidad del acero mejora con la adición de molibdeno. Otro beneficio de las adiciones de molibdeno puede ser la mejora de las propiedades mecánicas en estado bruto de fundición. Esto puede ser un beneficio real durante la producción de fundición. En grados de carbono más altos, el molibdeno aumentará la tendencia a la fusión incipiente, por lo que se debe tener cuidado para evitar esto, ya que las propiedades mecánicas resultantes se verán gravemente disminuidas.
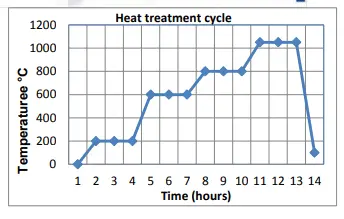
Idealmente, los aceros al manganeso tratados térmicamente tendrán una microestructura austenítica de grano fino completamente homogeneizada. El tamaño de grano es una función de la temperatura de vertido y el tratamiento térmico normalmente no influye en el tamaño de grano. Algunos han intentado desarrollar estrategias de tratamiento térmico que primero transformarían la estructura en una estructura perlítica, que luego permitiría el refinamiento del grano en el tratamiento térmico final. Estas estrategias no han sido ampliamente aceptadas o implementadas por varias razones. Una razón es que estos ciclos se vuelven costosos debido a las altas temperaturas del horno y los largos tiempos de espera requeridos. Además, la aleación a menudo no mejoraba significativamente con estos ciclos.
El ciclo de tratamiento térmico típico para la mayoría de los aceros al manganeso consiste en un recocido en solución seguido de un enfriamiento con agua. Este ciclo puede comenzar a temperatura ambiente o a temperatura elevada dependiendo de la temperatura de inicio de las piezas fundidas. La temperatura de inicio en el horno de tratamiento térmico se establece para que esté cerca de la temperatura de las piezas de fundición y luego se eleva a una velocidad lenta a moderada hasta que se alcanza la temperatura de remojo. Las temperaturas de remojo son típicamente altas para facilitar la disolución de cualquier carburo que pueda estar presente. Las temperaturas en o cerca de 2000 ° F se usan típicamente para lograr el efecto homogeneizador deseado. La composición química de la aleación finalmente establecerá la temperatura de remojo.
El tratamiento térmico fortalece el acero austenítico al manganeso para que pueda usarse de manera segura y confiable en una amplia variedad de aplicaciones de ingeniería. El recocido y enfriamiento por solución es el tratamiento estándar que produce propiedades de tracción normales y la tenacidad deseada. Esto implica una austenitización seguida rápidamente de un enfriamiento con agua. La temperatura de austenitización se mantiene entre 1050 °C y 1100 °C y luego se enfría en agua agitada para eliminar la etapa de vapor.

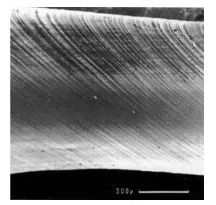
Microestructura que muestra líneas de deslizamiento
El endurecimiento por trabajo, también conocido como endurecimiento por deformación o trabajo en frío, es el refuerzo de un metal por deformación plástica. Este fortalecimiento se produce debido a los movimientos de dislocación y la generación de dislocaciones dentro de la estructura cristalina del material. El método habitual de deformación plástica en metales es mediante el deslizamiento de bloques del cristal sobre otro a lo largo de planos cristalográficos definidos, llamados planos de deslizamiento. Los átomos se mueven un número entero de distancias atómicas a lo largo del plano de deslizamiento y se produce un paso que se conoce como línea de deslizamiento.
El endurecimiento por deformación se debe a la acumulación de dislocaciones en las llanuras de deslizamiento en las barreras del cristal. Ahora se entiende que el endurecimiento por deformación o endurecimiento por trabajo es causado por dislocaciones que interactúan entre sí y con barreras que impiden su movimiento a través de la red cristalina. Se puede decir que la tasa de endurecimiento por trabajo puede aumentarse si se pueden aumentar las barreras que impiden el movimiento de las dislocaciones.
Se ha mencionado que la característica única de este acero al manganeso resistente y de alta resistencia es el rápido endurecimiento por trabajo, desde el límite elástico de 379 MPa hasta una resistencia máxima a la tracción de 965 MPa en la superficie. Se enseña comúnmente que el rápido endurecimiento por trabajo en el acero Hadfield surge de la transformación inducida por deformación de austenita en martensítica.
Las propiedades únicas de resistencia al desgaste del acero al manganeso también lo hacen muy difícil de mecanizar, en el mejor de los casos. En los primeros días de la producción de acero al manganeso, se pensaba que no se podía mecanizar y se usaba molienda para dar forma a las piezas. Ahora, con las herramientas de corte modernas, es posible tornear, taladrar y fresar aceros al manganeso. El acero al manganeso no se asemeja a otros aceros y, por lo general, requiere herramientas que se fabrican con un ángulo de inclinación negativo. Además, las velocidades superficiales relativamente bajas con grandes profundidades de corte producen los mejores resultados. Esta disposición produce altas fuerzas de corte y el equipo y las herramientas deben ser robustos para resistir estas fuerzas. Cualquier vibración de las herramientas puede aumentar el endurecimiento de la superficie que se está mecanizando. La mayoría de los cortes se realizan normalmente sin ningún tipo de lubricación. Durante el mecanizado de manganeso, es importante eliminar continuamente la zona endurecida por trabajo con el siguiente corte. Los pequeños cortes de acabado o el castañeteo de la herramienta harán que la dureza se acumule y que la superficie restante sea prácticamente imposible de mecanizar.
La perforación de los aceros al manganeso, si bien es posible, es muy difícil y los orificios necesarios se deben moldear en la pieza en lugar de taladrar. Si se requieren orificios perforados, los insertos de acero suave a menudo se moldean en la pieza para que el inserto mecanizable se pueda perforar o perforar y roscar.
