Навіщо розробляти металокерамічні шліфувальні валки?
Китай є однією з країн з найбагатшими запасами корисних копалин. З розвитком фундаментального матеріалознавства попит на рудний порошок щорічно зростає. Існує багато процесів підготовки рудного порошку. Система вертикального млина є типовим процесом подрібнення сьогодні і широко використовується в цементній промисловості, виробництві будівельних матеріалів, гірничодобувній промисловості, електроенергетиці, скловолокну та інших галузях промисловості. Руда подрібнюється та подрібнюється в порошок мікронного або навіть нанорозміру за допомогою комбінованої дії подрібнюючих валків і футеровочних пластин у вертикальному млині. Під час безперервного процесу дроблення та подрібнення поверхня шліфувального валика також зношується під дією сили реакції матеріалу, що не тільки спричиняє значне зношування металевого матеріалу, але й призводить до зниження функції подрібнення, зменшення продуктивності, а також збільшення витрат на обслуговування та заміну шліфувального валика. В даний час розмелювальні вальці у вертикальних млинах часто виготовляють із чавуну з високим вмістом хрому або зварюють з чавуну з високим вмістом хрому. Незважаючи на хорошу стабільність роботи, все ще існують такі проблеми, як низька щоденна продуктивність і недостатня зносостійкість. Проблема в тому, що він не відповідає очікуванням людей щодо меншого споживання ресурсів. Тому розробка нових матеріалів для виготовлення нових шліфувальних роликів є життєво необхідною. У цій статті коротко представлено розробку металокерамічних композиційних шліфувальних валків у вертикальних млинах та проаналізовано ефекти їх застосування на прикладах.
Огляд розробки та застосування зносостійких металокерамічних шліфувальних валків у Китаї та зарубіжних країнах
Як основний подрібнюючий компонент вертикального млина, подрібнювальний ролик вимагає високої твердості та певного ступеня міцності. Процес розробки зносостійких матеріалів пройшов три стадії: сталь з високим вмістом марганцю, твердий чавун з нікелем і чавун з високим вмістом хрому. Сталь з високим вмістом марганцю часто використовується в умовах ударних навантажень, але вона не може бути повністю загартована і має надзвичайно обмежену зносостійкість. Завдяки гарній здатності до загартування нікель-твердий чавун може утворювати тверду, зносостійку структуру мартенситу + карбіду M³C під час лиття. Ця евтектична структура може добре протистояти розорюванню матриці матеріалом. , але його міцність недостатня, а діапазон його застосування відносно малий. Чавун з високим вмістом хрому є третім поколінням зносостійких матеріалів, розроблених після сталі з високим вмістом марганцю та чавуну з твердим нікелем. У порівнянні зі звичайним чавуном, чавун з високим вмістом хрому має високу міцність, термостійкість і зносостійкість.
У таких галузях, як подрібнення руди, оскільки робоча швидкість обладнання продовжує зростати, зносостійкість чавуну з високим вмістом хрому стане недостатньою. Зарубіжні дослідження зносостійких матеріалів зосереджені на металоматричних композитах з використанням керамічних частинок ZTA та WC керамічних частинок як армуючих фаз. Серед них виробники композиційних матеріалів, представлені Бельгією Маготто та індійська компанія VEGA Wear Resistant Materials Company використовують такі матеріали для виготовлення шліфувальних валків із металокераміки та накладок, а їхні робочі поверхні мають характеристики високої твердості та високої зносостійкості. Металокерамічні композиційні шліфувальні вальці та футерівка широко використовуються в цементній, теплоенергетичній, рудній та інших галузях промисловості за кордоном, значно збільшуючи час роботи вертикальних млинів і скорочуючи ненормальне обслуговування вертикальних млинів. Однак ціна на імпортні металокерамічні шліфувальні ролики висока, а цикл доставки тривалий, тому співвідношення ціна/продуктивність невисоке. Вітчизняний ринок з нетерпінням чекає на вітчизняні металокерамічні шліфувальні валики. Порівняння характеристик шліфувальних роликів у Китаї та інших країнах показано в таблиці нижче.
| Шліфувальний роликовий тип | Характеристика різних шліфувальних валків | ||
| Перевага | Недоліком | ||
| Китайський ринок | Легована сталь | Висока міцність, висока в'язкість, висока твердість, зносостійкість | висока вартість |
| лита сталь | Хороша міцність і міцність | Низька твердість і низька зносостійкість | |
| Пластикове залізо | Хороша в'язкість, висока твердість, середня зносостійкість, легко обробляється | Легко розтріскується, маломіцний | |
| Наплавлений чавун з високим вмістом хрому | Висока міцність, висока міцність, висока твердість | Легко відклеюється, часте наплавлення, недостатня стійкість до холодної та теплової втоми | |
| Сталь з високим вмістом марганцю | Висока в'язкість, твердість і помірна зносостійкість | Легко тріскається і дає усадку | |
| Низьколегована сталь | Висока міцність, міцність і ударостійкість | Не зносостійкий, малий термін служби | |
| Ринок інших країн | Зносостійке покриття | Висока міцність і міцність | Низька ударостійкість і дорога |
| Відцентрово лита біметалева високолегована сталь | Висока твердість, зносостійкий зовнішній шар, міцний внутрішній шар | Легко відокремити | |
Приготування металокерамічних композиційних матеріалів
Процес виготовлення композиційного матеріалу
Керметні композиційні матеріали складаються з керамічних частинок і металевої матриці. Керамічні частинки в композитних матеріалах, як основні зносостійкі носії, відіграють життєво важливу роль у використанні композитних матеріалів, а металева матриця може розвантажити силу, яку несуть керамічні частинки під час використання композитних матеріалів. Підготовка металокерамічних композиційних матеріалів методом лиття інфільтрації дозволяє уникнути таких недоліків, як довгі виробничі цикли, високе енергоспоживання та висока вартість. Ми використовували програмне забезпечення для моделювання ProCAST для моделювання процесу композиційних матеріалів ZTAp/чавуну з високим вмістом хрому при температурах заливки 1350°C, 1450°C, 1550°C і 1650°C і швидкості заливки 3.0 кг/с, 3.5 кг/с і 4.0 кг/с. Умови напруги за різних умов і перевірте результати моделювання за допомогою експериментів. Результати показують, що композиційний ефект кращий при гравітаційному лиття в пісок, коли швидкість заливки становить 3.5 кг/с, а температура заливки становить 1550 °C. Це може забезпечити структурну цілісність збірного кузова під час композитного процесу. Ми використовували інфільтрацію лиття під негативним тиском, щоб підготувати композиційні матеріали з чавунної матриці, армованої керамікою ZTA з високим вмістом хрому. Шляхом покриття Ni та покриття порошком Cr на керамічній поверхні ZTA було використано дифузію елементів у високотемпературному розплаві для покращення змочуваності поверхні розділу, сприяння ефекту просочення та підвищення міцності з’єднання. Ми використовували процес інфільтраційного лиття без тиску для виготовлення композиційних матеріалів на основі чавуну з високим вмістом хрому, загартованих частинками оксиду алюмінію мікронного розміру, які вирішували проблему поганого плавлення заготовок із керамічних частинок мікронного розміру в умовах просочування та систематично вивчали армування ZTAp. . Вплив вмісту тонкодисперсного порошку в композиційних преформах з чавунною матрицею з високим вмістом хрому на їх мікроструктуру та механічні властивості.
