Kontakt os
Efterlad venligst dine specifikke behov og kontaktoplysninger, og personalet vil kontakte dig hurtigst muligt!
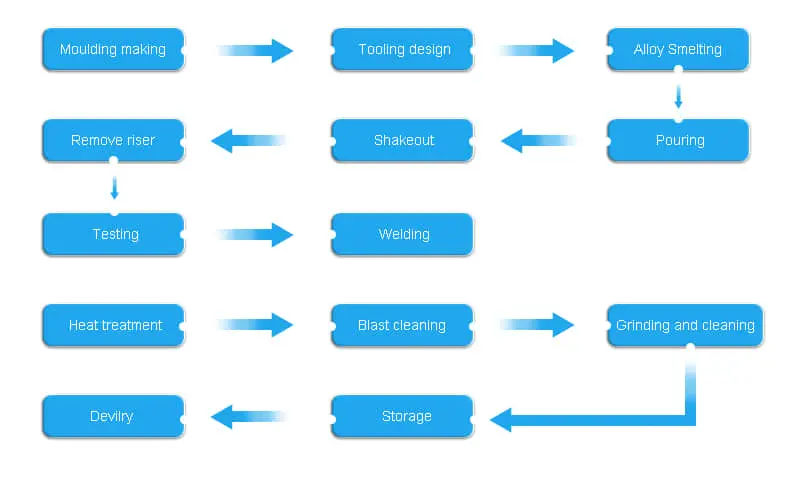
Vores støberi har 2 sæt natriumsilikatbundet sandproduktionslinje, et sæt V-metode støbeproduktionslinje og et sæt tabt skumstøbningsproduktion.Baseret på forskellige reservedele og mængde for at vælge en anden støbeproces. Hver støbeproces har i sig selv fordel og ulempe.
Sandstøbning, også kendt som sandstøbt støbning, er en metalstøbeproces, der er kendetegnet ved at bruge sand som formmateriale. Udtrykket ”sandstøbning” kan også henvise til et objekt produceret via sandstøbningsprocessen. Sandstøbning produceres i specialiserede fabrikker kaldet støberier. Over 70% af alle metalstøbninger fremstilles ved sandstøbning.
Sandstøbning er relativt billig og tilstrækkelig ildfast selv til brug af stålstøberi. Ud over sandet blandes et passende bindemiddel (normalt ler) eller forekommer med sandet. Blandingen fugtes, typisk med vand, men nogle gange med andre stoffer, for at udvikle lerets styrke og plasticitet og for at gøre aggregatet egnet til støbning. Sandet er typisk indeholdt i et system med rammer eller formkasser kendt som en kolbe. Formhulrummene og portsystemet er skabt ved at komprimere sandet omkring modeller eller mønstre eller hugget direkte ind i sandet.

Sandstøbningsprocessen er meget brugt i støbning af knusedele til knusere, såsom kæbeflader, slagstænger, kegelforing, skålforing osv. Årsagen til, at de er store støbning sliddele og præcision definition forespørgsel ikke meget høj (regelmæssigt fejlområde 5 mm). Især kæbeplader, de fleste af dem behøver ikke efterbehandling igen. Til kegelforing, skålforing og valsefoder er de bare brug for bearbejdning af dele af dem. Så vi vælger sandstøbningsprocessen. På den anden side er de produkter, der brugte sandstøbningsprocessen, mere bærbare end andre støbeprocesser, og levetiden er længere end 20%.
Støbning med mistet skum (LFC) er en type støbeproces med fordampningsmønster, der ligner investeringsstøbning, undtagen skum bruges til mønsteret i stedet for voks. Denne proces udnytter det lave kogepunkt for skum for at forenkle investeringsstøbeprocessen ved at fjerne behovet for at smelte voks ud af formen.
Denne støbeproces er fordelagtig til meget komplekse støbegods, der regelmæssigt kræver kerner. Det er også dimensionelt nøjagtigt, opretholder en fremragende overfladefinish, kræver intet træk og har ingen skillelinjer, så der dannes ingen blitz. Det ubundne sand af tabt skumstøbning kan være meget enklere at vedligeholde end grønt sand og harpiksbundet sandsystemer. Mistet skum er generelt mere økonomisk end investeringsstøbning, fordi det involverer færre trin. Risici er normalt ikke nødvendige på grund af procesens art; fordi det smeltede metal fordamper skummet, køler det første metal i formen hurtigere end resten, hvilket resulterer i naturlig retningsbestemt størkning. Skum er let at manipulere, udskære og lim på grund af dets unikke egenskaber. Fleksibiliteten ved LFC giver ofte mulighed for at konsolidere delene i en integreret komponent; andre formningsprocesser ville kræve produktion af en eller flere dele, der skal samles.
De to største ulemper er, at mønsteromkostninger kan være høje til applikationer med lavt volumen, og mønstrene let beskadiges eller forvrænges på grund af deres lave styrke. Hvis en matric bruges til at skabe mønstrene, er der en stor startomkostning.
V casting metode, også kendt som vakuumstøbning eller vakuumstøbning, som opvarmes ved hjælp af et vakuumtryk, var plastplastfilm, der dækkede mønsteret eller skabelonen, fyld tanken uden klæbende tørt sand, derefter med plastfilm til den øverste overflade af sandforseglingen, vakuum, lav sandkomprimering fra formen , den nedre kerne, co-type, støbt indtil opnået størkning af støbning.
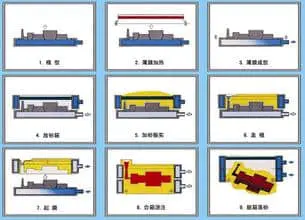
Trin 1: øvre og nedre skabeloner blev installeret i de to stationer, skabelonen, se på udluftningen, der skal strømme;
Trin 2: bagning af hulrumsfilm, når filmen opvarmes til et spejl, falder landingsudstyret, åbner vakuumventilen, undertryksfilmen;
Trin 3: spraymaling og tør på filmen;
Trin 4: Anbring kolben og udført på skabelonets vibrationsfyldningssand, kalibrering af tankens overflade;
Trin 5: Sæt filmen tilbage, tilslut vakuumrørets sandkassesystem, og afskær vakuumet på skabelonen;
Trin 6: drej mig, kernen;
Trin 7: Den samme metode til fremstilling af kassen;
Trin 8: -montering, støbning, støbeprocessen, den øverste og nedre kasse er plug har vakuumrør vakuumsystem, vakuumrørvakuumsystemet bruger intelligent computerdynamisk kontrol for at opnå en realtidskontrol af det nedre tankvakuum uden at indstille udluftningen
Trin 9: beat box, shakeout, rengøring af støbegods.