Kontakt os
Efterlad venligst dine specifikke behov og kontaktoplysninger, og personalet vil kontakte dig hurtigst muligt!
Udforsk overlegne kegleknuserforinger på Qiming Casting, den førende China Cone Crusher Liner Factory. Vores avancerede teknologi leverer præcisionskonstruerede og holdbare foringer, der overgår industristandarder. Stol på vores dedikation til kvalitet, innovation og enestående kundeservice. Øg din knusningseffektivitet med Qiming Castings højtydende kegleknuserforinger.
Cone Crushers Liners er overtøjet til en Cone Crush Operator. En kegleknuseroperatør påtager sig den anstrengende opgave at knuse gigantiske sten til mindre. Investering i det rigtige beskyttelsesudstyr bliver afgørende for at sikre en problemfri, jævn aktivitet. Du kan også finde Cone Crusher Liners som 'Cone Crusher Wear Parts'.
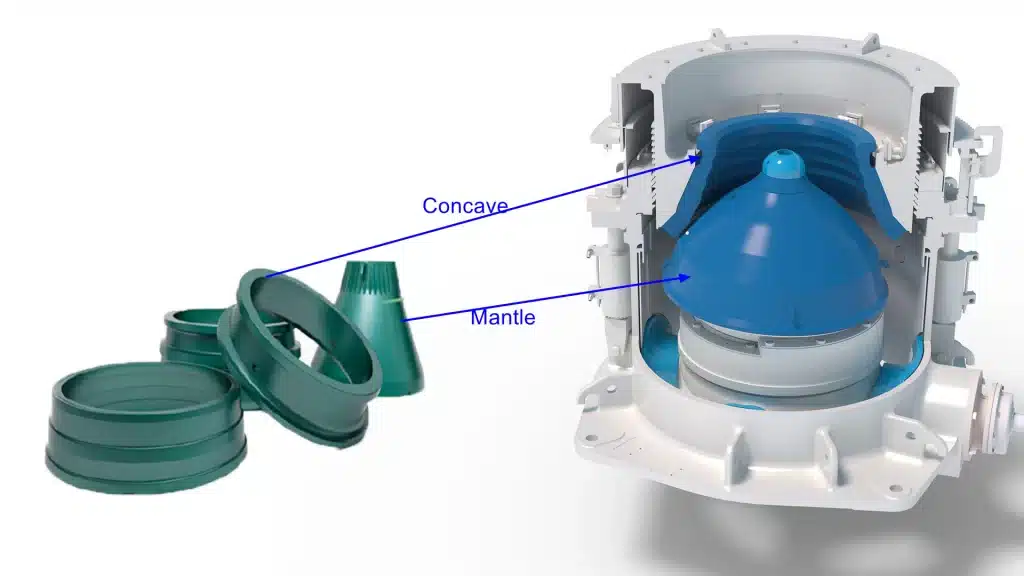
En Cone Liner er formet som en hul kugle med to skålformede forplader. Den øverste plade er kategorisk genkendt som 'Bowl Liner' eller 'Concave', mens den nederste plade er kendt som 'Cone Liner' eller 'Mantle'. Mellemrummet mellem de to liners danner et knusekammer, der smart justerer begge liners, når knusningen er i gang.
Cone Liners er lavet af højkvalitets manganstål for stærk vedhæftning ved stød. Almindeligvis er de anvendte kvaliteter Mn14, Mn18 og Mn22.
Der er mange producenter af kegleknuser liner i verden, så hvorfor skulle du vælge Qiming Casting? Der er nogle grunde:
Forskellige kegleknusere har forskellige arbejdsforhold. Brug af forskellige kegleforinger baseret på arbejdsforhold kan forlænge sliddeles levetid og minimere nedetiden.
Qiming Casting fås i forskellige materialer:

Mangan er fortsat et af de bedste valg på grund af dets holdbarhed og høje modstand. Slidforingen er ideel, og folk har brugt den i minedrift i over 100 år. På grund af dens egenskab til at hærde ved stød, er den stadig en af vores bedst sælgende kegleknuserforinger.
Du kan nu vælge mellem vores produktion af forskellige sorterede manganstål kegleknuserforinger:
Lær mere om støbning af manganstål→

Manganstål slid har en kortere levetid og kan ikke overleve barske arbejdsforhold, især ved knusning af kobbermalm. Vi introducerede mikrolegerede knuserforinger for at sikre samme effektivitet med længere slidtid.
Vi laver vores kegleknuser liner med molybdæn nikkel, som forbedrer støbningens struktur. Vores liners har en blanding af mangan og kulstof for at styrke støbningen lavet af højmanganstål.
Vores innovative mikrolegerede knuserforinger giver det samme output med længere slidtid. Vi tilbyder forskellige sorterede legeringer, der opfører sig forskelligt under forskellige arbejdsforhold. Baseret på feedback fra kunderne er mikrolegeringsforinger bedre og holder 20-30 % længere end Mn22 liners.