Характеристика організації композиційних матеріалів
Керметні композитні матеріали виробляють велику кількість мартенситу в матриці за допомогою відповідних процесів підготовки, і в той же час розподіляються гексагональні первинні карбіди M7C3. Це уповільнює швидкість зношування основного металу, найбільшою мірою захищає частинки кераміки ZTA та забезпечує високу зносостійкість. За технологією спрямованого затвердіння отримано високохромистий чавун із заевтектичною структурою. Досліджено вплив загартування та відпустки на структуру матриці, твердість, в'язкість та зносостійкість. У процесі загартування при 1050 ℃ + 450 ℃ структура чавуну з високим вмістом хрому є мартенситом M7C3+ із невеликою кількістю залишкового аустеніту. Матриця має високу енергію удару і високу зносостійкість. Ми охарактеризували мікроструктуру та випробування продуктивності доевтектичного чавуну з високим вмістом хрому за різних умов термічної обробки. Ми виявили, що твердість і поглинена енергія удару доевтектичного чавуну з високим вмістом хрому зростає з температурою загартування та подовженням часу витримки. Після загартування та відпустки максимальна твердість може досягати 58HRC, а максимальне поглинання енергії удару може досягати 15Дж. Досліджено вплив процесу термообробки на мікроструктуру та механічні властивості евтектичного високохромистого чавуну. Діапазон вмісту вуглецю в евтектичному інтервалі зменшується зі збільшенням вмісту Cr, що є приблизно лінійною залежністю. Загартування при 400 ~ 500 ℃ призведе до вторинного затвердіння. Твердість швидко зростає, а втрати на знос значно зменшуються.
Проектування композитних конструкцій
Завдяки поглибленому вивченню зносостійких композитів на металевій основі оптимізовано та розроблено композитну конфігурацію відповідно до використання робочої поверхні виробу та вимог до вихідної сили. В даний час металокерамічна композитна область готується як тривимірна тривимірна сітка, і ця структура може ефективно уникнути напруги, що виникає під час стиснення металевого розплаву. Переконайтеся, що процес підготовки та використання металокерамічного композитного матеріалу не призведе до появи тріщин, розломів чи інших дефектів. З іншого боку, сітчаста металокерамічна композитна зона створить увігнуто-опуклу структуру під час процесу зношування, яка може ефективно «ловити» шматки руди в зону подрібнення матеріалу між шліфувальним валком і вкладишем. Базуючись на програмному забезпеченні кінцевого елементного аналізу, ми змоделювали температурне поле та термічну напругу композитів з чавунною матрицею, армованих керамічними частинками ZTA, з високим вмістом хрому, під час процесу лиття. Для точного опису розподілу термічного напруження виливків збірного корпусу з різною структурою було застосовано модель термопружно-пластичної механіки. Нарешті показано, що термічне напруження зменшується зі збільшенням сторін отвору збірного корпусу, тобто термічне напруження мінімізується, коли отвори стільника є круглими.
У поєднанні з механізмом руйнування матеріалів в умовах ударного абразивного зношування ми аналізуємо, що в умовах безударного абразивного зношування покращення зносостійкості конструкційних кераміко-сталевих композитів залежить від комбінованих показників твердості та в’язкості керамічних частинок. , твердість матриці та міцність міжфазного з’єднання кераміка/матриця; в умовах ударного абразивного зношування покращення зносостійкості конструкційних композитів кераміка/сталь в основному залежить від твердості керамічних частинок, твердості матриці та міцності міжфазного з’єднання кераміки/матриці. У разі ударного абразивного зношування покращення зносостійкості сконструйованих композитів кераміка/сталь в основному залежить від в’язкості керамічних частинок, твердості матриці та міцності міжфазного зв’язку кераміка/матриця.
Виготовлення та застосування металокерамічних композитних шліфувальних валків
Огляд структурного проектування та процесу виробництва шліфувального валика з металокераміки
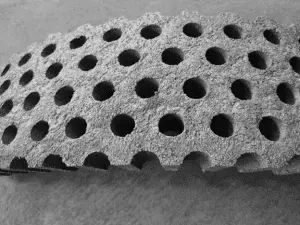
По-перше, поверхня керамічних частинок була легована, а оброблені керамічні частинки ZTA та порошок сплаву з високим вмістом хрому були пропорційно змішані та поміщені в графітові форми та ущільнені. Керамічна преформа була виготовлена методом високотемпературного вакуумного спікання, і морфологія преформи була такою, як показано на рис., де співвідношення пори до стінки решітки було (1.5~1.8):1.
