
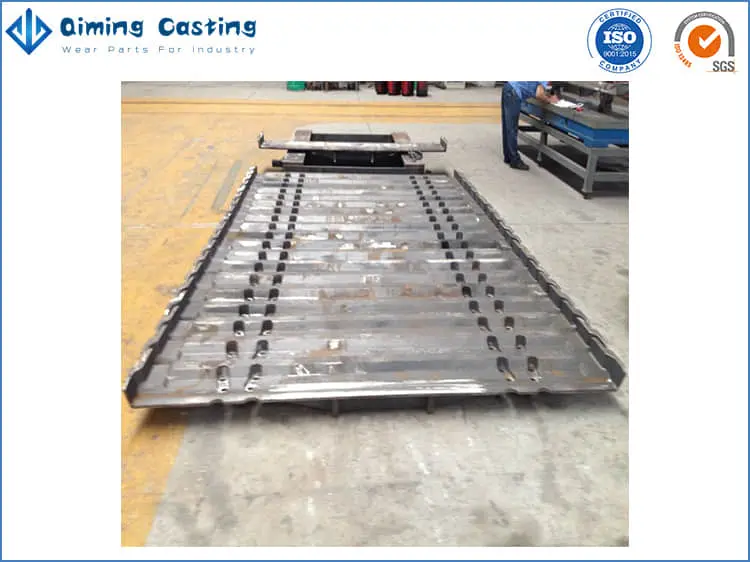
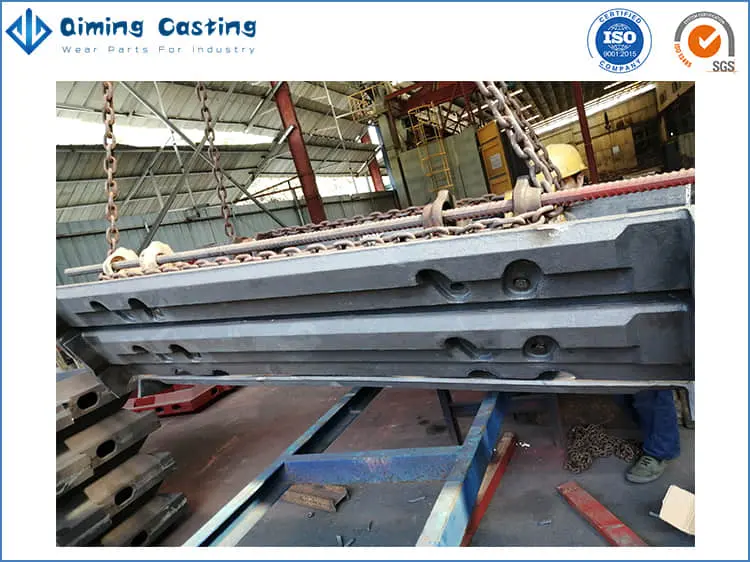
D4 Avental Alimentador Panelas
Alimentadores de avental são usados para extrair ou alimentar minérios grandes, irregulares, abrasivos e pesados sob condições severas de impacto – incluindo operações úmidas, pegajosas ou congeladas. As bandejas alimentadoras de avental de manganês da Qiming Casting são comprovadamente as melhores bandejas para mover materiais abrasivos duros. Elas são superiores às bandejas de aço fabricado e de liga em tenacidade e resistência à fadiga. As superfícies de desgaste nas bandejas de manganês da Qiming Casting, que estão sujeitas a impacto e abrasão de alto estresse, endurecem com uma dureza acima de 400 BHN para longa vida útil.
Os recipientes de alimentação da Qiming Casting são feitos de aço manganês modificado. A tenacidade extremamente alta é comum nesta liga, o que garante que as panelas não quebrem durante condições extremas de serviço. Este material é capaz de endurecer durante o trabalho e pode fornecer vida útil prolongada, especialmente sobre panelas fabricadas. Extensas seções de inspeção do transportador garantem que todos os elos se encaixem e funcionem corretamente juntos.
Nossos recursos das bandejas do alimentador de avental:
D4 Avental Alimentador Panelas

D3 Avental Alimentador Panelas

D6 Avental Alimentador Panelas
D8 Avental Alimentador Panelas

Bandejas de alimentação de avental AF10

Bandejas de alimentação de avental AF28

Bandejas alimentadoras de avental de manganês
Bandejas Alimentadoras de Avental de Aço Liga

Voadores de aço manganês
Esta especificação descreve os requisitos para a fabricação de peças fundidas de aço manganês austenítico para bandejas alimentadoras de sapatas. Esta especificação fornece o padrão mínimo que deve ser cumprido se não houver especificações de outros clientes ou instruções escritas. Devemos rejeitar materiais que não estejam em conformidade com esta especificação, a menos que uma aprovação específica para fazer o contrário seja recebida por escrito da Qiming Casting. Isso se aplica a qualquer estágio de fabricação. Com um aviso razoável da Qiming Casting, devemos permitir que qualquer representante autorizado do cliente entre livremente nas obras da Qiming Casting, a fim de agilizar o trabalho e certificar-se de que todas as tarefas e inspeções foram realizadas de acordo com as especificações do cliente. Essa aceleração e inspeção não deve interferir indevidamente com as operações da Qiming Casting e não isenta a Qiming Casting da responsabilidade de cumprir os requisitos do cliente e esta especificação.
Os seguintes requisitos devem ser satisfeitos, se necessário, adicionando aos requisitos do sistema de qualidade existente do cliente:
Inspecione visualmente todas as faces usinadas para limpeza e inclusões. Verifique todas as dimensões usinadas, em conjunto com o desenho de Registro de Inspeção (Desenho de IV) e registre os resultados com precisão no Desenho de IV. Todos os vôos precisam ser verificados no gabarito plano, e deve ter 2 mm no mínimo. folga entre cada voo.
Depois de terminar as bandejas alimentadoras de manganês, iremos compartilhar os seguintes registros para os clientes: