Contato
Deixe suas necessidades específicas e informações de contato, e a equipe entrará em contato com você o mais breve possível!
A Qiming Casting é uma das maiores fundições de aço manganês do mercado da China, com foco na fundição Aço Hadfield para revestimentos de triturador, revestimentos de moinho, revestimentos de desgaste de trituradora e lâminas de alimentação de avental. Atualmente, nossa empresa é capaz de projetar, projetar e fabricar peças fundidas que variam de 5 kg a 18000 kg de peso.
Não apenas o aço Hadfield padrão (Mn14), a fundição Qiming também fundiu o aço supermanganês (Mn18, Mn22) e aço de liga de manganês (Mn14Cr2, Mn18Cr2, Mn22Cr2, Mn18Cr2NiMo e outras ligas) para mineração, cimento e indústria extrativa.
A Qiming Casting atende a uma base global de fabricantes de equipamentos originais, minas metálicas e fábricas de agregados. Desenvolvemos uma instalação de classe mundial para produzir com eficiência peças fundidas de aço manganês da mais alta qualidade de maneira segura, com controle de qualidade e ambientalmente correto.
A Qiming Casting fabrica tipos de peças fundidas de aço manganês para pedreiras, mineração e indústria de cimento, que incluem: forros de mandíbula de manganês, forros de cone de manganês, forro de moinho de manganês, recipientes de alimentação de manganês, peças de desgaste de triturador de manganês e martelos de manganês.

A Qiming Casting fabrica revestimentos de mandíbula de manganês para marcas populares, que incluem placas de mandíbula fixas, placas de mandíbula móveis e placas de bochecha.

A Qiming Casting fabrica revestimentos de cone de manganês para marcas populares, que incluem manto de britador de cone, britador de cone côncavo e anel de tocha.

A Qiming Casting fabrica revestimentos de manganês para moinhos para marcas populares, que incluem revestimento de extremidade, revestimento de elevação, revestimento de descarga e revestimento de casca.

A Qiming Casting fabrica bandejas alimentadoras de manganês para marcas populares, que incluem a série D, a série AF e outras.

A Qiming Casting fabrica peças de desgaste para trituradoras de manganês para marcas populares. Essas peças incluem grelhas trituradoras, bigornas, bonés e martelos.

A Qiming Casting fabrica martelos de manganês para britadores e trituradores de martelo. Nosso aço de liga de manganês aumenta significativamente a vida útil do martelo.

