Oznámení
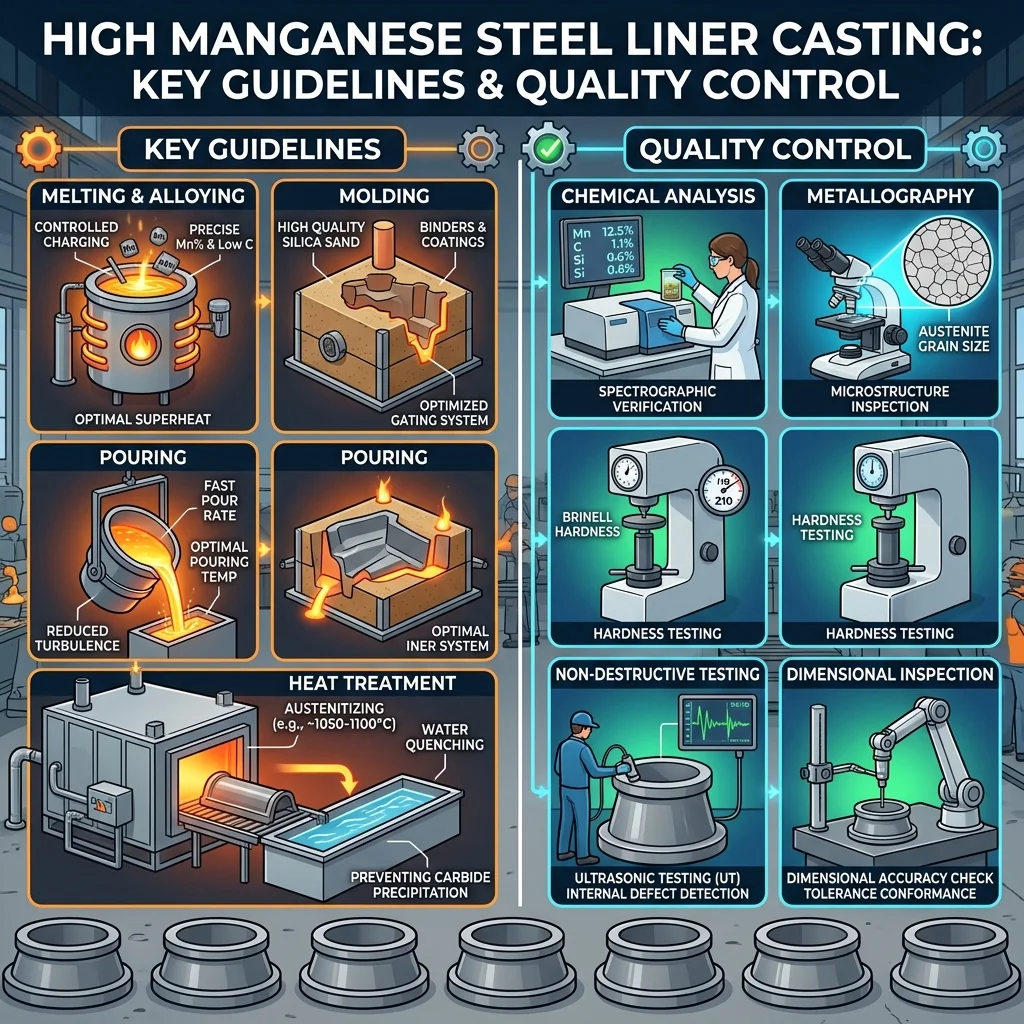
Tento dokument shrnuje základní směrnice a standardy kontroly kvality pro odlévání vložek z vysoce manganové oceli se zaměřením na klíčové procesy, kontrolu složení a opatření pro prevenci vad. Veškerý obsah je založen na profesionálních slévárenských postupech a průmyslových standardech a má poskytnout technické poradenství příslušným odborníkům. V případě specifických potřeb přizpůsobení a odborné podpory se prosím obraťte na společnost Qiming Casting, která vám poskytne profesionální řešení.
-
Co dělá vložky z oceli s vysokým obsahem manganu výjimečnými?
Vysokomanganová ocel, zejména Mn13, je známá svou schopností zpevňovat se při rázovém zatížení – vykazuje zvýšenou tvrdost a odolnost proti opotřebení. Této výkonnostní výhody však lze dosáhnout pouze přísnou kontrolou procesu odlévání. Mezi základní principy úspěšného odlévání vložek z vysoce manganové oceli patří přesná kontrola složení, účinná prevence přilepení písku, správný návrh systému odlévání a podávání a přísné tepelné zpracování ve vodě.
