Kontakt os
Efterlad venligst dine specifikke behov og kontaktoplysninger, og personalet vil kontakte dig hurtigst muligt!
Qiming Casting er et af de største støberier af manganstål på det kinesiske marked, der fokuserer på støbning Hadfield stål til knuserforinger, møllelinjer, shredder-slidforinger og forklædeindføringsflyvninger. I øjeblikket er vores firma i stand til at designe, konstruere og fremstille støbegods fra 5 kg til 18000 kg i vægt.
Ikke kun standard Hadfield stål (Mn14), Qiming Casting støbte også super manganstål (Mn18, Mn22) og manganlegeret stål (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo og andre legeringer) til minedrift, cement og stenbrud.
Qiming Casting betjener en global base af producenter af originalt udstyr, metalminer og samlede anlæg. Vi har udviklet et anlæg i verdensklasse til effektivt at fremstille støbegods af højeste kvalitet af manganstål på en sikker, kvalitetskontrolleret og miljømæssig sund måde.
Qiming Casting fremstiller former for støbegods af manganstål til stenbrydning, minedrift og cementindustri, som inkluderer: mangan kæbeindlæg, mangan kegleforinger, manganmølleforing, manganforklædningsfadere, mangan shredder sliddele og manganhamre.

Qiming Casting fremstiller mangan kæbeklæder til populære mærker, som inkluderer faste kæbe plader, bevægelige kæbe plader og kind plader.

Qiming Casting fremstiller mangan kegleforinger til populære mærker, som inkluderer kegleknusermantel, kegleknuser konkav og fakkelring.

Qiming Casting fremstiller manganmølleforinger til populære mærker, som inkluderer endefor, løftefor, udledningsforing og skalforinger.

Qiming Casting fremstiller manganforklædepaneler til populære mærker, som inkluderer D-serien, AF-serien og de andre.

Qiming Casting fremstiller sliddele til mangan shredder til populære mærker. Disse dele inkluderer makuleringsrist, ambolter, hætter og hamre.

Qiming Casting fremstiller hammer til mangan til hammerknuser- og makuleringsanlæg. Vores stål af manganlegering øger hammerens levetid betydeligt.

Hver proces i vores produktion udføres i nøje overensstemmelse med SOP (Standard Operation Procedure). Hovedprocessen er som følger: Hældningssimulation, skimmeludvikling, råmaterialeinspektion, modellering (kernefremstilling), smeltning, metalhældning, rengøring og varmebehandling, bearbejdning, inspektion, lageremballage og forsendelse.
Design og fremstille forme i henhold til kravene i tegningerne. Generelt kan træforme bruges til produktion i et stykke, plastforme og metalforme er lavet til masseproduktion, og skabeloner kan laves til massestøbning.
Omfatter modellering (dannelse af støbningens hulrum med støbesand), kernefremstilling (der danner den indre form af støbningen) og støbeformtilpasning (anbringelse af kernen i hulrummet og lukning af de øvre og nedre kolber). Modellering er en nøgleproces i støbning.
I henhold til den krævede metalsammensætning tilpasses den kemiske sammensætning, og den passende smelteovn vælges til at smelte legeringsmaterialet til dannelse af en kvalificeret flydende metalvæske (herunder kvalificeret sammensætning og kvalificeret temperatur).
Hæld kvalificeret smeltet metal i sandkassen udstyret med formen. Hældetrinnet har høje sikkerhedskrav, og vi har streng proceskontrol for at beskytte vores medarbejderes sikkerhed.
Efter at det smeltede metal er hældt og størknet, fjernes formsandet, og porten og andre fastgørelser slås ud for at danne den nødvendige støbning.
Bearbejdning er det vigtigste trin for at hjælpe varerne med at installere.
Alle tomme dimensioner kontrolleres ved hjælp af en CMM. Vi har Rockwell hårdhedsmaskine, dynamisk balanceinstrument, rundhedsmåler osv. Virksomhedens kvalitetsafdeling har certificerede medarbejdere til at udføre UT, PT, MT test.
Kemisk sammensætning er en af de vigtigste faktorer, der kan påvirke de mekaniske egenskaber af stålstøbegods med højt manganindhold. Kulstof- og manganindhold spiller en vigtig rolle i produktionen af stål med højt manganindhold. Manganstålstøberi kan have flere modificerede kvaliteter på sin produktionsrute, og disse kvaliteter produceres normalt for at opfylde kravene til applikationen, sektionsstørrelse, støbestørrelse, pris og svejsbarhed. Og andre indholdselementer spiller også en vigtig rolle i manganstålstøbning.
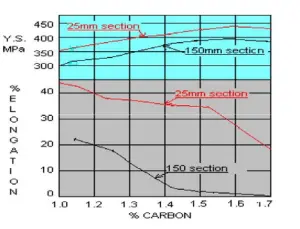
Virkning af kulstofindhold på flydespænding og forlængelse af manganstålstøbning
Effekt af kulstofindhold på flydespænding og forlængelse af støbning af manganstål. Det viste systematisk, at slidstyrken ved højstøbning af manganstål vil stige med en stigning i kulstofindholdet. Kulstofindhold over 1.4% anvendes sjældent på grund af vanskeligheden ved at opnå en austenitisk struktur fri for korngrænsecarbider, der er skadelig for stålets styrke og duktilitet.
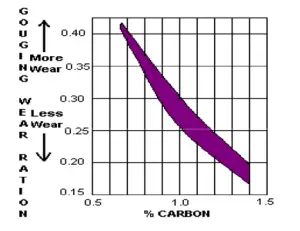
Effekt af kulstofindhold på slidstyrke ved støbning af manganstål
Effekt af kulstofindhold på slidstyrke ved støbning af manganstål. Det lave kulstofindhold (0.7% C minimum) kan bruges til at minimere hårdmetaludfældning i tunge støbegods eller i svejsninger, og lignende lave kulstofindhold er specificeret til svejsning af fyldstofmetal. På den anden side er det kendt, at mangan er en austenitstabilisator, således at overskud af mangan til stål vil gøre den austenitiske fase stabil ved stuetemperatur. Austenite har en FCC-struktur; derfor kan overskud af mangan (20 - 26) vægtprocent nedsætte udbyttestyrken.
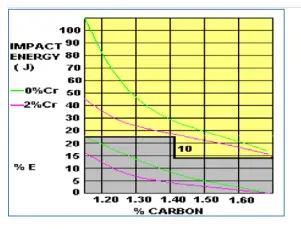
Virkning af chromindhold i 13% manganstålstøbning
Chrom har en tendens til at øge hårdhedsgennemtrængningen. Dette element har interessante effekter på stål samt forbedrer korrosionsbestandigheden over for manganstål. Chrom fungerer som en karbiddanner, således vil overskud af Cr til manganstål resultere i, at karbid udfældes ved korngrænsen i støbt tilstand. Pribulova-resultater viste, at for at reducere volumenfraktionen af carbid og for at opnå gode slagværdier, skal chromindholdet begrænses til 0.1%. Dette karbid kan fjernes ved opløsningsbehandling mellem 1050°C – 1100°C. Hvis carbider eksisterer i den bratkølede struktur, er det ønskeligt, at de er til stede som relativt uskadelige partikler eller knuder i austenitkornene snarere end som kontinuerlige hylstre ved korngrænser. Hvis disse karbider er til stede som uskadelige partikler i matrixen, vil flydestyrken stige, mens slagenergien falder.
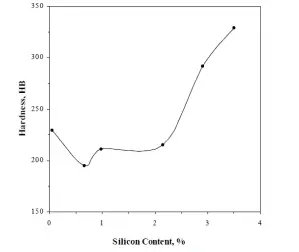
Virkning af siliciumindhold på støbning af manganstål
Silicium bruges som et deoxiderende middel ved afsmeltning af stål, men for manganstål ændrer tilsætningen af silicium Fe3C-morfologien og har en indvirkning på Mn-stålets hårdhed. Forøgelsen i hårdhed kan forklares på basis af, at ved at øge siliciumindholdet ud over 1.99%, vil volumenfraktionen af Fe3C stige, hvilket giver anledning til hårdheden af Hadfield-stål.

