Lämna dina specifika behov och kontaktuppgifter så kontaktar personalen dig så snart som möjligt!
TIC Inserts Mangan Hammer
Qiming Casting producerade TIC Inserts Manganese Hammerd för kunden och uppnådde perfekta resultat. Denna artikel är en detaljerad förteckning över materialanalys, värmebehandling och jämförelse med andra material.
Passar till hammarkvarnsdelar
Passar på artikelnummer: TIC-1
Förpackning: Standard EURO Pall
Märke: QIMING
Eftermarknadsdelar eller originaldelar: Originaldelar
"Alla tillverkarnamn, artikelnummer, modellnummer och beskrivningar används endast i referens- och identifieringssyfte, de ägs av respektive maskintillverkare. Alla delar som tillhandahålls är tillverkade och garanterade av Qiming Casting och är inte tillverkade av eller köpta från originalutrustningstillverkaren. Qiming Casting har ingen koppling till OEM och tänker inte ge detta intryck.”
Kontakta oss
Ring oss
+0086 15251744209
Whatsapp
+0086 15251744209
Kontakta oss
Lämna dina specifika behov och kontaktuppgifter så kontaktar personalen dig så snart som möjligt!
Varför använda TIC-skär manganhammare?
Stränghammaren är mestadels gjord av högt manganstål, som är ett slags slitstarkt material med en lång historia. Under de senaste tio åren har inhemska och utländska forskare studerat högt manganstål från många aspekter för att ytterligare förbättra dess slitstyrka:
Vissa gjuterier lägger till Mo, Ni och andra sällsynta element för att förbättra slitstyrkan;
Vissa gjuterier lägger till Cr-element för att öka hammarens hårdhet;
Vissa gjuterier ändrar förhållandet mellan mangan och kol för att förbättra slitstyrkan;
Vissa fabriker förbättrar serviceprestanda för högt manganstål genom härdbehandling före ytan och förbättrar smält-, gjut- och värmebehandlingsprocesser.
Forskningen från dessa forskare har uppnått vissa resultat för att förbättra slitstyrkan hos högt manganstål, men för vissa förhållanden med stor slagkraft och större delar, såsom några stora hamrare, är det fortfarande inte idealt att använda högt manganstål.
För att lösa detta problem använder Qiming Casting TIC-stavar som sätter in mangankroppen för att öka livslängden.
TIC infogar experimentella metoder för manganhammare
För detta nya material väljer vi manganstål som matrismaterial. Den kemiska sammansättningen enligt följande:
C 1.1-1.2%
Mn 12.5-13.2%
Si 0.5-0.6%
P 0.04-0.05%
S 0.009-0.02%
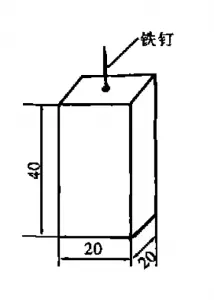
För TIC-stavarna väljer vi en 20mm * 20mm * 40mm kuboid:
TIC-kuboider
Vi använder sandgjutningsmetoden för att gjuta en 120 mm * 120 mm * 120 mm provprodukt. Proverna värmebehandlades i en resistentugn av lådtyp med vattenhärdningsbehandling vid 1050 °. Gränssnittet observerades med blotta ögat och sedan analyserades mikrostrukturen, strukturen och elementfördelningen nära gränssnittet med optiskt mikroskop och elektronanalys mikroanalys (JCXA-733).
Experimentella resultat och diskussion
Efter bearbetning observerades provets yta med blotta ögon. Det visade sig att det inte fanns något mellanrum vid korsningen av hög manganstål och TIC-kuboid förutom olika färger (högt manganstål var vitt, IC-kuboid var svart), vilket indikerade att de två materialen var väl kombinerade.
TIC-kuboidens hårdhet före gjutning är HRC 59-61. Efter gjutning med hög manganstål- och vattenhärdningsbehandling testas provytans hårdhet. Resultaten visar att hårdheten i TIC-kuboidens mittregion förblir oförändrad (HRC60), men hårdheten i regionen nära hårdmetall och högt manganstål minskar till hrc58. Dessutom minskar hårdheten hos högt manganstål nära TIC-kuboid ( HRC: 30-60) är mycket högre än så långt från TIC-kuboid (HRC: 22-24), vilket indikerar att det finns en övergångszon mellan hårdheten hos de två materialen vid korsningen av högt manganstål och TIC-kuboid , vilket beror på den ömsesidiga penetrationen av högt manganstål och TIC-kuboid.
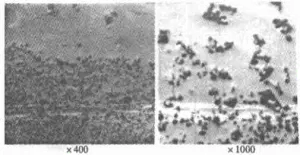
För att bättre kontrollera bindningstillståndet för gränssnittet mellan de två materialen skars metallografiska prover vid gjutningsfogen och mikrostrukturen nära gränsytan analyserades med elektronprob efter polering. SEM-fotografiet av fogen visas i fig. 3. Det framgår av bilden att hårdmetallmatrisen är väl kombinerad med högt manganstål, men fogen ses inte, det vill säga högmanganstål och cementerad hårdmetallmatris smälts samman till en. På den ena sidan av högt manganstål kan området med TiC-partiklar sparsamt fördelas. Det vill säga den hårda fas-tiken i hårdmetall drivs delvis från ena sidan av hårdmetall till den andra sidan av högt manganstål. Detta beror på att det höga manganstålet smälter ytmatrisen av hårdmetall under gjutningsprocessen, vilket får den hårda fas-tiken på ytan att glida till det höga manganstålet. Efter kylning och stelning fixeras dessa TiC-partiklar slumpmässigt i det höga manganstålet.
