Contáctanos
¡Deje sus necesidades específicas e información de contacto y el personal se comunicará con usted lo antes posible!
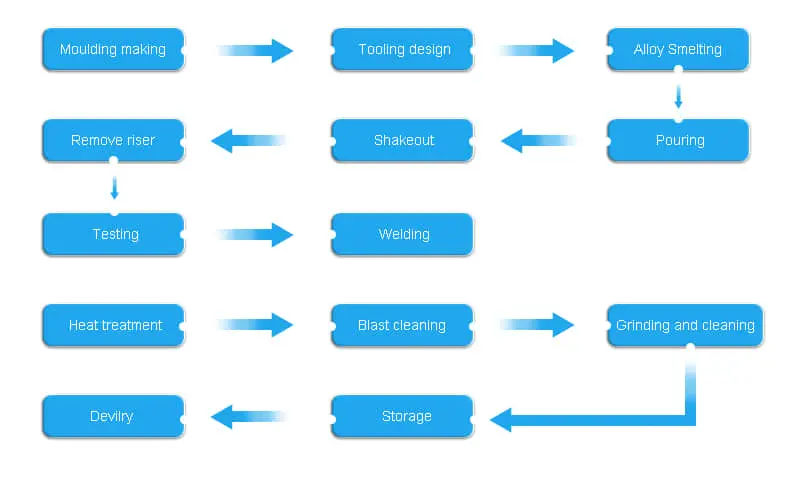
Nuestra fundición tiene 2 juegos de líneas de producción de arena unida con silicato de sodio, un juego de línea de producción de fundición con método V y un juego de producción de fundición de espuma perdida. Basado en diferentes piezas de repuesto y cantidad para elegir diferentes procesos de fundición. Cada proceso de fundición tiene ventajas y desventajas.
Moldeo en arena, también conocida como fundición moldeada en arena, es un proceso de fundición de metales que se caracteriza por utilizar arena como material de molde. El término "fundición en arena" también puede referirse a un objeto producido mediante el proceso de fundición en arena. Las piezas de fundición en arena se producen en fábricas especializadas llamadas fundiciones. Más del 70% de todas las piezas de fundición de metal se producen mediante un proceso de fundición en arena.
La fundición en arena es relativamente barata y suficientemente refractaria incluso para su uso en fundición de acero. Además de la arena, se mezcla u ocurre con la arena un agente adhesivo adecuado (generalmente arcilla). La mezcla se humedece, típicamente con agua, pero a veces con otras sustancias, para desarrollar la resistencia y plasticidad de la arcilla y hacer que el agregado sea adecuado para el moldeado. La arena suele estar contenida en un sistema de marcos o cajas de molde conocido como matraz. Las cavidades del molde y el sistema de compuertas se crean compactando la arena alrededor de modelos o patrones, o tallando directamente en la arena.

El proceso de fundición en arena se utiliza ampliamente en la fundición de piezas de desgaste de la trituradora, como placas de mandíbula, barras de soplado, revestimiento de cono, revestimiento de tazón, etc. La razón por la que son piezas de desgaste de fundición grandes y la consulta de definición de precisión no es muy alta (rango de error regular de 5 mm). Especialmente las placas de mandíbula, la mayoría de ellas no necesitan ser terminadas nuevamente. Para el revestimiento del cono, el revestimiento del tazón y el revestimiento del molino de rodillos, también solo necesitan mecanizar partes de ellos, por lo que elegimos el proceso de fundición en arena. Por otro lado, los productos que utilizaron el proceso de fundición en arena son más llevables que otros procesos de fundición, la vida útil es superior al 20%.
Fundición de espuma perdida (LFC) es un tipo de proceso de fundición de patrón por evaporación que es similar a la fundición de inversión, excepto que se usa espuma para el patrón en lugar de cera. Este proceso aprovecha el bajo punto de ebullición de la espuma para simplificar el proceso de fundición a la cera perdida al eliminar la necesidad de derretir la cera del molde.
Este proceso de colada es ventajoso para coladas muy complejas que requieren regularmente machos. También es dimensionalmente precisa, mantiene un excelente acabado superficial, no requiere corrientes de aire y no tiene líneas de separación, por lo que no se forma rebaba. La arena no adherida de la fundición de espuma perdida puede ser mucho más simple de mantener que los sistemas de arena verde y arena adherida con resina. La espuma perdida es generalmente más económica que la fundición a la cera perdida porque implica menos pasos. Por lo general, no se requieren elevadores debido a la naturaleza del proceso; Debido a que el metal fundido vaporiza la espuma, el primer metal en el molde se enfría más rápidamente que el resto, lo que resulta en una solidificación direccional natural. La espuma es fácil de manipular, tallar y pegar, debido a sus propiedades únicas. La flexibilidad de LFC a menudo permite consolidar las piezas en un componente integral; otros procesos de formación requerirían la producción de una o más piezas para ensamblar.
Las dos desventajas principales son que los costos del patrón pueden ser altos para aplicaciones de bajo volumen y los patrones se dañan o distorsionan fácilmente debido a su baja resistencia. Si se utiliza un dado para crear los patrones, existe un gran costo inicial.
Método de fundición en V, también conocida como colada al vacío o colada al vacío, que se calienta por medio de una presión de vacío fue una película de plástico plástico que cubre el patrón o plantilla, llene el tanque sin arena seca adhesiva, luego con película de plástico hasta la superficie superior del sello de arena, vacío, haga compactación de arena, desde el molde , el núcleo inferior, co-tipo, colado hasta obtener la solidificación del colado.
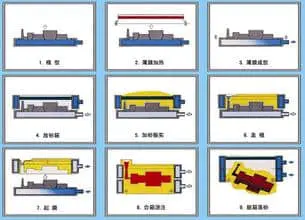
Paso 1: se instalaron plantillas superior e inferior en las dos estaciones, la plantilla, mire en la ventilación para que fluya;
Paso 2: película de la cavidad de horneado, cuando la película se calienta a un espejo, dejando caer el tren de aterrizaje, abra la válvula de vacío, película de presión negativa;
Paso 3: pintar en aerosol y secar sobre la película;
Paso 4: Coloque el matraz y realice sobre la arena de llenado de vibración de plantilla, Calibración de la superficie superior del tanque;
Paso 5: vuelva a colocar la película, conecte el sistema de vacío de la caja de arena de la tubería de vacío y corte el vacío en la plantilla;
Paso 6: conviérteme en el centro;
Paso 7: el mismo método para hacer la caja;
Paso 8: -ajuste, fundición, el proceso de fundición, la caja superior e inferior son tapones tiene un sistema de vacío de tubería de vacío, el sistema de vacío de tubería de vacío utiliza un control dinámico por computadora inteligente, para lograr un control en tiempo real del vacío del tanque inferior , sin configurar el respiradero;
Paso 9: batir la caja, sacudir, limpiar las piezas fundidas.