Virkning af fosforindhold på støbning af manganstål
Fosfor er et større problem i manganstål, og det har en tendens til at udskilles ved korngrænser, bliver flydende under opløsningsudglødning og danner en skør eutektisk fosfidfilm. Fosforindhold for teststænger på 25 mm viser ringe ændring i trækegenskaber. Over 0.06% fosfor er højtemperatur-plasticiteten af manganstål kraftigt reduceret på grund af phosphid-eutektik. Over 0.1% falder trækstyrken og forlængelsen af manganstål.
Effekt af molybdænindhold på manganstålstøbning. Molybdæntilsætninger til manganstål resulterer i flere ændringer. Først sænkes martensitstarttemperaturen, hvilket yderligere stabiliserer austenitten og forsinker karbidudfældningen. Dernæst ændrer molybdæntilsætninger morfologien af de karbider, der dannes under genopvarmning, efter at materialet har fået en opløsningsbehandling. Der dannes typisk korngrænsefilm af nåleformede karbider, men efter tilsætning af molybdæn samles de udfældede karbider og spredes gennem kornene. Resultatet af disse ændringer er, at stålets sejhed forbedres ved tilsætning af molybdæn. En anden fordel ved molybdæntilsætninger kan være forbedrede mekaniske egenskaber som støbt. Dette kan være en reel fordel under støbeproduktion. I højere kulstofkvaliteter vil molybdæn øge tendensen til begyndende fusion, så man skal passe på at undgå dette, da de resulterende mekaniske egenskaber vil blive alvorligt forringet.
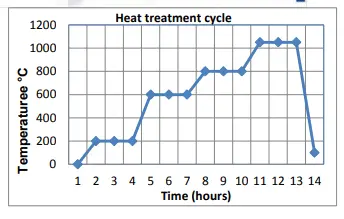
Ideelt set vil varmebehandlet manganstål have en fuldt homogeniseret finkornet austenitisk mikrostruktur. Kornstørrelsen er en funktion af hældningstemperatur, og varmebehandling påvirker typisk ikke kornstørrelsen. Nogle har forsøgt at udvikle strategier til varmebehandling, der først ville transformere strukturen til en perlit struktur, som derefter ville muliggøre raffinering i den endelige varmebehandling. Disse strategier er ikke blevet accepteret bredt eller implementeret af forskellige årsager. En af årsagerne er, at disse cyklusser bliver dyre på grund af de høje ovntemperaturer og lange krævede holdetider. Derudover blev legeringen ofte ikke signifikant forbedret ved disse cyklusser.
Den typiske varmebehandlingscyklus for de fleste manganstål består af en glødningsopløsning efterfulgt af en vandslukker. Denne cyklus starter muligvis ved stuetemperatur eller ved en forhøjet temperatur afhængigt af støbtypens starttemperatur. Starttemperaturen i varmebehandlingsovnen indstilles til at være nær støbtemperaturen og hæves derefter med en langsom til moderat hastighed, indtil gennemblødningstemperaturen er nået. Blødgøringstemperaturer er typisk høje for at lette opløsningen af ethvert carbid, der måtte være til stede. Temperaturer på eller nær 2000 ° F anvendes typisk til at opnå den ønskede homogeniserende virkning. Legeringens kemiske sammensætning vil i sidste ende indstille gennemblødningstemperaturen.
Varmebehandling styrker austenitisk manganstål, så det kan bruges sikkert og pålideligt i en lang række tekniske applikationer. Løsningsglødning og bratkøling er standardbehandlingen, der giver normale trækegenskaber og den ønskede sejhed. Dette indebærer austenitisering efterfulgt af hurtig slukning af vand. Austenitiseringstemperaturen holdes mellem 1050°C – 1100°C og bratkøles derefter i omrørt vand for at fjerne dampstadiet.

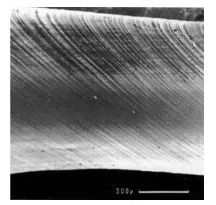
Mikrostruktur, der viser glidelinjer
Arbejdshærdning, også kendt som trækhærdning eller koldbearbejdning, er styrkelsen af et metal ved plastisk deformation. Denne styrkelse opstår på grund af forskydningsbevægelser og dislokationsgenerering inden for materialets krystalstruktur. Den sædvanlige metode til plastisk deformation i metaller er ved at glide krystalblokke over en anden langs bestemte krystallografiske planer, kaldet glideplaner. Atomer bevæger sig et integreret antal atomafstande langs glideplanet, og der produceres et trin, der er kendt som en glidelinje.
Stammehærdningsresultater på grund af dislokationshøjde på glidebaner ved barrierer i krystallen. Det forstås nu, at stammehærdning eller arbejdshærdning er forårsaget af forskydninger, der interagerer med hinanden og med barrierer, der hindrer deres bevægelse gennem krystalgitteret. Det kan siges, at arbejdshærdningshastigheden kan øges, hvis de barrierer, der hindrer bevægelse af forskydninger, kan øges.
Det er blevet nævnt, at det unikke træk ved dette hårde manganstål med høj styrke er den hurtige hærdning, fra flydestyrke på 379 MPa til en ultimativ trækstyrke på 965 MPa på overfladen. Det læres almindeligvis, at den hurtige hærdning i Hadfield-stål stammer fra den stammeinducerede transformation af austenit til martensitisk.
Manganståls unikke slidstærke egenskaber gør det i bedste fald også meget vanskeligt at bearbejde. I de tidlige dage af manganstålproduktion blev det anset for at være ubearbejdelig, og slibning blev brugt til at forme delene. Nu med moderne skæreværktøjer er det muligt at dreje, bore og fræse manganstål. Manganstål maskinligner ikke andet stål og kræver typisk værktøj, der er lavet med en negativ rivevinkel. Derudover giver relativt lave overfladehastigheder med store skæredybder de bedste resultater. Dette arrangement producerer høje skærekræfter, og udstyret og værktøjet skal være robust til at modstå disse kræfter. Ethvert snak af værktøjet kan føje til hærdningen af den overflade, der bearbejdes. Mest skæring udføres typisk uden nogen form for smøring. Under bearbejdningen af mangan er det vigtigt kontinuerligt at fjerne den arbejdshærdede zone med det næste snit. Små efterbehandlingsudskæringer eller værktøjssnak vil medføre, at hårdheden opbygges og gør den resterende overflade praktisk talt ubearbejdelig.
Boring af manganstål er, selvom det er muligt, meget vanskeligt, og nødvendige huller skal støbes i delen versus boret. Hvis der er behov for borede huller, støbes der ofte indlæg af blødt stål i delen, så den bearbejdelige indsats kan bores eller bores og tappes.