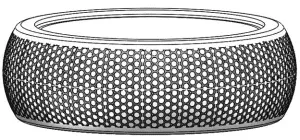
Преформи послідовно розташовуються та кріпляться до внутрішньої частини порожнини в металі, як показано на малюнку нижче. Розплав високохромистого чавуну розливають гравітаційним литтям при температурі 1550°С. Валок витримують протягом 72 годин, а потім знімають, щоб отримати шліфувальний валик із металокераміки. Металокерамічні композитні шліфувальні валки були видалені після 72 годин витримки.
Ефект роботи шліфувального ролика з металокерамічного композиту
Металокерамічний композитний шліфувальний вал нашої компанії успішно використовується в промисловості скловолокна в робочих умовах, наведених у таблиці 2: порівняння даних звичайного чавуну з високим вмістом хрому та металокерамічного шліфувального валку. Раннє використання звичайних шліфувальних валків з високохромованого чавуну, продуктивність 11 т на годину, загальна продуктивність 12,000 45 т після зносу товщини поверхні валка 50 ~ 13 мм. Цього разу вихід різкого зниження в годину не може задовольнити вимоги виробництва. Після використання металокерамічних композитних шліфувальних валків погодинна продуктивність стабільна на рівні понад 18 т, що на 60,000% вище, ніж у звичайних шліфувальних валків з високохромованого чавуну. Двостороннє використання до 5 2 т — це загальна продуктивність звичайного чавунного шліфувального ролика з високим вмістом хрому в XNUMX разів. З аналізу даних у таблиці XNUMX використання металокерамічних композиційних шліфувальних валків може заощадити енергію, зменшити споживання енергії та зменшити відходи невідновлюваних ресурсів.
| Таблиця 2 Порівняння робочих даних традиційних шліфувальних валків із чавуну та металокераміки з високим вмістом хрому | |||||
| Матеріальна | Середній струм/А | Загальна товщина зносу/мм | Загальний час роботи/год | Середня продуктивність одиниці години/(т/год) | Загальна статистика виробництва/10,000 XNUMX тонн |
| високохромований чавун | 28 | 45-50 | 1000 | 11 | 1.2 |
| Металокерамічні композити | 25 | 35-40 | 4600 | 13 | 6 |
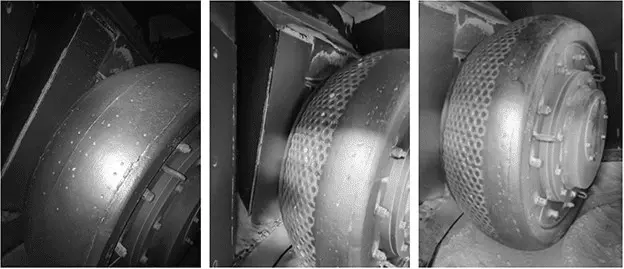
На рис. 3 наведено знос металокерамічних композитних шліфувальних валків на різних етапах експлуатації. Видно, що керамічні частинки розподіляються у вигляді помітної сітки, яка «захоплює» матеріал у зоні подрібнення валків у процесі роботи та покращує вихід порошку.
4 – товщина зносу робочої поверхні шліфувального валика при різних виходах; видно, що швидкість зносу робочої поверхні шліфувального валика в довоєнний період відносно швидка.
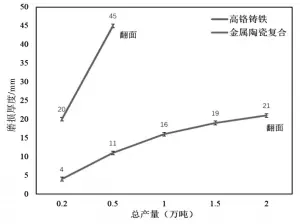
Це пов’язано з «процесом обкатки» (коли кераміка не в повному робочому стані), що призводить до підвищеного зносу. У міру того, як ролики продовжують використовувати, зона металокерамічного композиту починає працювати в повній мірі, і швидкість зносу поступово вирівнюється. Дані в таблиці 2 показують, що зносостійкість металокерамічних композитних валків значно вища, ніж у звичайних високохромистих чавунних валків.
