Odlévání kolejových bot je kritickou součástí elektrické lopaty, což představuje 10 % až 15 % celkové hmotnosti zařízení. Jako pochozí část důlního zařízení pracuje v drsném prostředí a zažívá složité a proměnlivé namáhání, což rychle vede k opotřebení, deformaci a dokonce i ke zlomení botky dráhy. Velké výstrojní pásové boty se obecně vyměňují ve skupinách s vysokými náklady na výměnu. Proto musí mít pásové boty komplexní výkonnostní charakteristiky, jako je vysoká pevnost, odolnost proti opotřebení, rázová houževnatost a odolnost proti únavě. V současné době mezi materiály pro odlitky pásových bot patří především vysoce manganová ocel, nízkolegovaná ocel atd., přičemž mnoho modelů v zahraničí volí pásové botky z nízkolegované oceli.
Nízkolegovaná ocel si zachovává odolnost proti opotřebení a zároveň nabízí lepší celkový výkon než ocel s vysokým obsahem manganu. Přidání legovacích prvků do nízkolegované oceli však snižuje tepelnou vodivost slitiny. Rozšiřuje rozsah tuhnutí, takže je náchylnější ke vzniku značného napětí během tuhnutí, což vede k tvorbě trhlin. Společnost Qiming Casting zkoumala proces odlévání pásových bot z nízkolegované oceli a během zkušební výroby narazila na problémy, jako jsou praskliny a lepení písku. V reakci na tyto problémy tento článek optimalizuje proces odlévání pásových bot, odstraňuje vady odlévání a vyrábí kvalifikované produkty odlévání pásových bot.
Analýza technických požadavků na pásové boty a úskalí v procesu odlévání
Technické požadavky
Chemické složení
Pásové patky jsou odlity z vysokopevnostní nízkolegované oceli a mají dobrou odolnost proti opotřebení a nárazu. Specifický materiál je upraven podle AS-1444-Grade4320. Chemické složení je uvedeno v tabulce 1.
| Tabulka 1. Požadavek na chemické složení wb/% | ||||||||||
| C | Si | Mn | S | P | Mo | Ni | Cu | Al | V | |
| Min. | 0.21 | 0.3 | 0.8 | 0 | 0 | 0.4 | 1.4 | 0.03 | 0 | |
| Max. | 0.25 | 0.6 | 1.1 | 0.035 | 0.035 | 0.45 | 1.7 | 0.3 | 0.06 | 0.03 |
Požadavky na kvalitu
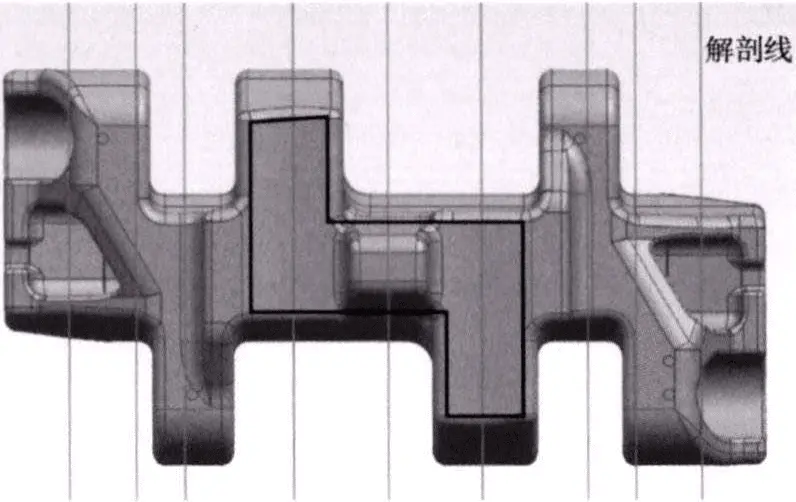
Na základě podmínek použití různých konstrukčních částí boty se dělí na kritické a nekritické oblasti. Kritické oblasti jsou oblasti ohraničené křivkou na obrázku 1 a části ucha špendlíku. Při zkušební výrobě musí odlitky projít celkovou vizuální, rozměrovou, magnetickou částicovou a ultrazvukovou kontrolou. Po obrobení je třeba otvory pro čepy podrobit penetrační kontrole na obrobené ploše. Po tepelném ošetření musí být vzorky podle potřeby také preparovány, přičemž místa vypreparování jsou znázorněna na obrázku 1. Po preparaci se na vypreparovaných površích provedou penetrační, magnetické částice, ultrazvuk a radiografie. Povrchová úprava odlitku by měla splňovat požadavky norem vizuální kontroly ASTM A802 a povrch odlitku by neměl mít ulpívající písek nebo oxidovou kůži. Ultrazvuková kontrola se provádí podle standardů AS2574-2000 – Castech ultrazvukové kontroly, s požadavky první úrovně na kritické oblasti a požadavky druhé úrovně na nekritické oblasti. Radiografická kontrola se provádí podle ASTM E94 – Standardní příručka pro radiografické vyšetření, přičemž defekty v kritických oblastech A, B a C jsou omezeny na méně než 2. stupeň, zatímco defekty v D, E a F nejsou povoleny. V nekritických oblastech by defekty A a B měly být nižší než 2. stupeň, C nižší než 3. stupeň a defekty D, E a F nejsou povoleny. Vzhledem k přísným požadavkům na kvalitu odlitků jsou na proces odlévání kladeny vysoké nároky.