-
Řízení složení: Základ odolnosti proti opotřebení
Nesprávné chemické složení odlitků z oceli s vysokým obsahem manganu přímo ovlivní odolnost proti opotřebení a životnost vložek. Pro optimální výkon se doporučuje následující rozsah složení, který společnost Qiming Casting důsledně používá pro výrobu vysoce kvalitních vložek:
| Prvek | Cílový rozsah (hmotnostní zlomek) | Význam pro kvalitu odlitků |
| Uhlík (C) | 1.0% - 1.4% | Zvyšuje odolnost proti opotřebení u odlitků z manganové oceli (Mn13); nedostatek uhlíku má za následek nízkou tvrdost, zatímco nadbytek uhlíku vede ke křehkosti. |
| Mangan (Mn) | 11 % – 14 % (doporučeno ≥13 %) | Rozhodující pro vyvolání zpevnění odlitků z oceli s vysokým obsahem manganu; nadměrné množství manganu může způsobit precipitaci karbidů. |
| Silikon (Si) | ≤0.5% | Nižší obsah křemíku zlepšuje houževnatost odlitků z Mn13Cr2; zvýšené hladiny snižují rázovou houževnatost. |
| Fosfor (P) | ≤0.09% | Nízký obsah fosforu minimalizuje křehkost odlitků z oceli s vysokým obsahem manganu; nadměrný obsah fosforu může vést k praskání. |
| Síra (S) | ≤0.04% | Minimalizuje vnitřní vady a křehkost odlitků z manganové vložky Mn18; nadměrný obsah síry způsobuje vady odlitků. |
Profesionální tip: U odlitků vložek z oceli s vysokým obsahem manganu udržujte poměr uhlík-mangan mezi 1.0–1.4. Tento poměr zajišťuje vytvoření jednotné austenitické struktury, která je nezbytná pro zpevnění vložek Mn13.
-
Kontrola formování a písku: Prevence vad způsobených ulpíváním písku
Ulpívání písku je běžnou vadou u odlitků z oceli s vysokým obsahem manganu, která zhoršuje kvalitu povrchu a odolnost vložek proti opotřebení. Pro eliminaci ulpívání písku a zajištění kvality odlitků se doporučují následující opatření:
- Výběr pískuHořečnato-olivinový písek je preferovaným materiálem pro odlévání vložek z oceli s vysokým obsahem manganu, protože je odolný vůči erozi MnO a zabraňuje chemickému přilnutí písku. Pro malé až střední vložky Mn13Cr2 lze použít také vápencový písek nebo písek vodního skla tvrzený CO₂.
- Normy pro formováníHutnost písku by měla být udržována na hodnotě ≥50 (měřeno pomocí tvrdoměru typu A), aby se zabránilo uvolnění písku a jeho úlomkům. Dutina formy musí být hladká a pro zajištění správného odvodu plynu během odlévání by mělo být instalováno několik průchozích vzduchových kanálů.
- Ochrana povlakuNa pracovní povrch formy musí být nanesen vysoce žáruvzdorný hořečnatý povlak (o tloušťce 0.5–1.0 mm). Křemenný písek je přísně zakázán, protože reaguje s MnO za vzniku sloučenin s nízkým bodem tání, což vede k silnému přilnutí písku k odlitku vložky Mn18.
-
Nalévání a podávání: Prevence smršťovacích vad
Vady smrštění (jako jsou díry a uvolnění) snižují strukturální integritu vložek z oceli s vysokým obsahem manganu a zvyšují riziko prasknutí. Při odlévání vložek z oceli s vysokým obsahem manganu je nutné striktně dodržovat následující parametry a požadavky:
| Parametr | Doporučené nastavení | Dopad na kvalitu |
| Lineární smrštění | 2.5% - 2.7% | Zajišťuje správnou velikost vložky a její usazení v zařízení; odchylky způsobují problémy s nesouladem. |
| Teplota lití | 1380–1420℃ | Teploty pod 1350 ℃ zvyšují smrštění a snižují odolnost proti opotřebení. |
| Rychlost nalévání | 20–30 kg/s (středně velké vložky) | Nadměrná rychlost způsobuje vyplavování písku; nedostatečná rychlost vede k poruchám studeného uzavření. |
| Krmný systém | Spodní/boční lití schodů + izolované stoupačky | Zajišťuje rovnoměrné plnění a zabraňuje vzniku otvorů způsobených smršťováním v odlitcích vložky z oceli s vysokým obsahem manganu. |
Doplňující poznámka: Pro zajištění jejich ztuhnutí po vložce a zajištění nepřetržitého podávání materiálu během tuhnutí by měly být použity izolované nálitky s snadno řeznými kotouči. Pro kontrolu horkých míst se doporučuje použití vnějšího ochlazování, zatímco vnitřní ochlazování je přísně zakázáno, aby se zabránilo vměstkům v odlitku vložky Mn13Cr2.
-
Tepelné zpracování: Kalení vodou pro optimální výkon
Tepelné zpracování je klíčovým krokem při odlévání vložek z oceli s vysokým obsahem manganu, který přímo určuje zpevnění a životnost vložek. Proces kalení vodou musí být striktně dodržován takto:
- Stupeň vytápění:
- Pokojová teplota do 600 °C: Zahřívejte rychlostí 30–50 °C/h, aby se zabránilo tepelnému namáhání a praskání.
- 600 ℃ do cílové teploty (1050–1100 ℃): Zahřívání zrychlenou rychlostí 100–150 ℃/h pro zvýšení účinnosti.
