Baggrund
Vores kunde i USA købte 98 manganknuserhamre (Mn18) til sine lodrette cementknusere. Efter seks måneders service gik nogle dele i stykker og svigtede. Kunden ønsker, at vi analyserer årsagen til bruddet og leverer optimerede produkter.
Arbejdstilstandsanalyse
Knuserhammeren er kernekomponenten i hammerknuseren, og på grund af de kraftige arbejdsforhold i knuseren, højt manganstål er det bedst egnede metalmateriale til hammeren. Hammerhovedet i cementklinkerknuseren er hovedsageligt lavet af Mn18-højt manganstål. Under størkningsprocessen af en høj manganstålhammer, når summen af den indre spænding genereret af kølesvind og den termiske spænding genereret af temperaturforskellen mellem indersiden og ydersiden af støbningen overstiger styrken af det spændingspåvirkede område, fint vil der opstå revner i støbningen. Disse fine revner kan være fyldt med opløste elementer på den ene side, og på den anden side kan de forårsage akkumulering af indeslutninger, som begge vil danne diskontinuerlige zoner i stålmatrixen. Disse revner og deres indre fyldninger kan ikke fjernes under vandhærdningen. Under de barske og komplekse arbejdsforhold inde i knuseren har retningen og intensiteten af påvirkningen på hammerhovedet under dets drift en vis tilfældighed, hvilket fører til en kontinuerlig udvidelse af forskellene i overfladearbejdes hærdningsegenskaber og mikrostrukturegenskaber i forskellige dele af hammeren. Derudover fortsætter de eksisterende fine revner med at forplante sig under træthedspåvirkningsprocessen, hvilket i sidste ende fører til fejlulykker såsom brud eller brud på hammeren, hvilket påvirker den overordnede levetidscyklus.
Inspektion og analyse af fejlslagne knuserhamre med højt manganindhold
Ingrediens test
Forskellige støbedele blev taget til sammensætningsinspektion, og resultaterne er vist i tabel 1.
| Tabel 1. Kemisk sammensætning af Mn18 knækket hammer | |||||||||
| Position | C | Si | Mn | P | S | Cr | Mo | Al | Ti |
| overfladelag | 1.42 | 0.36 | 17.62 | 0.019 | 0.014 | 1.02 | 0.07 | 0.09 | 0.48 |
| hjerte del | 1.45 | 0.38 | 18.21 | 0.019 | 0.016 | 1.02 | 0.03 | 0.09 | 0.51 |
I tabel 1 kan det observeres, at der er en lille forskel i sammensætning mellem det centrale område og overfladen, hvilket tilskrives segregation under størkningsprocessen. Chrom er et af de grundstoffer, der tilsættes i relativt store mængder til stål med højt manganindhold, og dets rolle er også ganske klar. Efter vandhærdende behandling opløses krom for det meste i austenitfasen af stål med højt manganindhold, hvilket øger stålets flydespænding og accelererer karbidudfældning under afkøling, hvilket typisk resulterer i en kontinuerlig retikulær fordeling af karbider langs korngrænserne. Højt manganstål med tilsat krom udviser forbedret slidstyrke, når det udsættes for kraftig slagafslidning, hvilket gør det velegnet til knuserhammerstøbegods.
Titanium tilhører kategorien af vitale reducerende elementer i smeltet stål. I Mn18-stål med højt kulstofindhold og højt nitrogenindhold kan det kombineres med C og N for at danne bundfald. Hvis partikler med højt smeltepunkt, såsom TiN og Ti(C, N) dannes før størkning, kan de fungere som ikke-spontane heterogene nukleeringssteder for austenit, hvilket øger antallet af korn pr. volumenhed og dermed forfiner kornstørrelsen. Derfor har der været betydelig forskning og praktisk anvendelse af titanium mikrolegering i stål med højt manganindhold. I Mn18-stålet beskrevet i denne artikel blev omkring 0.5 % titanium tilsat i den indledende designfase.
Knuser hamre fraktur interface analyse

Fra tabel 2 når ingredienserne optimeringsmålområdet.
Efter at støbningen er afsluttet, dissekeres knusehammeren, og organisationen er vist i figur 6.
