Guide till kulkvarnsfodermaterial: Manganstål kontra Cr-Mo-legeringsstål — Hur man väljer
Att välja fel fodermaterial till din kulkvarn minskar inte bara livslängden. Det kan låsa fodren på plats, skada kvarnhöljet och skapa säkerhetsrisker under omlining. Ett fastnat foder i en stor SAG-kvarn kan förlänga ett planerat omliningsstopp med 12–24 timmar. $30,000–$100,000 per timme i förlorad produktion är det ett specifikationsbeslut, inte ett underhållsproblem.
Om du någonsin har haft ett stopp för relining som gått timmar över schemat på grund av att ett foder inte ville komma ut – eller sett ett foder slitas ut på en bråkdel av den förväntade tiden – är grundorsaken vanligtvis densamma: fel material specificerat för applikationen.
Den här guiden jämför de två mest använda fodermaterialen — austenitiskt manganstål (AMS) och högkolhaltigt krom-moly (Cr-Mo) legeringsstål — ur ett upphandlings- och verksamhetsperspektiv. Du hittar ett ramverk för direktval, en checklista för specifikationerna och de frågor du bör ställa till en leverantör innan du binder dig till en beställning.
Kärnskillnaden: Hur varje material slits
Att förstå hur dessa två material beter sig under belastning är grunden för varje valbeslut.
Austenitiskt manganstål (AMS / High-Mn)
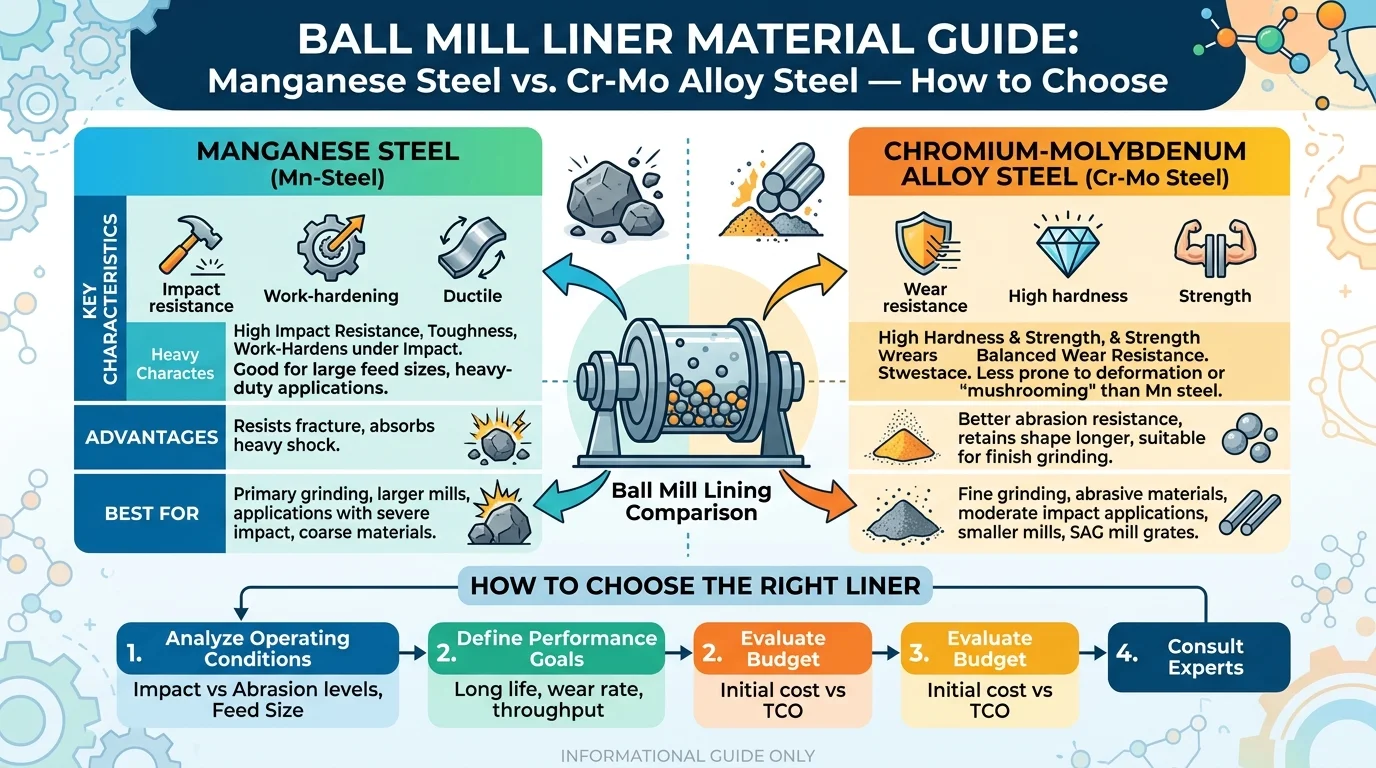
Manganstål härdar under stötar: ytan härdar gradvis när fodret absorberar upprepade stötar, medan underlaget under förblir segt och duktilt. Denna kombination av ythårdhet och kärnans seghet gör det mycket motståndskraftigt mot brott – även under extrem stötbelastning.