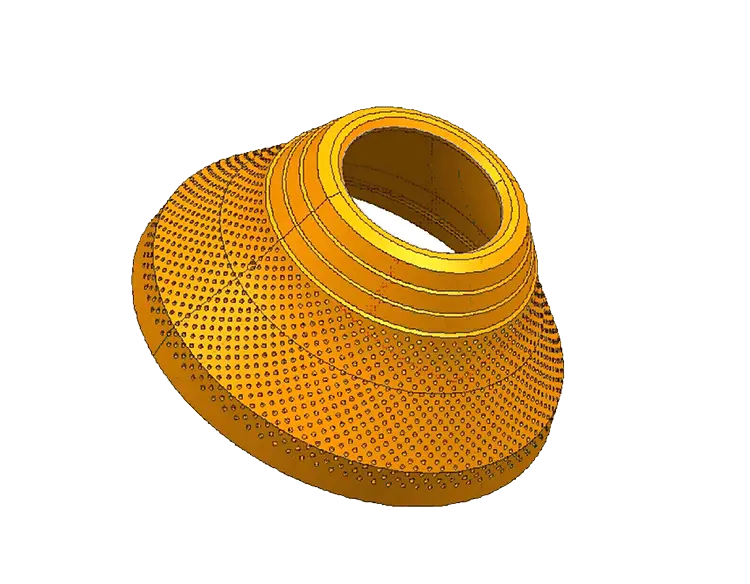
Designet eksplicit af Qiming Casting-ingeniører til at knuse ultrahårde sten. Her er hvordan vores titanium carbid Inlay Cone Crusher Liner vil fungere;
Når stenen kommer ind i knusekammeret, er de udragende titaniumcarbidstænger de første, der kommer i kontakt med stenen. På grund af titaniumcarbidstængernes ultrahårdhed, slides titaniumcarbidstængerne ekstremt langsomt. På den anden side kommer arbejdsfladen af det høje manganstål, som er underlaget, gradvist i kontakt med stenen. Når den udragende del af titaniumcarbidstangen slides, hærder den arbejdsfladen på stål med højt manganindhold.
Fordelene ved at bruge titaniumcarbid i mineværktøjer
Vores kunder siger, at kegleknuserforinger med titaniumcarbid holder dobbelt så længe som almindelige stålforinger.
Lær mere om TIC indsætter sliddele→
Der er nogle undersøgelsescases af vores liners til kegleknuser:
I nutidens økonomiske klima er omkostningsreduktion og profitmaksimering altafgørende. Succesfuld ledelse af en stenbrudsforretning involverer strategiske omkostningsovervejelser, især i forhold til at håndtere betydelige udgifter såsom udskiftning af kegleknuser.
Denne artikel introducerer en omkostningseffektiv tilgang til at minimere omkostninger til udskiftning af knuser ved brug af støbte knuserforinger. Nylige fremskridt i denne metode har bevist dens effektivitet, når den anvendes i passende scenarier. Kegleknusere fungerer ved at føre sten ind i toppen af knuserkammeret.
Kammeret er udstyret med udskiftning af knuserforing, specielt kappen og skålens foringer. Når stenen falder ned, knækker den på grund af trykket og friktionen, der genereres af bevægelsen af kappen og skålens foring.
Foringerne varierer manganindhold afhængigt af typen af sten, der knuses, fra 12% til 23%, hvilket resulterer i materialer mærket Mn14, Mn18 og Mn21.
Liner valg
Afgørende for valg af knuser er typen af skålforing:
Udvælgelsen afhænger af det ønskede produkt og råmateriale, hvilket understreger vigtigheden af at rådgive producenter. Nogle tilbyder computerstøttede designtjenester og slidanalyse til forskellige knusere, herunder konkurrenters.
Valg af knuser
Optimalt valg af knusekammer er afgørende under installation af kegleknuser. Reduktionsforholdet, der bestemmer det producerede produkt, afhænger af det valgte kammer. Desuden kræver indstillingen med lukket side, som påvirker både slid og slutprodukt, overvejelser. At vælge en standardenhed over et kort hoved reducerer fint produktoutput, hvilket fører til recirkulation og øget slid.
Kammerkarakteristika:
Tilføjelse af beskyttende overflade
For at forhindre tidligt slid på liner anvender eksperter en beskyttende belægning på liner. Manganforinger kan ændre form og størrelse over tid, hvilket påvirker knuserens pasform. Præcis påføring er afgørende, og mindre forvrængninger med bagbeklædning er håndterbare.
Den beskyttende belægningsproces involverer at placere foringen på en roterende drejeskive, forvarme den og påføre en 3 mm tyk kromkarbidperle. Slidmønstre dikterer behandlingsområder, og forskere eksperimenterer med forskellige behandlinger for at observere deres indvirkning på liner.
Overskridelse af den tilsigtede levetid for kegleknuserforinger kan føre til skadelige mekaniske problemer. Langvarig brug får foringen til at bøje, revne, og tynde eller revnede kapper kan resultere i alvorlig skade på sædets overflade. Mens bestemmelse af slidte liners mangler idiotsikre metoder, signalerer tre nøgleindikatorer behovet for udskiftning:
I bund og grund kræver effektiv kegleknuserdrift proaktiv udskiftning af foringen. Overvågning af produktionen, vurdering af foringstykkelse og overholdelse af en tærskel for fald på 10 % sikrer optimal ydeevne, forhindrer betydelige økonomiske tab og maksimerer knuserens effektivitet.
Typisk involverer processen med at skifte kegleknuserforinger seks trin:
Valg af det passende knusekammer involverer at overveje fem afgørende faktorer:
Det er værd at bemærke, at hver kegleknuser tilbyder forskellige hulrumsmuligheder med forskellige indføringsåbninger og indstillingsområder. Valget af det korrekte hulrum afhænger af faktorer som foderstørrelse, indstilling og anvendelse. Vigtigt er det, at knuseren kun er en komponent i et knusekredsløb. Dens ydeevne afhænger af korrekt valg og drift af fødere, transportører, skærme, elektriske motorer, drivkomponenter og fødesiloer - alle integrerede dele af kredsløbet. For at optimere produktionen er det vigtigt at evaluere disse elementer samlet.
Typisk involverer produktionen af kegleknuserforinger en sandstøbeproces, der følger standardtrinene beskrevet nedenfor:





