повідомлення
У цьому документі викладено основні рекомендації та стандарти контролю якості лиття футеровки з високомарганцевої сталі, зосереджуючись на ключових процесах, контролі складу та заходах запобігання дефектам. Весь контент базується на професійних методах лиття та галузевих стандартах і призначений для надання технічних рекомендацій відповідним фахівцям. Щодо конкретних потреб у налаштуванні та професійної підтримки, зверніться до Qiming Casting для отримання професійних рішень.
-
Що робить вкладиші з високомарганцевої сталі особливими?
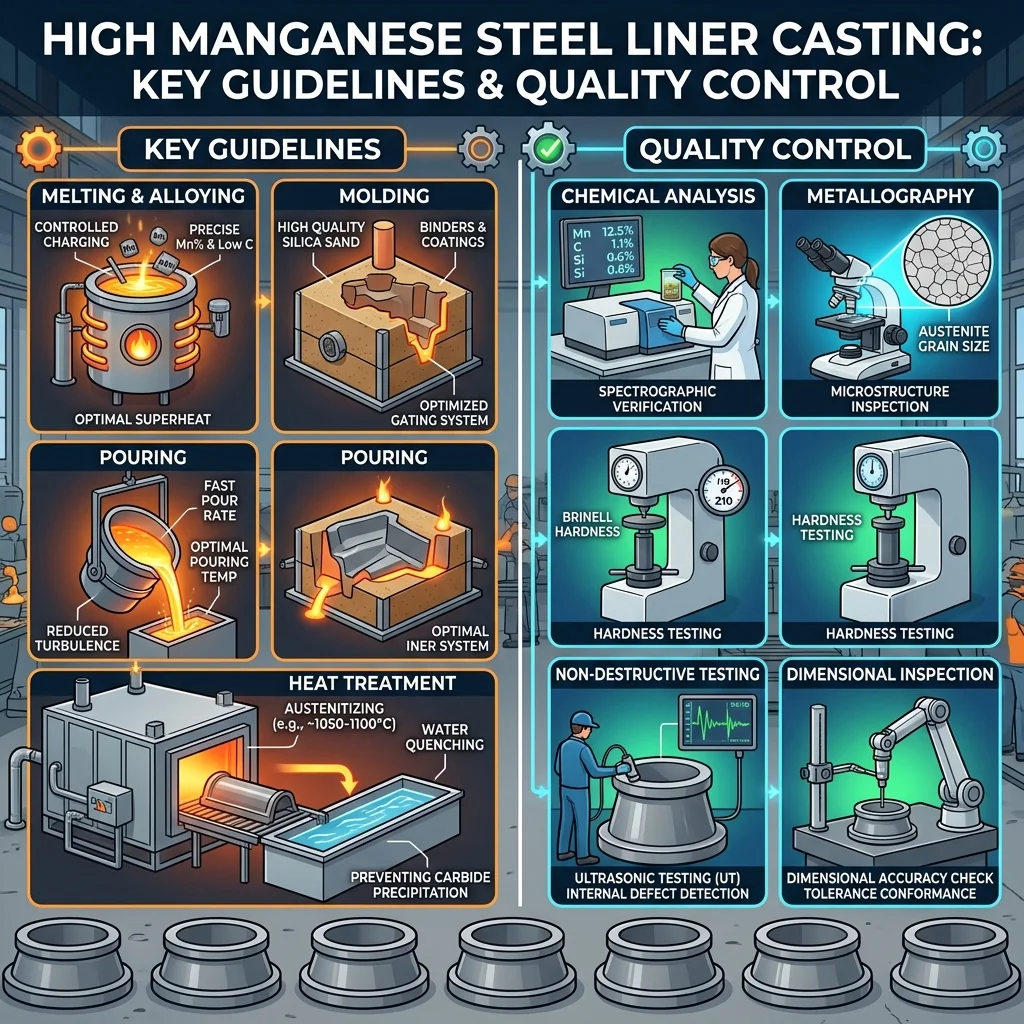
Високомарганцева сталь, зокрема Mn13, відома своєю здатністю до деформаційного зміцнення — під ударним навантаженням вона демонструє підвищену твердість і зносостійкість. Однак ця перевага в експлуатаційних характеристиках може бути реалізована лише за умови суворого контролю процесу лиття. Основні принципи успішного лиття футеровки з високомарганцевої сталі включають точний контроль складу, ефективне запобігання налипання піску, правильне проектування системи заливання та подачі, а також сувору термічну обробку у воді для гартування.
-
Контроль складу: основа зносостійкості
Неправильний хімічний склад виливків з високомарганцевої сталі безпосередньо впливатиме на зносостійкість та термін служби вкладишів. Для оптимальної продуктивності рекомендується наступний діапазон складів, який Qiming Casting постійно використовує для виробництва високоякісного вкладиша:
| Елемент | Цільовий діапазон (масова частка) | Значення для якості лиття |
| Вуглець (С) | 1.0% - 1.4% | Підвищує зносостійкість лиття футеровки з Mn13; недостатній вміст вуглецю призводить до низької твердості, тоді як надмірний вміст вуглецю призводить до крихкості. |
| Марганець (Mn) | 11% – 14% (рекомендовано ≥13%) | Критично важливий для індукування зміцнення при литті футеровки з високомарганцевої сталі; надмірний вміст марганцю може спричинити осадження карбіду. |
| Кремній (Si) | ≤0.5% | Нижчий вміст кремнію покращує в'язкість виливків футеровки Mn13Cr2; підвищений рівень знижує ударостійкість. |
| Фосфор (P) | ≤0.09% | Низький вміст фосфору мінімізує крихкість виливків з високомарганцевої сталі; надмірний вміст фосфору може призвести до розтріскування. |
| Сірка (S) | ≤0.04% | Мінімізує внутрішні дефекти та крихкість у виливках з гільзи Mn18; надмірний вміст сірки спричиняє дефекти виливків. |
Професійна порада: Для лиття футеровки з високомарганцевої сталі слід підтримувати співвідношення вуглець-марганець у межах 1.0–1.4. Це співвідношення забезпечує формування єдиної аустенітної структури, що є важливим для зміцнення футеровки з Mn13.
-
Контроль формування та піску: запобігання дефектам налипання піску
Налипання піску є поширеним дефектом у виливках з високомарганцевої сталі, що погіршує якість поверхні та зносостійкість виливків. Для усунення налипання піску та забезпечення якості виливків рекомендуються такі заходи:
- Вибір піскуМагнієво-олівіновий пісок є кращим матеріалом для лиття футеровки з високомарганцевої сталі, оскільки він стійкий до ерозії MnO та запобігає хімічному прилипанню піску. Для футеровки малого та середнього розміру Mn13Cr2 також можна використовувати вапняковий пісок або загартований CO₂ пісок для рідкого скла.
- Стандарти лиття: Ущільненість піску повинна підтримуватися на рівні ≥50 (вимірюється за допомогою твердоміра типу А), щоб уникнути утворення пухкого піску та його крапель. Порожнина форми повинна бути гладкою, і слід встановити кілька наскрізних повітряних каналів для забезпечення належного відведення газу під час лиття.
- Захист покриттяНа робочу поверхню форми необхідно нанести високовогнетривке магнезіальне покриття (товщиною 0.5–1.0 мм). Кварцовий пісок суворо заборонено використовувати, оскільки він реагує з MnO, утворюючи сполуки з низькою температурою плавлення, що призводить до сильного прилипання піску до виливків з футеровки Mn18.
-
Наливання та годування: запобігання дефектам усадки
Дефекти усадки (такі як отвори та нещільність) знижують структурну цілісність футеровки з високомарганцевої сталі та збільшують ризик руйнування. При литті футеровки з високомарганцевої сталі необхідно суворо дотримуватися наступних параметрів та вимог:
| Параметр | Рекомендована настройка | Вплив якості |
| Лінійна усадка | 2.5% - 2.7% | Забезпечує правильний розмір вкладиша та його відповідність обладнанню; відхилення спричиняють проблеми з невідповідністю. |
| Температура заливки | 1380–1420 ℃ | Температури нижче 1350℃ збільшують швидкість усадки та знижують зносостійкість. |
| Швидкість заливки | 20–30 кг/с (середньо-великі вкладиші) | Надмірна швидкість призводить до вимивання піску; недостатня швидкість призводить до дефектів холодного закриття. |
| Система годування | Заливка дна/боку сходинки + ізольовані підйомники | Забезпечує рівномірне заповнення та запобігає усадочним отворам у литті футеровки з високомарганцевої сталі. |
Додаткове примітка: Для забезпечення їхнього затвердіння після футеровки слід використовувати ізольовані райзери з легкорізними дисками, забезпечуючи безперервну подачу під час затвердіння. Зовнішній охлаждение рекомендується для контролю гарячих точок, тоді як внутрішній охлаждение суворо заборонено, щоб уникнути включень у виливку футеровки Mn13Cr2.
-
Термічна обробка: загартування водою для оптимальної продуктивності
Термічна обробка є критично важливим етапом лиття футеровки з високомарганцевої сталі, що безпосередньо визначає характеристики зміцнення та термін служби футеровки. Процес зміцнення водою повинен суворо виконуватися наступним чином:
- Етап нагрівання:
- Кімнатна температура до 600℃: нагрівати зі швидкістю 30–50℃/год, щоб запобігти термічному напруженню та розтріскуванню.
- 600℃ до цільової температури (1050–1100℃): Нагрівання зі швидкістю 100–150℃/год для підвищення ефективності.