Аналіз економічних вигод
У тому ж циклі використання використання металокерамічних композиційних шліфувальних валків без необхідності наплавлення не може лише зменшити вартість придбання та кількість відвідувань технічного обслуговування, але й значно знизити витрати на виробництво.
| Таблиця 3 Порівняння економічних показників шліфувальних валків з металокерамічних композитів і шліфувальних валків з високим вмістом хрому | |||||
| ITEM | Вартість закупівлі/комплект (RMB) | Середня вартість шліфувальних валків за тонну (RMB) | Споживання електроенергії/(кВт·год/т) | Вартість електроенергії за тонну (RMB) | Загальна вартість одного комплекту шліфувальних валків на тонну/юань |
| Шліфувальні валки та вкладиші з високохромованого чавуну | 120000 | 10.27 | 64 | 40 | 50.27 |
| Металокерамічні композитні шліфувальні валки та вкладиші | 250000 | 4.22 | 62 | 38 | 42.22 |
Візьмемо для прикладу вертикальний млин HRM1700, термін експлуатації звичайного чавуну з високим вмістом хрому становить близько 1000 год, загальна продуктивність 12,000 120,000 т, ринкова ціна близько 0.32 10.27 юанів за комплект, витрати на демонтаж і обслуговування 40 млн юанів, середня вартість шліфувальні валки на тонну порошку 50.27 юаня, вартість споживання електроенергії за тонну порошку становить 4600 юанів, один набір чавунних валків з високим вмістом хрому на тонну порошку в цілому становить 60,000 юаня. Термін експлуатації шліфувального ролика та вкладиша з металокерамічного композиту становить приблизно 250,000 годин, загальна продуктивність 0.32 4.22 тонн, ринкова ціна близько 38 42.22 юанів за комплект, витрати на демонтаж і технічне обслуговування 100,000 мільйона юанів, середня тоннажність шліфувальних валків, вартість порошку 6.05 юаня, витрати на споживання тонни порошку становлять 2 юанів, один набір шліфувальних валків із чавуну з високим вмістом хрому на тонну порошку загалом 605,000 юаня. Одиночний вертикальний млин відповідно до річної продуктивності 200,000 XNUMX т для розрахунку, кожна тонна порошку, щоб заощадити вартість придбання шліфувальних валків XNUMX юаня, економія електроенергії коштує XNUMX юаня, може зменшити вартість покупки XNUMX XNUMX юанів на рік, заощаджуючи витрати на електроенергію близько XNUMX XNUMX юанів.
Заключні зауваження
Компанія Qiming Casting досягла значних успіхів у дослідженні металокерамічних композитних матеріалів, що заклало теоретичну основу для вітчизняних металокерамічних композитних шліфувальних валків. Металокерамічні композиційні шліфувальні валки, виготовлені методом лиття та інфільтрації, застосовуються в обладнанні замовників для виготовлення порошкового скловолокна з очевидним ефектом енергозбереження та зменшення споживання:
- Застосування металокерамічних композиційних шліфувальних валків дозволяє збільшити продуктивність до 18% за годину порівняно з монометалевими зносостійкими матеріалами;
- За однакових умов зносу об’ємний знос металокерамічного композитного шліфувального валка зменшується на 30%~35%, що може подовжити загальний термін служби шліфувального валка в 3~5 разів;
- Зменшення кількості капітальних ремонтів у 6 разів зменшить закупівельну вартість на 605,000 тис. доларів США на рік та заощадить близько 200,000 тис. доларів США на витратах електроенергії;
- Зменшити енергоспоживання, а використання металокерамічних композиційних розмельних валків знижує середнє енергоспоживання на тонну порошку на 3%.