Cada processo de nossa produção é executado em estrita conformidade com o Procedimento Operacional Padrão (SOP). O processo principal é o seguinte: Simulação de vazamento, desenvolvimento de molde, inspeção de matéria-prima, modelagem (core-making), fusão, vazamento de metal, limpeza e tratamento térmico, usinagem, inspeção, embalagem em armazém e transporte.
Projetar e produzir moldes de acordo com os requisitos dos desenhos. Geralmente, os moldes de madeira podem ser usados para produção de peça única, os moldes de plástico e os moldes de metal são feitos para produção em massa e os modelos podem ser feitos para fundições em massa.
Inclui modelagem (formando a cavidade do fundido com areia de moldagem), fabricação do macho (formando a forma interna do fundido) e correspondência do molde (colocando o macho na cavidade e fechando os frascos superior e inferior). A modelagem é um processo chave na fundição.
De acordo com a composição metálica necessária, a composição química é combinada e o forno de fusão apropriado é selecionado para fundir o material da liga para formar um líquido metálico líquido qualificado (incluindo composição qualificada e temperatura qualificada).
Despeje metal fundido qualificado na caixa de areia equipada com o molde. O estágio de vazamento tem altos requisitos de segurança, e temos um rigoroso controle de processo para proteger a segurança de nossos funcionários.
Depois que o metal fundido é vazado e solidificado, a areia de moldagem é removida, e o portão e outros acessórios são retirados para formar a peça de fundição necessária.
A usinagem é a etapa mais importante para ajudar na instalação dos produtos.
Todas as dimensões em branco são verificadas usando uma CMM. Temos a máquina de dureza Rockwell, instrumento de equilíbrio dinâmico, medidor de circularidade, etc. O departamento de qualidade da empresa tem funcionários certificados para fazer testes UT, PT, MT.
A composição química é um dos fatores mais importantes que podem afetar as propriedades mecânicas das peças fundidas de aço com alto teor de manganês. O teor de carbono e manganês desempenha um papel importante na produção de aço com alto teor de manganês. A fundição de aço manganês pode ter vários tipos modificados em sua rota de produção, e esses tipos geralmente são produzidos para atender aos requisitos da aplicação, tamanho da seção, tamanho da peça fundida, custo e considerações de soldabilidade. E outros elementos de conteúdo também desempenham um papel importante na fundição de aço manganês.
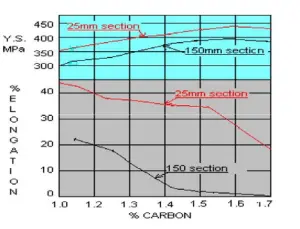
Efeito do teor de carbono na resistência ao escoamento e alongamento da fundição de aço manganês
Efeito do teor de carbono na resistência ao escoamento e alongamento da fundição de aço manganês. Ele mostrou sistematicamente que a resistência à abrasão da fundição de aço com alto manganês aumentará com o aumento do teor de carbono. O teor de carbono acima de 1.4% raramente é usado devido à dificuldade de se obter uma estrutura austenítica livre de carbonetos de contorno de grão que são prejudiciais à resistência e à ductilidade do referido aço.
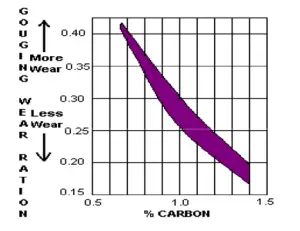
Efeito do teor de carbono na resistência ao desgaste da fundição de aço manganês
Efeito do teor de carbono na resistência ao desgaste da fundição de aço manganês. O baixo teor de carbono (0.7% C no mínimo) pode ser usado para minimizar a precipitação de carboneto em fundições pesadas ou em soldagens, e teores de baixo carbono semelhantes são especificados para metal de adição de soldagem. Por outro lado, sabe-se que o manganês é um estabilizador de austenita, portanto, o excesso de manganês em relação ao aço fará com que a fase austenítica se torne estável à temperatura ambiente. A austenita tem uma estrutura FCC; portanto, o excesso de manganês (20 - 26)% em peso pode diminuir a força de rendimento.
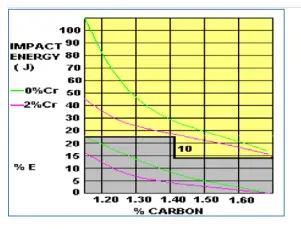
Efeito do teor de cromo na fundição de aço manganês de 13%
O cromo tem uma tendência a aumentar a penetração da dureza. Este elemento tem efeitos interessantes no aço, bem como melhora a resistência à corrosão do aço manganês. O cromo atua como um formador de carboneto, portanto, o excesso de Cr para o aço manganês resultará em carboneto precipitado no contorno do grão na condição de fundido. Os resultados de Pribulova mostraram que para diminuir a fração de volume de carboneto e obter bons valores de impacto, o teor de cromo deve ser limitado a 0.1%. Este carboneto pode ser removido por tratamento de solução entre 1050 °C - 1100 °C. Se carbonetos existirem na estrutura temperada, é desejável que eles estejam presentes como partículas ou nódulos relativamente inócuos dentro dos grãos de austenita, em vez de envelopes contínuos nos contornos dos grãos. Se esses carbonetos estiverem presentes como partículas inócuas dentro da matriz, o limite de escoamento aumentará enquanto a energia de impacto diminuirá.
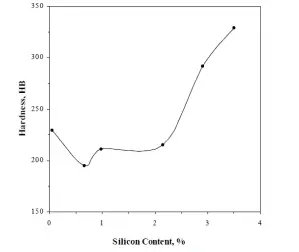
Efeito do teor de silício na fundição de aço manganês
O silício é usado como um agente desoxidante (matador) na fusão do aço, mas para o aço manganês, a adição de silício altera a morfologia do Fe3C e tem efeito na dureza do aço Mn. O aumento na dureza pode ser explicado com base no fato de que ao aumentar o teor de silício além de 1.99%, a fração volumétrica de Fe3C aumentará, dando origem à dureza do aço Hadfield.