Det finns också en säkerhetsaspekt. När kvarnen beträds för inspektion eller ombeklädnad kan kulor lossna mellan de härdade fodren. En noggrann spolning av fodrets yta krävs innan beträdandet sker – detta måste skrivas in i er underhållsprocedur och får inte överlåtas till platsens gottfinnande.
Där AMS presterar bra: små till medelstora fabriker som bearbetar mycket slipande malmer. För dessa tillämpningar har AMS-foder visat en stark kostnadsfördel per ton som är svår att matcha – kombinationen av slagtålighet och nötningsbeständighet till lägre enhetskostnad är svår att replikera med andra material.
Högkolhalt krom-moly (Cr-Mo) legeringsstål
Cr-Mo-legerat stål är det nuvarande standardmaterialet för SAG-kvarnfoder och specificeras alltmer för stora kulkvarnar. Hårdheten varierar vanligtvis från 325–380 BHN, levereras gjuten genom kontrollerad värmebehandling.
Till skillnad från manganstål är Cr-Mo inte beroende av deformationshärdning. Dess slitstyrka kommer från legeringens sammansättning och värmebehandlingen som tillämpas på gjuteriet. Detta innebär att prestandan är mer förutsägbar – du får jämna slitagehastigheter från det första tonet som bearbetas till det sista, utan den variation som följer med deformationshärdningsaktivering.
Cr-Mo-foder expanderar inte nämnvärt under belastning, vilket innebär att de förblir avtagbara under hela sin livslängd. Omfodringsoperationer är säkrare, snabbare och mindre benägna att orsaka sekundära skador på valsmanteln.
Urvalsramverk: Sex variabler som avgör rätt material
Valet av fodermaterial är inte ett fristående beslut. Det beror på minst sex variabler – och att avfråga det som en enkel fråga om "vilket är bäst" leder till fel svar.
Arbeta igenom dessa variabler i ordning. De två första – kvarnstorlek och malmens slipförmåga – avgör materialvalet för de flesta tillämpningar. Variablerna 3–6 är förbättringar: de kan ändra din specifikation inom en materialkategori eller markera driftsbegränsningar som åsidosätter standardrekommendationen.
Variabel 1: Kvarnstorlek
| Kvarndiameter | Rekommenderat material |
|---|---|
| Liten till medelstor (upp till ~18 meter) | AMS eller Cr-Mo — utvärdera baserat på malmens nötningsförmåga |
| Stor (18–24 m) | Cr-Mo legerat stål |
| Mycket stor SAG/AG (>24 fot) | Högkolhalt Cr-Mo; kontakta leverantören om värmebehandling av grovprofil |
Diametergränserna är vägledande tekniska referensvärden; det faktiska materialvalet bör bekräftas med din leverantör baserat på specifik kvarnkonstruktion och driftsförhållanden.
Variabel 2: Malmens slipförmåga
- Hög slipförmåga (kiseldioxidrika malmer, kvarts, hård granit): AMS-deformationshärdning ger en stark kostnadsfördel per ton i mindre kvarnar. I större kvarnar föredras Cr-Mo-kvaliteter med hög hårdhet.
- Måttlig slipkraft (kalksten, mjukare malmer): Cr-Mo vid 325–380 BHN är vanligtvis det enkla valet.
- Blandat eller variabelt foder: Cr-Mos konsekventa, förutsägbara slitagebeteende är lättare att planera kring än AMS, som är beroende av stötaktivering.
Variabel 3: Bollstorlek
Stora slipkulor (>100 mm) ger högenergiska slag. I miljöer med hög stötstyrka blir AMS brottmotstånd en fördel – men det gör även risken för expansion och låsning. Om du kör stora kulor i en mindre kvarn, ta hänsyn till svårigheten med omlining i din totala kostnadsbedömning, inte bara till livslängden.