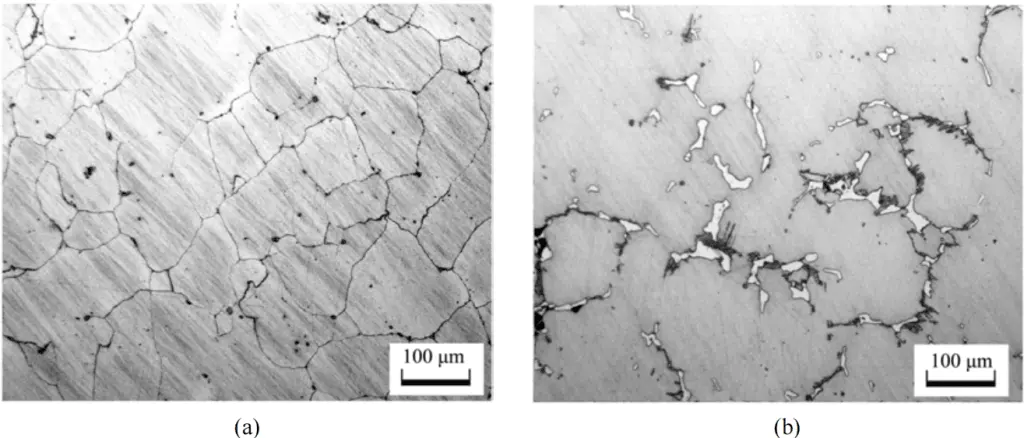
(b) Centralområde
Figur 6 viser, at efter optimering af både sammensætningen og processen, bliver strukturen nær overfladen af hammerhovedet mere ensartet. Kornstørrelsen er på niveau 2, mens kornene i kerneområdet er omkring niveau 1, der viser tydelig korngrænseudfældning. Bundfaldene er dog hovedsageligt blokformede karbider, og længden af nåleformede karbider er for det meste inden for 10 μm, hvilket indikerer en ordentlig reduktion i kulstofindholdet. Tilsætning af Mo i kombination med Cr reducerer den samlede mængde bundfald og optimerer deres morfologi, hvilket er befordrende for stabiliteten af korngrænser. Desuden blev der ikke observeret nogen TiN-lignende blokformede indeslutninger for at aggregere i ark blandt bundfaldene, hvilket tyder på, at de negative virkninger af sådanne indeslutninger er inden for et kontrollerbart område.
Efter 18 måneders brug har dette parti knusehammere ikke oplevet nogen brudfejl udover normalt slid på overfladenderne. Dette indikerer en væsentlig forbedring af den interne og eksterne kvalitet af knuserhammere, hvilket fører til en stabil forlængelse af deres levetid.
Konklusion
- Revner langs korngrænsen ved tværsnittet er den direkte årsag til Mn18 knuserhammerbrud, og den grundlæggende årsag er udfældningen af korngrænsenetværkskarbider forårsaget af en utilstrækkelig afkølingshastighed.
- Hvis Ti-indholdet er for højt, vil en stor mængde kvadratisk TiN udfældes og aggregeres ved korngrænserne, hvilket også vil mindske korngrænsebindingskraften og fremme korngrænserevner under påvirkning af eksterne kræfter.
- Brug af Cr- og Mo-kompositlegeringer kan reducere udfældningen af korngrænsecarbider, optimere karbidernes morfologi og signifikant reducere udfældningen af overdimensionerede nålelignende karbider.
- Tiltag som optimering af vandhærdningsprocessen baseret på sammensætningsoptimering er vedtaget for at forfine kornene i Mn18-hammeren, kontrollere den samlede mængde og form af bundfald og i sidste ende forlænge servicetiden.
Baseret på analysen af brudgrænsefladekarakteristika, morfologi og metallografiske struktur af manganknuserhamre er det blevet fastslået, at revner langs korngrænser, for højt Ti-indhold og urimelige produktionsprocesser er årsagerne til fejlen. Ved at reducere Ti-indholdet, øge Mo-elementet, ændre produktionsprocessen og andre foranstaltninger, optimeres mikrostrukturegenskaberne, den samlede mængde og morfologien af bundfald af Mn18-knuserhammere, og hammerhovedets servicecyklus og stabilitet forbedres effektivt.