Efeito do teor de fósforo na fundição de aço manganês
O fósforo é uma preocupação maior no aço manganês e tende a segregar nos limites dos grãos, liquefaz-se durante o recozimento da solução e forma um filme eutético de fosfeto quebradiço. O teor de fósforo para barras de teste de 25 mm mostra pouca mudança nas propriedades de tração. Acima de 0.06% de fósforo, a plasticidade de alta temperatura do aço manganês é severamente reduzida devido ao eutético de fosfeto. Acima de 0.1%, a resistência à tração e o alongamento do aço manganês diminuem.
Efeito do teor de molibdênio na fundição de aço manganês. Adições de molibdênio a aços manganês resultam em várias mudanças. Primeiro, a temperatura inicial da martensita é reduzida, o que estabiliza ainda mais a austenita e retarda a precipitação de carboneto. Em seguida, adições de molibdênio alteram a morfologia dos carbonetos que se formam durante o reaquecimento após o material ter passado por um tratamento de solução. Filmes de contorno de grão de carbonetos aciculares normalmente se formam, mas após a adição de molibdênio, os carbonetos que precipitam são coalescidos e dispersos pelos grãos. O resultado dessas mudanças é que a tenacidade do aço é melhorada pela adição de molibdênio. Outro benefício das adições de molibdênio pode ser a melhoria das propriedades mecânicas fundidas. Isso pode ser um benefício real durante a produção de fundição. Em graus de carbono mais altos, o molibdênio aumentará a tendência de fusão incipiente, portanto, deve-se tomar cuidado para evitar isso, pois as propriedades mecânicas resultantes serão severamente diminuídas.
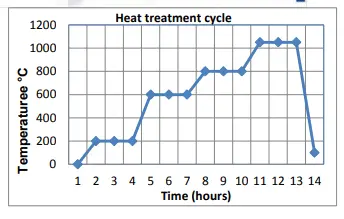
Idealmente, os aços manganês tratados termicamente terão uma microestrutura austenítica de granulação fina totalmente homogeneizada. O tamanho do grão é uma função da temperatura de vazamento e o tratamento térmico normalmente não influencia o tamanho do grão. Alguns tentaram desenvolver estratégias de tratamento térmico que primeiro transformassem a estrutura em uma estrutura perlítica, que permitiria o refinamento do grão no tratamento térmico final. Essas estratégias não foram amplamente aceitas ou implementadas por vários motivos. Um dos motivos é que esses ciclos se tornam caros devido às altas temperaturas do forno e aos longos tempos de espera necessários. Além disso, a liga frequentemente não era significativamente melhorada por esses ciclos.
O ciclo de tratamento térmico típico para a maioria dos aços manganês consiste em um recozimento em solução seguido por uma têmpera em água. Este ciclo pode começar à temperatura ambiente ou a uma temperatura elevada dependendo da temperatura inicial das peças fundidas. A temperatura inicial no forno de tratamento térmico é ajustada para ser próxima à temperatura de fundição e então é aumentada em uma taxa lenta a moderada até que a temperatura de imersão seja atingida. As temperaturas de imersão são tipicamente altas para facilitar a dissolução de qualquer carboneto que possa estar presente. As temperaturas em ou perto de 2000 ° F são normalmente usadas para atingir o efeito de homogeneização desejado. A composição química da liga definirá a temperatura de imersão.
O tratamento térmico fortalece o aço manganês austenítico para que ele possa ser usado com segurança e confiabilidade em uma ampla variedade de aplicações de engenharia. O recozimento e a têmpera em solução são o tratamento padrão que produz propriedades de tração normais e a tenacidade desejada. Isto envolve austenitização seguida rapidamente de têmpera em água. A temperatura de austenitização é mantida entre 1050°C – 1100°C e então temperada em água agitada para remover o estágio de vapor.

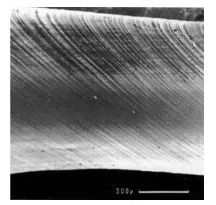
Microestrutura mostrando linhas de deslizamento
O endurecimento por trabalho, também conhecido como endurecimento por deformação ou trabalho a frio, é o fortalecimento de um metal por deformação plástica. Este fortalecimento ocorre devido aos movimentos de deslocamento e geração de deslocamento dentro da estrutura cristalina do material. O método usual de deformação plástica em metais é o deslizamento de blocos do cristal sobre outro ao longo de planos cristalográficos definidos, chamados de planos deslizantes. Os átomos se movem por um número inteiro de distâncias atômicas ao longo do plano de deslizamento e uma etapa é produzida, conhecida como linha de deslizamento.
O endurecimento por deformação resulta devido ao empilhamento de deslocamento em planícies de deslizamento em barreiras no cristal. Entende-se agora que o endurecimento por deformação ou endurecimento por trabalho é causado por deslocamentos interagindo uns com os outros e com barreiras que impedem seu movimento através da rede cristalina. Pode-se dizer que a taxa de endurecimento por trabalho pode ser aumentada se as barreiras que impedem o movimento dos deslocamentos puderem ser aumentadas.
Foi mencionado que a característica única deste aço manganês resistente e de alta resistência é o rápido endurecimento por trabalho, desde a resistência ao escoamento de 379 MPa até uma resistência à tração final de 965 MPa na superfície. É comumente ensinado que o rápido endurecimento por trabalho em aço Hadfield surge da transformação induzida por deformação da austenita em martensítica.
As propriedades exclusivas de resistência ao desgaste do aço manganês também o tornam muito difícil de usinar, na melhor das hipóteses. Nos primórdios da produção de aço manganês, pensava-se que não era usinável e usava-se moagem para dar forma às peças. Agora, com ferramentas de corte modernas, é possível tornear, furar e moer aços manganês. O aço manganês não funciona como outros aços e normalmente requer ferramentas feitas com um ângulo de saída negativo. Além disso, velocidades de superfície relativamente baixas com grandes profundidades de corte produzem os melhores resultados. Esse arranjo produz altas forças de corte e o equipamento e as ferramentas devem ser robustos para suportar essas forças. Qualquer vibração do ferramental pode adicionar ao endurecimento do trabalho da superfície que está sendo usinada. A maioria dos cortes normalmente é feita sem qualquer tipo de lubrificação. Durante a usinagem de manganês, é importante remover continuamente a zona endurecida por trabalho com o próximo corte. Pequenos cortes de acabamento ou trepidação da ferramenta aumentarão a dureza e tornarão a superfície restante virtualmente não usinável.
A perfuração de aços manganês, enquanto possível, é muito difícil e os furos necessários devem ser moldados na peça versus perfurados. Se forem necessários orifícios perfurados, os insertos de aço macio são frequentemente moldados na peça para que a pastilha usinável possa ser perfurada ou perfurada e rosqueada.