Variabel 4: Kvarnhastighet
Högre kvarnhastigheter ökar slagfrekvensen och gynnar generellt aktivering av AMS-deformationshärdning – men accelererar också linerexpansion. Om din kvarn går över 75 % av det kritiska varvtalet, diskutera linerexpansionshantering med din leverantör innan du specificerar AMS.
Variabel 5: Korrosionsmiljö
Våtslipning introducerar en korrosionskomponent som påverkar slitagehastigheten olika i varje material. AMS har måttlig korrosionsbeständighet. Cr-Mo-legeringsstål varierar – högre kromhalt förbättrar korrosionsbeständigheten.
Variabel 6: Omliningskapacitet och underhållsintervall
Detta är den variabel som oftast ignoreras i specifikationsstadiet – och den som orsakar flest driftsproblem.
Om er anläggning har begränsad utrustning för omlining eller ett begränsat underhållsfönster är AMS-foder i en stor fabrik en risk. Risken för fastkörda foder förlänger er driftstoppstid oförutsägbart. Cr-Mos dimensionsstabilitet under drift gör det till det driftsmässigt säkrare valet för anläggningar där omliningseffektivitet är avgörande.
Jämförelse sida vid sida
| Aspect | Austenitiskt manganstål (AMS) | Högkolhaltigt Cr-Mo-legeringsstål |
|---|---|---|
| Hårdhet (som installerad) | 200–230 HB (härdar till 400–550 HB under drift) | 325–380 BHN |
| Slitmekanism | Deformationshärdning + nötningsbeständighet | Legeringshårdhet + nötningsbeständighet |
| Slagtålighet | Utmärkt — hög seghet, ingen sprickbildning | Bra — tillräckligt för de flesta tillämpningar |
| Dimensionell stabilitet | Expanderar vid påverkan (låsningsrisk) | Stabil — förblir avtagbar |
| Enkel omlining | Svårt i solida foderkonstruktioner | Enkel |
| Risk för skalskador | Hög om expansionsspänningen inte kontrolleras | Låg |
| Bästa kvarnstorlek | Liten till medelstor | Medelstor till stor (SAG-standard) |
| Förutsägbarhet | Variabel (beror på aktivering av deformationshärdning) | Konsekvent, förutsägbar slitagehastighet |
| korrosionsbeständighet | Moderate | Varierar med Cr-innehåll — specificera explicit |
| Enhetskostnad | Vanligtvis lägre enhetspris; fördel med total ägandekostnad i små fabriker med malm med hög slipförmåga | Högre enhetspris; fördel med total ägandekostnad i stora fabriker genom färre omliningsstopp per år |
Fallreferens: Codelco Andina kulkvarn
Vid Codelco Andinas 20 fots kulkvarn resulterade en övergång till Cr-Mo vitjärns hög-lågvågsfoder i förbättrad livslängd på fodret med över 50 % jämfört med den tidigare specifikationen — samtidigt som kvarnens driftsprestanda bibehålls under hela fodrets livslängd.
Detta resultat återspeglar ett mönster som ses i flera stora kvarnar: konsistensen och dimensionsstabiliteten hos Cr-Mo-legeringsfoder leder direkt till längre serviceintervall och mer förutsägbar underhållsplanering. Den högre enhetskostnaden återvinns genom färre omliningsstopp per år.
För mindre fabriker som bearbetar mycket slipande malmer har AMS-nätfoder visat jämförbara fördelar med avseende på kostnad per ton – rätt material beror på dina specifika driftsförhållanden, inte en universell preferens. Urvalsramverket ovan är platsen att börja.
Checklista för upphandling: Vad som ska specificeras och begäras
Innan du beställer
Minsta dokumentation som ska krävas från alla linerleverantörer:
| Dokument | Vad det bekräftar |
|---|---|
| Kemicertifikat (per heat) | Mn%, Cr%, Mo%, C% matchar den angivna kvaliteten — per värme, inte batchgenomsnitt |
| Hårdhetstestrapport | Hårdheten i gjuten form uppfyller specifikationen (BHN-intervallet) |
| Dimensionell inspektionsrapport | Profil- och bulthålspositioner matchar din fräsritning (±1 mm eller snävare) |
| ISO 9001:2015-certifikat | Leverantören använder ett dokumenterat kvalitetsledningssystem |
Viktiga specifikationsparametrar att ange uttryckligen i din inköpsorder:
- Kvarnmärke, modell och diameter
- Linertyp (skalliner, ändliner, galler, lyftstång)
- Legeringskvalitet (t.ex. Mn18Cr2 för AMS; specificera BHN-intervall och Cr/Mo-innehåll för Cr-Mo)
- Erforderligt hårdhetsområde
- Måttritningsreferensnummer
- Ytprofil (våghöjd, lyftvinkel)
Vid leverans: Inspektionspunkter
- Hårdhetsverifiering: Använd en portabel hårdhetsmätare (Brinell eller Leeb rebound) på ett urval av levererade foder. Om den uppmätta hårdheten faller utanför det angivna BHN-intervallet, kassera partiet före installation.
- Dimensionskontroll: Verifiera fodrets längd, bredd, tjocklek vid viktiga punkter samt bulthålets diameter och avstånd mot ritningen.
- Visuell inspektion: Kontrollera ytsprickor, kalla stängningar och krympningsporositet – särskilt vid sektionsbyten och nära bulthål där spänningskoncentrationerna är högst.
- Viktkontroll: En liner som är 5–8 % underviktig i förhållande till specifikationen kan tyda på minskad sektionstjocklek eller felaktig legeringsdensitet.
Leverantörens varningssignaler
- Kan inte tillhandahålla kemicertifikat per värme — endast generiska materialdatablad
- Offererar AMS för en stor SAG-kvarn utan att diskutera linerdesign — material och design kan inte väljas isolerat
- Kan inte bekräfta erfarenhet med din specifika kvarnmodell eller storlek
- Inga hårdhetstestdata tillgängliga — ”vi följer specifikationen” utan testbevis
- Betydligt lägre prissättning än marknadspriset — foderlegeringar har kända råmaterialkostnader; aggressiv underprissättning indikerar ofta legeringssubstitution
Snabbreferens
| Parameter | Riktlinje |
|---|---|
| AMS-hårdhet i drift | 400–550 HB (härdad) |
| Cr-Mo-hårdhet som gjuten | 325–380 BHN |
| Kostnad för stopp av stora kvarnar | $30,000–$100,000 per timme |
| Jämförelsemått för slitagelivslängd | g liner per ton bearbetad malm |
| Minimikrav på dokument | Kemicertifikat per värme + hårdhetsrapport + dimensionsrapport + ISO-certifikat |
Vanliga frågor om partihandel med mat och dryck
Kan jag köra AMS- och Cr-Mo-foder samtidigt i samma kvarn?
Rekommenderas inte. Olika termiska expansionsegenskaper och slitagehastigheter skapar ojämna slitagemönster för fodret, påverkar kvarngeometrin och komplicerar ditt omliningsschema. Specificera ett material för en komplett fodersats.
Mitt kvarn använder för närvarande AMS-foder som är svåra att ta bort. Vad ska jag göra innan nästa omfodring?
Noggrann högtryckstvätt av fodrets yta före inträngning är obligatorisk — kulor kan fastna mellan deformationshärdade fodren och kommer att lossna om de rubbas. Anlita en entreprenör för omlining med erfarenhet av AMS-expansionsproblem. Inför nästa specifikationscykel, utvärdera ett byte till Cr-Mo och bekräfta med din leverantör att ersättningsfodrets profil är dimensionellt kompatibel med ditt befintliga bultmönster.
Hur jämför jag slitstyrkan mellan AMS och Cr-Mo för min specifika tillämpning?
Begär referensdata för slitagelivslängd från din leverantör för samma kvarnstorlek och malmtyp. Ange slitagelivslängd som gram liner förbrukad per ton bearbetad malm — inte timmar eller månader, som är för beroende av driftsförhållandena för att kunna jämföras mellan olika anläggningar.
Vilken information behöver jag för att få en korrekt offert på liner?
Kvarnens märke, modell och diameter; fodrets position (skal, ände, rost); malmtyp och slitstyrka (bindningsslitageindex om tillgängligt); kulstorlek; kvarnhastighet (% kritisk); och din nuvarande foderspecifikation om du ersätter en befintlig design.
Redo att specificera kulkvarnsfoder?
Dela dina kvarnuppgifter, malmtyp och aktuell foderspecifikation.
Vårt metallurgiska team svarar inom 24 timmar med en materialrekommendation, dimensionsbekräftelse, ledtid och FOB/CIF-offert.