Fig. 3 SEM-bild vid bindningen av två material
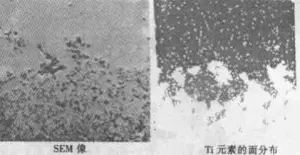
För att bättre förklara bindningstillståndet för gränssnittet för de två materialen görs fördelningen av Ti-element i ett synfält vid fogen. Figur 3 visar ytfördelningen av SEM-bild och Ti-element i samma synfält. Det framgår av figur 4 att de karakteristiska röntgenbilderna av Ti-element berikas på hårdmetallsidan, och de karakteristiska röntgenbilderna av Ti-element finns också nära gränssnittsområdet på sidan av högt manganstål. Det visas att Ti-element existerar på sidan av högt manganstål 1, vilket beror på den metallurgiska kombinationen av två material under gjutning, och tiken i hårdmetallen driver till den höga manganstålsidan och under värmebehandlingen, Ti-element i tic diffunderar till högt manganstål. Det kan ses att TiC-partiklar kombineras mycket hårt med högt manganstål.
De experimentella resultaten visar att kombinationen av TIC-kuboid och högt manganstål är metallurgisk. Det finns en övergångszon i gränssnittet mellan de två typerna av material, oavsett hårdhet, eller i fördelningen av mikrostruktur, struktur och element, vilket gör hårdmetall gjutet fast i det höga manganstålet. Under användningsprocessen spelar hård hårdmetall hårdmetall en roll för att motstå materialslitage, vilket därigenom förbättrar materialets livslängd avsevärt.
Fig. 4 SEM-bild vid bindningen av två material och distribution av Ti
TIC infogar användning av manganhammare
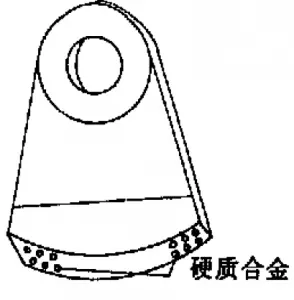
För att undersöka serviceprestanda för inläggningar av gjutet högt manganstål inläggdes flera cylindriska hårdmetaller på hammarens lätt slitna yta (som visas i figur 5, massa 120 kg). Innan gjutning ska hårdmetall (~ 25 mm × 40 mm) poleras med smärgduk, en järnspik ska svetsas i ena änden av varje hårdmetall och den andra änden av järnspiken ska sättas in i sandformen , för att fixera hårdmetall i formhålan. Efter gjutning läggs hårdmetall in i högt manganstål.
Hammerhuvudet tillverkat enligt ovanstående metod används i Hongyun-stenbrottet i Shunde, Guangdong-provinsen. Det brutna materialet i stenbrottet är hårda stenar som används på motorvägar och deras livslängd är 20 dagar. Livslängden för den ursprungliga hammaren med hög manganstål är bara 7 dagar och kostnaden för gjutningen i hammaren är bara 30% högre än den för den höga manganstålhammaren, vilket visar de goda ekonomiska och sociala fördelarna med gjutningen i hammare.
Fig. 5 TIC-inläggshammare
Resultaten
Baserat på Qiming Castings experimentella resultat infogar vår TIC manganhammer längre än annat material. Den här nya hammaren passar inte bara slitdelar i hammarverk utan också passar dokumentförstörare slitdelar.
Vanliga frågor
Varför oss?
Kvalitetskontroll
Vi kontrollerar kvaliteten på varje parti råmaterial strikt.
Andelen återvunnet material som tillkommerfår inte överstiga 10 %
vi kommer att samla in all information om delarna, som gjutningens nummer, bilder och arbetstillståndet för att ta reda på den verkliga orsaken till att produkterna uppstod problem.
Vår ingenjör kommer att spåra produktionsrekorden enligt gjutningsnumret, och analysera gjutprovet igen som vi behöll, bilderna kommer att ge mycket information vad vi behöver.
Kvalitetsinspektion
Kemisk analysrapport
Inspektion för upptäckt av färgfel
Inspektion av dimensionsnoggrannhet
Magnetisk partikelinspektion
Besiktning av mekaniska egenskaper
Metallografi Mikrostrukturkontroll
Inspektion av monteringshål
Specialiserad fixturinspektion
Ultraljudsfeldetektering
Kundservice
Kundbesök, både före och efter försäljning
Tekniskt förslag som svar på kundspecifika krav
Teknisk support för produktapplikationerna
Söker feedback från kunder för fortsatta förbättringar
Se till att det aktuella erbjudandet är det mest stabila och rimliga priset
1 år giltigt per avtal
Prisfluktuationen beror på materialkostnaden och växelkursen, men de 5% ned och upp kommer priset att vara detsamma.
Garanti leverans
Det finns tusentals slitagemönster som kan användas, vilket kan förkorta din leveranstid.
Vi använder ERP-system för att hantera produktionsschemat, förloppet kommer att uppdateras varje dag vid varje process för att säkerställa att processen ligger i schemat.
Produktions-ERP-systemet kommer automatiskt att påminna om att bearbeta när datumet ligger utanför schemat, och verkstaden måste utföra efter order från produktionschefen.
Process med högsta prioritet för att möta kunders korta och brådskande leveransförfrågan.