Contato
Deixe suas necessidades específicas e informações de contato, e a equipe entrará em contato com você o mais breve possível!
Explore revestimentos superiores para britadores de cone na Qiming Casting, a principal fábrica de revestimentos para britadores de cone na China. Nossa tecnologia avançada oferece revestimentos duráveis e projetados com precisão, superando os padrões da indústria. Conte com nossa dedicação à qualidade, inovação e atendimento ao cliente incomparável. Aumente sua eficiência de britagem com os revestimentos do britador cônico de alto desempenho da Qiming Casting.
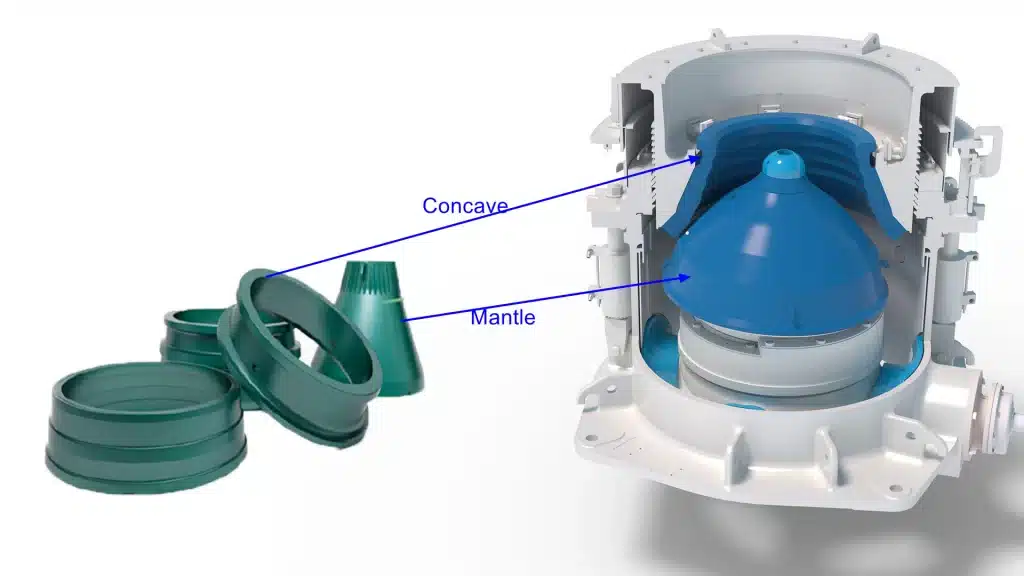
Cone Crushers Liners é a vestimenta externa de um operador de Cone Crusher. Um operador de Cone Crusher assume a tarefa extenuante de esmagar pedras gigantescas em outras menores. Investir no equipamento de proteção adequado se torna essencial para garantir uma atividade suave e sem interrupções. Você também pode encontrar Cone Crusher Liners como 'Cone Crusher Wear Parts'.
Um Cone Liner tem o formato de uma esfera oca com duas placas de revestimento em formato de tigela. A placa superior é categoricamente reconhecida como 'Bowl Liner' ou 'Concave', enquanto a placa inferior é conhecida como 'Cone Liner' ou 'Mantle'. O espaço entre os dois revestimentos forma uma câmara de britagem que ajusta ambos os revestimentos de forma inteligente quando a britagem está em andamento.
Os Cone Liners são feitos de aço manganês de alta qualidade para forte aderência após impacto. Normalmente, as classes utilizadas são Mn14, Mn18 e Mn22.
Existem muitos fabricantes de revestimentos para britadores de cone no mundo, então por que você deveria escolher a Qiming Casting? Existem alguns motivos:
Diferentes britadores cônicos têm diferentes condições de trabalho. O uso de diferentes revestimentos cônicos com base nas condições de trabalho pode prolongar a vida útil das peças de desgaste e minimizar o tempo de inatividade.
