Будь ласка, залиште свої конкретні потреби та контактну інформацію, і співробітники зв'яжуться з вами якомога швидше!
Марганцевий молоток для вставок TIC
Компанія Qiming Casting виготовила вкладиші марганцевого молотка TIC для замовника та досягла ідеальних результатів. Ця стаття є докладним записом аналізу матеріалу, термічної обробки та порівняння з іншими матеріалами.
Підходить для деталей молоткового млина
Номер частини: TIC-1
Упаковка: стандартний європіддон
Позначка: QIMING
Запасні частини або оригінальні запчастини: оригінальні запчастини
«Усі назви виробників, номери деталей, номери моделей і описи використовуються лише для довідки та ідентифікації, вони належать виробнику відповідної машини. Усі деталі, що постачаються, виготовлені компанією Qiming Casting і на них надається гарантія, вони не виготовляються та не купуються у виробника оригінального обладнання. Qiming Casting не пов’язаний з OEM і не має наміру справляти таке враження».
Контакти
Зв'язатися
+ 0086 15251744209
WhatsApp
+ 0086 15251744209
Залишити заявку
Будь ласка, залиште свої конкретні потреби та контактну інформацію, і співробітники зв'яжуться з вами якомога швидше!
Навіщо використовувати вставки TIC марганцевий молоток?
Подрібнювач в основному виготовлений з високомарганцева сталь, який є різновидом протизносного матеріалу з давньою історією. За останні 10 років вітчизняні та зарубіжні вчені досліджували високомарганцеву сталь з багатьох аспектів з метою подальшого підвищення її зносостійкості:
Деякі ливарні виробництва додають Mo, Ni та інші рідкісні елементи для поліпшення зносостійкості;
Деякі ливарні виробництва додають елемент Cr для збільшення твердості молотка;
Деякі ливарні заводи змінюють співвідношення марганцю до вуглецю для поліпшення зносостійкості;
Деякі заводи покращують експлуатаційні показники високомарганцевої сталі шляхом попередньої поверхневої загартувальної обробки та вдосконалення процесів виплавки, лиття та термічної обробки.
Дослідження цих вчених досягли певних результатів у підвищенні зносостійкості високомарганцевої сталі, але для деяких умов із великою ударною силою та більших деталей, таких як великі подрібнювачі, все ще не ідеально використовувати високомарганцеву сталь.
Для вирішення цієї проблеми im Qiming Casting використовує стрижні TIC, що вставляє марганцевий корпус для збільшення терміну служби.
Для цього нового матеріалу ми вибрали марганцеву сталь як матеріал матриці. Хімічний склад наступний:
C 1.1-1.2%
Mn 12.5-13.2%
Si 0.5-0.6%
P 0.04-0.05%
S 0.009-0.02%
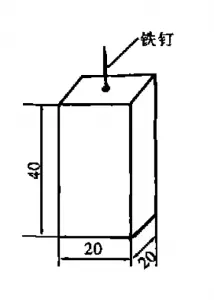
Для стрижнів TIC ми вибираємо кубоїд 20мм * 20мм * 40мм:
Кубоїди ТІЦ
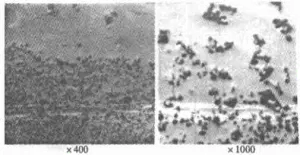
Ми використовуємо метод лиття з піску для відливання зразка виробу 120 мм * 120 мм * 120 мм. Зразки піддавали термообробці в коробчатій пічці з водостійкою обробкою при 1050 ℃. Інтерфейс спостерігався неозброєним оком, а потім мікроструктуру, структуру та розподіл елементів поблизу інтерфейсу аналізували за допомогою оптичного мікроскопа та мікроаналізу електронного зонда (JCXA-733).
Результати експерименту та обговорення
Після механічної обробки поверхню зразка спостерігали неозброєними очима. Було встановлено, що на стику високомарганцевої сталі та кубоїду ТІК не було зазору, за винятком різних кольорів (високомарганцева сталь була білою, кубоїд ІС - чорною), що вказувало на те, що два матеріали добре поєднувались.
Твердість кубоїда TIC перед відливом становить HRC 59-61. Після лиття високомарганцевою сталлю та водою, що зміцнює воду, твердість поверхні зразка перевіряється. Результати показують, що твердість середньої області кубоїду ТІЦ залишається незмінною (HRC60), але твердість області біля цементованого карбіду та сталі з високим вмістом марганцю зменшується до hrc58. HRC: 30-60) набагато вище, ніж далеко від кубоїда TIC (HRC: 22-24), що вказує на наявність перехідної зони між твердістю двох матеріалів на стику високомарганцевої сталі та кубоїду TIC , що зумовлено взаємним проникненням високомарганцевої сталі та кубоїду ТІЦ.
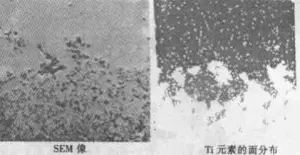
З метою кращої перевірки стану зв’язку межі розділу між двома матеріалами металографічні зразки вирізали на литому з'єднанні, а мікроструктуру біля межі розділу аналізували електронним зондом після полірування. Фотографія стику на ЕМК показана на рис. 3. З малюнка видно, що матриця цементованого карбіду добре поєднується з високомарганцевою сталлю, але стик не видно, тобто високомарганцева сталь і цементована карбідні матриці сплавлені в одне ціле. На одній стороні високомарганцевої сталі видно ділянку з рідко розподіленими частинками TiC. Тобто, твердий фазний тик у цементованому карбіді частково переходить з одного боку цементованого карбіду на інший бік високомарганцевої сталі. Це пояснюється тим, що високомарганцева сталь плавить поверхневу матрицю цементованого карбіду в процесі лиття, що змушує тверду фазу тику на поверхні дрейфувати до високомарганцевої сталі. Після охолодження та затвердіння ці частинки TiC випадковим чином закріплюються у високомарганцевій сталі.
Рис. 3 SEM-зображення на зв’язці двох матеріалів
Для кращого пояснення стану скріплення межі розділу двох матеріалів розподіл елемента Ti у полі зору здійснюється на стику. На малюнку 3 показано поверхневий розподіл елементів зображення SEM та елементів Ti в одному і тому ж полі зору. З рис. 4 видно, що характерні рентгенівські зображення елементів Ti збагачуються з боку цементованого карбіду, а характерні рентгенівські зображення елементів Ti також знаходяться поблизу області розділу з боку високомарганцевої сталі. Показано, що елементи Ti існують на стороні високомарганцевої сталі 1, що обумовлено металургійним поєднанням двох матеріалів під час лиття та тиком у цементованому карбіді, що відходить на бік сталі з високим вмістом марганцю, а також під час термообробки. Елемент Ti в тику дифузується до високомарганцевої сталі. Видно, що частинки TiC дуже міцно поєднуються з високомарганцевою сталлю.
Результати експериментів показують, що поєднання кубідної та високомарганцевої сталі ТІЦ є металургійним. На межі розділу двох видів матеріалів є зона переходу незалежно від твердості або розподілу мікроструктури, структури та елементів, що робить твердий твердий твердий сплав міцно відлитим у високомарганцевій сталі. В процесі використання твердосплавний твердосплавний карбід відіграє певну роль у протистоянні зносу матеріалу, що значно покращує термін служби матеріалу.
Рис. 4 Зображення SEM при зв’язку двох матеріалів та розподілі Ti
TIC встановлює використання марганцевого молотка
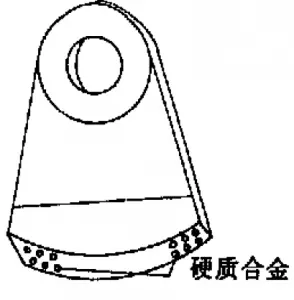
Для того, щоб дослідити експлуатаційні характеристики інкрустованої литої високомарганцевої сталі, на легко зношувану поверхню молота було вкладено кілька циліндричних цементованих карбідів (як показано на малюнку 5, маса 120 кг). Перед відливанням твердий твердий сплав (~ 25 мм × 40 мм) слід відполірувати наждачним полотном, на одному кінці кожного цементованого твердого сплаву приварити один залізний цвях, а другий кінець залізного цвяха вставити в піщану форму , щоб закріпити цементований карбід у порожнині форми. Після заливки цементований карбід інкрустований високомарганцевою сталлю.
Молоток, виготовлений вищезазначеним способом, використовується в кар’єрі Хонюнь в Шунде, провінція Гуандун. Поламані матеріали в кар’єрі - це тверді камені, що використовуються на швидкісних магістралях, і термін їх служби становить 20 днів. Термін служби оригінального високомарганцевого сталевого молота становить лише 7 днів, а вартість відлиття в молоті лише на 30% перевищує вартість молота із високомарганцевої сталі, що свідчить про хороші економічні та соціальні переваги відлиття в молоток.
Рис. 5 Вставний молоток TIC
Результати
На основі експериментальних результатів компанії Qiming Casting наш ТІК вводить тривалість життя молотка з марганцю довше, ніж інші матеріали. Цей молоток нової конструкції підходить не тільки до деталей зносу молоткових млинів, а й до костюмів подрібнювачі деталей зносу.
Поширені запитання
Чому ми?
Контроль якості
Ми суворо контролюємо якість кожної партії сировини.
Частка доданих перероблених матеріалівне повинна перевищувати 10%
ми зберемо всю інформацію про проблемні частини, таку як номер лиття, зображення та робочий стан, щоб з’ясувати справжню причину, чому виникла проблема з продуктами.
Наш інженер відстежить виробничі записи відповідно до номеру відливки, і знову проаналізувавши збережений нами зразок відливки, зображення принесуть багато інформації, яка нам потрібна.
Інспекція якості
Звіт про хімічний аналіз
Дефектоскопія забарвлення
Перевірка точності розмірів
Перевірка магнітних частинок
Перевірка механічних властивостей
Перевірка мікроструктури металографією
Перевірка монтажних отворів
Спеціалізована перевірка кріплення
Ультразвукова дефектоскопія
Контакти
Відвідування сайту клієнта як до, так і після продажу
Технічна пропозиція відповідно до вимог замовника
Технічна підтримка додатків продукту
Отримання відгуків клієнтів для подальшого вдосконалення
Переконайтеся, що поточна пропозиція є найбільш стабільною та прийнятною ціною
Термін дії договору 1 рік
Коливання ціни залежить від вартості матеріалу та обмінного курсу, але 5% вниз і вгору ціна залишиться незмінною.
Гарантія доставки
Існують тисячі шаблонів деталей, що зношуються, що може скоротити час доставки.
Ми використовуємо систему ERP для керування графіком виробництва, прогрес буде оновлюватися щодня на кожному процесі, щоб переконатися, що процес відповідає графіку.
Виробнича система ERP автоматично нагадає про обробку, коли дата виходить за графік, і майстерня повинна виконувати наказ начальника виробництва.
Обробляйте найвищий пріоритет, щоб задовольнити клієнтам короткий і терміновий запит на доставку.