- Fáze izolaceCílovou teplotu udržujte po dobu vypočítanou jako (tloušťka vložky v mm) ÷ 25 (hodin). Například vložka z Mn13 o tloušťce 50 mm vyžaduje 2 hodiny izolace.
- Fáze kaleníPo vyjmutí vložky z pece ihned ponořte vložku do vody (teplota oceli ≥950 °C). Teplota vody by měla být 10–30 °C a objem vody by měl být ≥8–10krát větší než hmotnost vložky. Míchejte nebo nechte vodu cirkulovat, aby se rozrušil film páry a zajistilo se rovnoměrné chlazení.
- Konečné ochlazeníOchlaďte vložku ve vodě na ≤60 °C; chlazení vzduchem je zakázáno, protože způsobuje vysrážení karbidů a křehkost odlitků vložky z oceli s vysokým obsahem manganu.
- Běžné závady: Diagnostika a nápravná opatření
Přísná kontrola kvality během odlévání vložky z oceli s vysokým obsahem manganu může účinně snížit výskyt vad. Následující tabulka uvádí běžné vady, jejich příčiny a odpovídající nápravná opatření:
| Typ defektu | Příčina | Nápravná opatření |
| Lepení písku | Reakce MnO s pískem; nedostatečný povlak; nízká zhutnění písku | Použijte hořečnato-olivinový písek + hořečnatý povlak; zvyšte zhutnění písku. |
| Smršťovací otvory | Nedostatečné podávání; nerovnoměrné nalévání; nízká teplota nalévání | Optimalizujte systém krmení; upravte rychlost a teplotu nalévání; přidejte externí chladicí zařízení. |
| Vzduchové póry | Vysoké emise pískového plynu; turbulentní lití; špatné odvětrávání formy | Použijte písek s nízkým obsahem plynu; přidejte vzduchové kanálky; zajistěte plynulé lití. |
| Praskání | Tepelné namáhání; nerovnoměrné chlazení; nesprávné tepelné zpracování | Dodržujte křivky ohřevu/ochlazování; optimalizujte proces kalení vodou. |
| Srážení karbidů | Nedostatečné kalení vodou; pomalé ochlazování; nadměrný obsah manganu | Přísně kontrolujte parametry tepelného zpracování; zajistěte rychlé kalení. |
-
Profesionální pokyny pro výběr vložek z oceli s vysokým obsahem manganu
Vložky z oceli s vysokým obsahem manganu (Mn13, Mn13Cr2, Mn18) by měly být vybírány na základě provozních podmínek, aby se maximalizovala životnost a výkon. Pro výběr vložky z odlitků z oceli s vysokým obsahem manganu se doporučují následující pokyny:
- Prostředí s vysokým dopadem (těžba/drcení)Doporučují se vložky z Mn13Cr2 nebo Mn18, protože vykazují zvýšenou houževnatost a odolnost proti praskání, optimalizovanou profesionálním odléváním vložky z vysoce manganové oceli.
- Prostředí s vysokým opotřebením (cement/broušení)Standardní vložky Mn13 jsou preferovány pro svou stabilní odolnost proti opotřebení a cenovou efektivitu, vhodné pro kontinuální broušení.
- Korozivní/únavová prostředí (elektrárny)Vhodné jsou vložky z mikrolegované oceli s vysokým obsahem manganu s molybdenem a niklem, protože poskytují vynikající odolnost proti korozi a únavě materiálu při dlouhodobém provozu.
-
Požadavky na kontrolu kvality
Pro zajištění kvality odlitků z vysokomanganové oceli je nutné po odlití a tepelném zpracování provést následující povinné kontroly:
- Metalografické testováníPotvrďte vytvoření jednotné austenitické struktury bez nadměrného množství karbidů nebo vměstků.
- Testování tvrdostiZajistěte, aby tvrdost vložky dosáhla HB 180–220, což je optimální rozsah pro zpevnění materiálu.
- Zkoušky rázové houževnatostiRázová houževnatost by měla být ≥15 J/cm², aby byla zajištěna odolnost proti rázovému zatížení u odlitků z oceli s vysokým obsahem manganu.
- Kontrola povrchuPovrch vložky by měl být hladký, bez ulpívajícího písku, prasklin nebo jiných vad, které by mohly ovlivnit odolnost proti opotřebení.
-
O společnosti Qiming Casting – Vašem expertu na odlévání ocelových vložek s vysokým obsahem manganu
Společnost Qiming Casting je světovým lídrem v oblasti návrhu a výroby vložek z vysoce manganové oceli a specializuje se na profesionální služby v oblasti odlévání vložek z vysoce manganové oceli. Společnost přísně kontroluje každou fázi procesu odlévání – od testování složení a formování až po odlévání, tepelné zpracování a kontrolu kvality – aby dodávala vysoce kvalitní vložky, které splňují průmyslové standardy a požadavky zákazníků.
Ať už potřebujete vložky z Mn13, Mn13Cr2 nebo Mn18, společnost Qiming Casting poskytuje řešení odlévání na míru a profesionální technickou podporu.