- Етап ізоляціїПідтримуйте цільову температуру протягом періоду, розрахованого як (товщина вкладиша в мм) ÷ 25 (годин). Наприклад, вкладиш з Mn13 товщиною 50 мм потребує 2 годин ізоляції.
- Стадія гасінняЗанурте футеровку у воду одразу після виймання її з печі (температура сталі ≥950℃). Температура води повинна бути 10–30℃, а об'єм води має бути ≥8–10 разів більшим за вагу футеровки. Перемішуйте або циркулюйте воду, щоб розірвати плівку пари та забезпечити рівномірне охолодження.
- Остаточне охолодженняОхолодіть футеровку до ≤60℃ у воді; охолодження на повітрі заборонено, оскільки це спричиняє утворення карбіду та крихкість у литві футеровки з високомарганцевої сталі.
- Поширені дефекти: діагностика та заходи усунення
Суворий контроль якості під час лиття футеровки з високомарганцевої сталі може ефективно зменшити кількість дефектів. У наступній таблиці наведено поширені дефекти, їх першопричини та відповідні заходи щодо їх усунення:
| Тип дефекту | Першопричина | Заходи по виправленню |
| Налипання піску | реакція MnO з піском; недостатнє покриття; низька щільність піску | Використовуйте магнієво-олівіновий пісок + магнезіальне покриття; збільште ущільненість піску. |
| Усадочні отвори | Недостатнє підживлення; нерівномірне наливання; низька температура наливання | Оптимізуйте систему годування; відрегулюйте швидкість та температуру наливання; додайте зовнішні охолоджувальні матеріали. |
| Повітряні пори | Високий рівень виділення піщаного газу; турбулентне заливання; погана вентиляція форми | Використовуйте пісок з низьким вмістом газу; додайте повітряні канали; забезпечте плавне заливання. |
| Крекінг | Термічний стрес; нерівномірне охолодження; неправильна термічна обробка | Дотримуйтесь кривих нагрівання/охолодження; оптимізуйте процес загартування водою. |
| Осадження карбіду | Недостатнє загартування водою; повільне охолодження; надмірний вміст марганцю | Суворо контролюйте параметри термічної обробки; забезпечте швидке гартування. |
-
Професійні рекомендації щодо вибору футеровки з високомарганцевої сталі
Футеровку з високомарганцевої сталі (Mn13, Mn13Cr2, Mn18) слід вибирати залежно від умов експлуатації, щоб максимізувати термін служби та продуктивність. Для вибору футеровки при литті футеровки з високомарганцевої сталі рекомендуються такі рекомендації:
- Середовища з високим рівнем впливу (гірничодобувна промисловість/дроблення)Рекомендується використовувати вкладиші з Mn13Cr2 або Mn18, оскільки вони демонструють підвищену міцність та стійкість до розтріскування, оптимізовані завдяки професійному лиття вкладишів з високомарганцевої сталі.
- Середовища з високим рівнем зносу (цемент/шліфування)Стандартні вкладиші Mn13 є кращими завдяки своїй стабільній зносостійкості та економічній ефективності, що підходить для безперервного шліфування.
- Корозійні/втомні середовища (електростанції)Підходять футеровки з мікролегованої сталі Mo/Ni з високим вмістом марганцю, оскільки вони забезпечують чудову стійкість до корозії та втоми при тривалій експлуатації.
-
Вимоги до перевірки якості
Для забезпечення якості лиття з високомарганцевої сталі для футеровки, після лиття та термічної обробки необхідно проводити такі обов'язкові перевірки:
- Металографічні випробуванняПідтвердити формування єдиної аустенітної структури, вільної від надмірних карбідів або включень.
- Тестування на твердістьПереконайтеся, що твердість футеровки досягає HB 180–220, що є оптимальним діапазоном для зміцнення під час наклеювання.
- Випробування на ударну в'язкістьУдарна в'язкість повинна бути ≥15 Дж/см², щоб забезпечити стійкість до ударного навантаження у литті футеровки з високомарганцевої сталі.
- Огляд поверхніПоверхня футеровки повинна бути гладкою, без налипання піску, тріщин або інших дефектів, які можуть вплинути на зносостійкість.
-
Про Qiming Casting – вашого експерта з лиття футеровки сталі з високим вмістом марганцю
Qiming Casting є світовим лідером у проектуванні та виробництві футеровки з високомарганцевої сталі, що спеціалізується на професійних послугах з лиття футеровки з високомарганцевої сталі. Компанія суворо контролює кожен етап процесу лиття — від випробування складу та формування до заливки, термічної обробки та контролю якості — щоб постачати високоякісну футеровку, яка відповідає галузевим стандартам та вимогам клієнтів.
Незалежно від того, чи потрібні вам футеровки з Mn13, Mn13Cr2 або Mn18, Qiming Casting пропонує індивідуальні рішення для лиття та професійну технічну підтримку.