Analýza obtíží procesu odlévání
Charakteristika struktury produktu
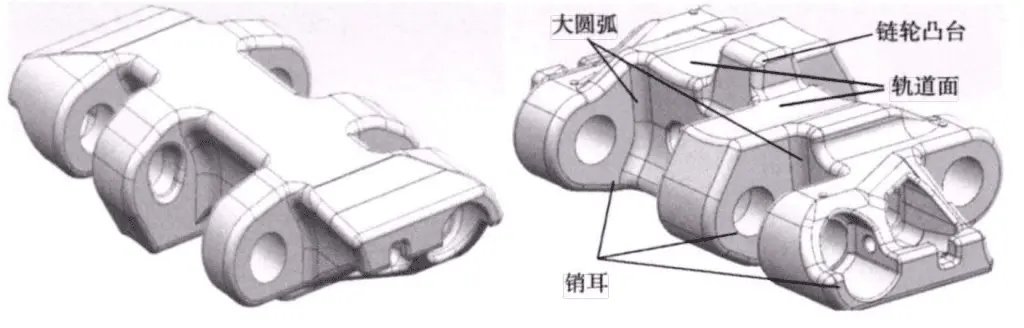
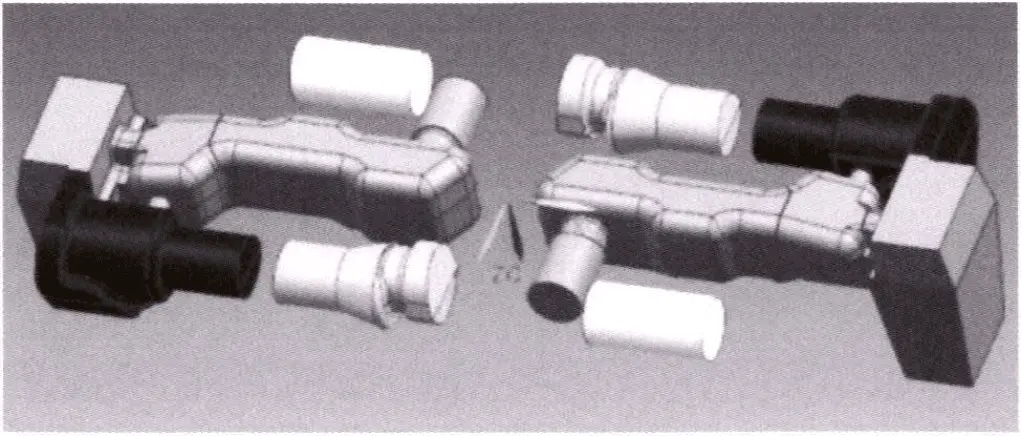
Pásová botka je kritickou součástí elektrické lopaty, jak je znázorněno na obrázku 2. Individuální hmotnost tohoto produktu je 909 kg s celkovými rozměry 1,400 760 mm x 430 mm x 190 mm. Výrobek má výrazné rozdíly v tloušťce stěny, s maximální tloušťkou 40 mm a minimální tloušťkou 70 mm, s hlavní tloušťkou v rozmezí od 120 mm do 2 mm. Na každé straně patky dráhy jsou tři otvory pro kolíky, které vyžadují opracování. Použití trojrozměrné grafiky výrobku umožňuje jasné pozorování vnitřní struktury odlitku. Patka dráhy může být rozdělena do několika vzájemně nezávislých oblastí, včetně středového nástavce ozubeného kola, uší se šesti kolíky a třinácti velkých oblouků spojujících uši kolíků s tělem, jak je znázorněno na obrázku 3. Náročný průřez je znázorněn na obrázku XNUMX.
Analýza tendence ke vzniku trhlin
Charakteristiky slitin, náhlé změny tloušťky stěny a omezené smršťování mohou zvýšit tendenci odlitků k tvorbě trhlin. Odlitky ze slitiny s vysokou prokalitelností jsou náchylné k tvorbě martenzitu během svařování, což ztěžuje opravu prasklin a dokonce produkuje odpad. Snížení výskytu trhlin v odlitcích pásových bot je proto zásadním aspektem návrhu procesu. Podle analýzy struktury odlitku je známo, že oblouková část spojující ouška kolíku s tělem je oblast, kde je největší pravděpodobnost, že odlitku bude bránit písková forma během tuhnutí. Tato oblast podléhá významným změnám tloušťky stěny a je nejnáchylnější oblastí k tvorbě trhlin v odlitku, což vyžaduje zvláštní pozornost při navrhování procesu.
Návrh procesu odlévání botky dráhy
Základní výrobní podmínky
Proces zahrnuje použití formování písku z fenolické pryskyřice a výrobu jádra a tavení slitiny ve 2tunové středofrekvenční peci. Je použito strojní lisování, přičemž jádra jsou vyráběna ručně. Na pracovní plochy pískových forem a jader je nanesen alkoholový práškový povlak zirkoniumsilikátu.
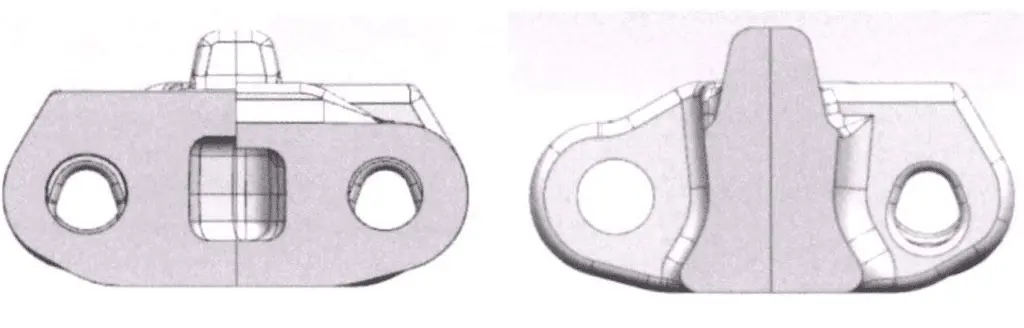
Výběr dělicí plochy
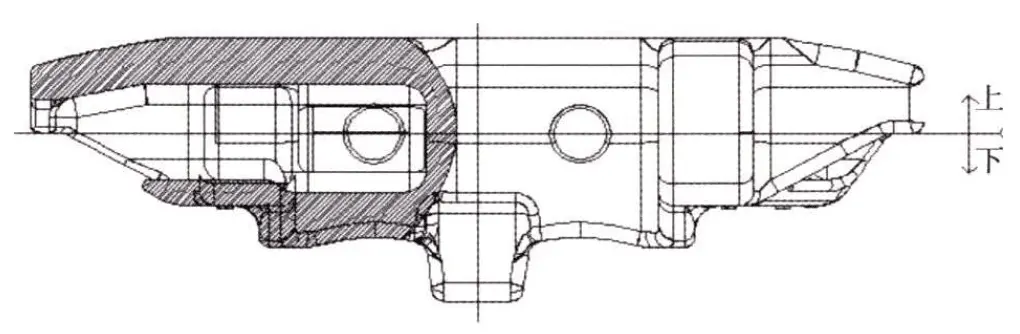
Pásová patka je vyrobena z nízkolegované oceli a její procesy smršťování v tekutém stavu a tuhnutí a smršťování vyžadují určité množství roztavené oceli, která má být spotřebována, a proto je třeba ji doplňovat pomocí nálitků do odlitku. Povrch běhounu pásové boty, výstupek řetězového kola a uši kolíku jsou kritickými oblastmi a měly by být umístěny na spodní straně formy jako první. Umístění velké rovné plochy v horní části formy zároveň usnadňuje uspořádání a čištění nálitků. Pro zjednodušení struktury jádra a usnadnění odstranění jádra je dělicí čára navržena v rovině, kde je umístěn střed otvoru pro čep. Schéma zjednodušeného procesu odlévání je znázorněno na obrázku 4.
Konstrukce pískového jádra
Na základě určené dělicí čáry je proveden návrh pískového jádra pro odlévání patky dráhy, jak je znázorněno na obrázku 5. Písková jádra pro šest vnějších kolíkových otvorů mají válcovou strukturu, což je jednoduché a snadno vyrobitelné. Vnitřní dutina pískového jádra je celkově ve tvaru L. Velká jádrová hlava je umístěna na zadní části pro zajištění polohy a upevnění, zatímco válcová jádrová hlava je umístěna na hlavě pro pomocné polohování a upevnění, čímž se zabrání posunutí a plavání pískových jader.
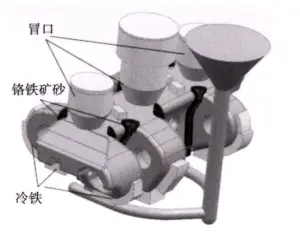
Uspořádání stoupačky a chladicího železa
Hlavními horkými body patky pásů jsou středový nálitek ozubeného kola a spojovací body uší čepu k tělu, celkem 7. Umístěním chladu se horká místa na nálitku řetězového kola a jeho stranách spojí do jednoho horkého místa. Ve spodní části a po stranách uší špendlíku jsou umístěny chladiče, které umožňují dvěma vnějším horkým místům sdílet jednu stoupačku. Proto jsou pro odlévání zapotřebí pouze 3 nálitky, jak je znázorněno na obrázku 6.
Návrh vtokového systému
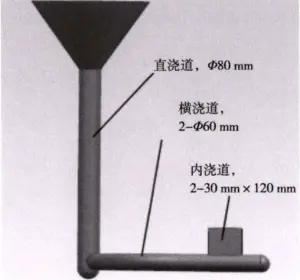
Systém licího vtoku je průchod, kterým roztavená ocel vyplňuje dutinu licí formy. Dobře navržený vtokový systém může snížit rychlost roztavené oceli vstupující do dutiny formy, snížit turbulenci, minimalizovat oxidaci oceli, zlepšit hladkost procesu lití, snížit pravděpodobnost poréznosti a zmírnit dopad roztavené oceli na pískovou formu. , čímž se snižuje riziko vad odlitku. Vtokový systém pro odlévání patek dráhy je znázorněn na obrázku 7, přičemž poměry průřezových ploch každé součásti jsou určeny pomocí výpočtů následovně: A Přímý : A Příčný : A Vnitřní = 1 : 1.12 : 1.43, což představuje otevřený systém nalévání.
Design chromitový písek
Ve srovnání s křemičitým pískem má chromitový písek vyšší žáruvzdornost, což může snížit tendenci ulpívání licího písku na místech uložení. Kromě toho může chromitový písek urychlit rychlost tuhnutí v místech uložení, což umožní povrchu odlitku v těchto oblastech rychleji dosáhnout pevnosti, čímž se sníží sklon k praskání. Ze struktury patky dráhy je zřejmé, že oblouková část spojující uši kolíku s tělem je omezována pískovou formou během tuhnutí odlévání, což má za následek značné napětí. V kombinaci s velkou tloušťkou stěny v této oblasti je vytváření pevnosti relativně pomalé, takže je náchylné k praskání. Proto by měl být do této oblasti umístěn chromitový písek, aby se snížila tvorba trhlin, jak je znázorněno na obrázku 6.
Oblasti, kde jsou na odlévacím povrchu umístěny kokily, a okolní oblasti jsou vystaveny značným teplotním gradientům během tuhnutí kovové kapaliny, což vede k napětí při smršťování. Zejména umístění chladu kolem silných částí odlitku generuje značné napětí, které může snadno překročit pevnost kovového tekutého filmu a způsobit praskliny. Umístění chromitového písku s dobrými vlastnostmi akumulace tepla mezi odlitek a chladivo může zabránit tvorbě trhlin. Proto je při návrhu procesu odlévání kolejových bot chromitový písek o tloušťce 10~20 mm umístěn kolem chladíren v tlustých částech odlitku.
Predikce proveditelnosti procesu lití
Analýza simulace procesu plnění
Obrázek 8 ukazuje proces plnění odlévání kolejových bot. Po 1 sekundě odlévání začne roztavená ocel plnit dutinu licí formy, přičemž při vstupu kapaliny dochází k malému rozstřikování, jak je znázorněno na obrázku 8a. Následně roztavený kov vyplní dutinu licí formy, počínaje spodní rovinou odlitku. Po naplnění spodní roviny se roztavená ocel postupně plní po vrstvách směrem nahoru a proces plnění probíhá plynule. Během procesu plnění lze z teploty vypozorovat, že nejnižší teplotu mají oblasti, kde jsou umístěny kokily, následované okraji odlitku.