Qiming Casting está disponível em vários materiais:

O manganês continua sendo uma das principais escolhas devido à sua durabilidade e alta resistência. A placa de desgaste é ideal e as pessoas a utilizam na mineração há mais de 100 anos. Devido à sua propriedade de endurecimento com o impacto, ele continua sendo um dos nossos revestimentos para britadores de cone mais vendidos.
Agora você pode escolher entre nossa produção de vários revestimentos graduados para britadores cônicos de aço manganês:
Saiba mais sobre o fundição de aço manganês→

O desgaste do aço manganês tem uma vida útil mais curta e não pode sobreviver a condições adversas de trabalho, especialmente na britagem de minério de cobre. Introduzimos revestimentos de britadores de microliga para garantir a mesma eficiência com maior tempo de uso.
Fabricamos nosso revestimento do britador de cone com níquel molibdênio, o que melhora a estrutura da peça fundida. Nossos liners possuem uma mistura de manganês e carbono para fortalecer a fundição feita de aço com alto teor de manganês.
Nossos inovadores revestimentos microligados do britador proporcionam o mesmo rendimento com maior tempo de desgaste. Oferecemos diferentes ligas graduadas que se comportam de maneira diferente sob diversas condições de trabalho. Com base no feedback dos clientes, os revestimentos de microliga são melhores e duram 20-30% mais do que os revestimentos Mn22.
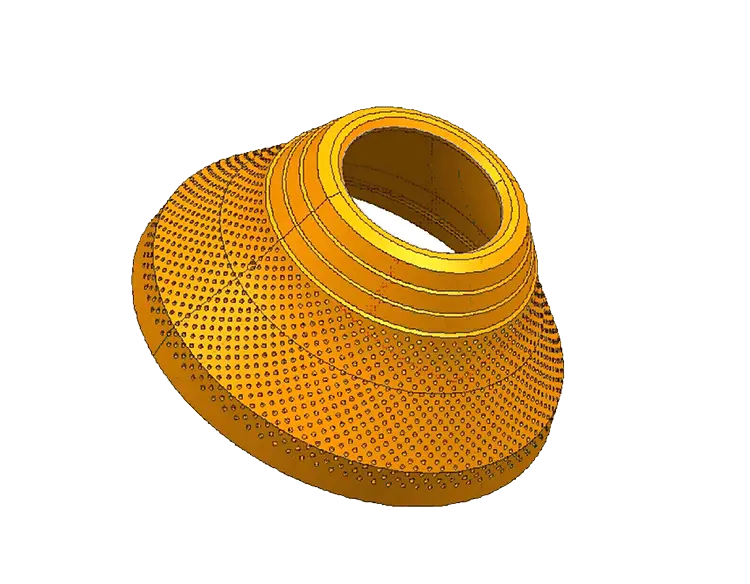
Projetado explicitamente pelos engenheiros da Qiming Casting para triturar pedras ultraduras. Aqui está como nosso revestimento do britador de cone embutido de carboneto de titânio funcionará;
À medida que a pedra entra na câmara de britagem, as hastes salientes de carboneto de titânio são as primeiras a entrar em contato com a pedra. Devido à ultra-dureza das hastes de carboneto de titânio, as hastes de carboneto de titânio se desgastam extremamente lentamente. Por outro lado, a superfície de trabalho do aço com alto teor de manganês, que é o substrato, entra gradualmente em contato com a pedra. Quando a parte saliente da haste de carboneto de titânio se desgasta, ela endurece a superfície de trabalho do aço com alto teor de manganês.
Os benefícios do uso de carboneto de titânio em ferramentas de mineração
Nossos clientes afirmam que as camisas do britador cônico com carboneto de titânio duram duas vezes mais que as camisas de aço normais.
Saiba mais sobre o Peças de desgaste de inserções TIC→
Existem alguns casos de estudo de nossos revestimentos para britador de cone:
No clima económico actual, a redução de custos e a maximização dos lucros são fundamentais. O gerenciamento bem-sucedido de um negócio de pedreiras envolve considerações estratégicas de custos, especialmente no tratamento de despesas significativas, como substituições de britadores de cone.
Este artigo apresenta uma abordagem econômica para minimizar os custos de substituição do britador por meio do uso de revestimentos fundidos do britador. Avanços recentes neste método comprovaram sua eficácia quando aplicado em cenários adequados. Os britadores de cone funcionam alimentando pedra no topo da câmara do britador.
A câmara é equipada com revestimento de reposição do britador, especificamente o manto e os revestimentos do bojo. À medida que a pedra desce, ela quebra devido à pressão e ao atrito gerados pelo movimento do manto e do revestimento da tigela.
Os liners variam o teor de manganês dependendo do tipo de pedra a ser britada, variando de 12% a 23%, resultando em materiais rotulados como Mn14, Mn18 e Mn21.
Seleção de revestimento
Crucial para a seleção do britador é o tipo de revestimento do recipiente:
A seleção depende do produto e da matéria-prima desejada, ressaltando a importância da consulta aos fabricantes. Alguns oferecem serviços de projeto auxiliado por computador e análise de desgaste para vários britadores, inclusive os de concorrentes.
Seleção do britador
A seleção ideal da câmara de britagem é fundamental durante a instalação do britador cônico. A taxa de redução, que determina o produto produzido, depende da câmara escolhida. Além disso, o ajuste do lado fechado, que influencia tanto o desgaste como o produto final, requer consideração. A escolha de uma unidade padrão em vez de uma cabeça curta reduz a produção de produtos finos, levando à recirculação e ao aumento do desgaste.
Características da Câmara:
Adicionando superfície protetora
Para evitar o desgaste precoce dos revestimentos, os especialistas aplicam uma camada protetora nos revestimentos. Os revestimentos de manganês podem mudar de formato e tamanho ao longo do tempo, afetando o ajuste do britador. A aplicação precisa é crucial e pequenas distorções com compostos de suporte são controláveis.
O processo de revestimento protetor envolve colocar o revestimento em uma mesa giratória, pré-aquecê-lo e aplicar um cordão de carboneto de cromo com 3 mm de espessura. Os padrões de desgaste determinam as áreas de tratamento, e os pesquisadores experimentam vários tratamentos para observar seu impacto nos revestimentos.
Exceder a vida útil pretendida das camisas do britador cônico pode levar a problemas mecânicos prejudiciais. O uso prolongado faz com que os revestimentos flexionem, rachem e mantas finas ou rachadas podem resultar em danos graves à superfície do assento. Embora a determinação de revestimentos desgastados não possua métodos infalíveis, três indicadores principais sinalizam a necessidade de substituição:
Em essência, a operação eficiente do britador cônico exige a substituição proativa do revestimento. O monitoramento da produção, a avaliação da espessura do revestimento e o cumprimento de um limite de declínio de 10% garantem o desempenho ideal, evitando perdas financeiras significativas e maximizando a eficiência do britador.
Normalmente, o processo de troca das camisas do britador cônico envolve seis etapas:
A seleção da câmara de britagem apropriada envolve considerar cinco fatores cruciais:
Vale ressaltar que cada britador cônico oferece diversas opções de cavidades com diferentes aberturas de alimentação e faixas de ajuste. A escolha da cavidade correta depende de fatores como tamanho de alimentação, configuração e aplicação. É importante ressaltar que o britador é apenas um componente de um circuito de britagem. Seu desempenho depende da seleção e operação adequadas de alimentadores, transportadores, peneiras, motores elétricos, componentes de acionamento e silos de alimentação – todos partes integrantes do circuito. Para otimizar a produção, é essencial avaliar esses elementos coletivamente.
Normalmente, a produção de revestimentos de britadores cônicos envolve um processo de fundição em areia, seguindo as etapas padrão descritas abaixo:





