Le moulage des patins de chenille est un élément essentiel de pelles électriques, représentant 10 à 15 % du poids total de l'équipement. En tant que partie mobile des équipements miniers, il fonctionne dans des environnements difficiles et subit des conditions de contrainte complexes et variables, entraînant rapidement une usure, une déformation et même des fractures du patin de chenille. Les patins de chenilles des gros équipements sont généralement remplacés en groupe, avec des coûts de remplacement élevés. Par conséquent, les chaussures de piste doivent avoir des caractéristiques de performance complètes telles qu'une résistance élevée, une résistance à l'usure, une résistance aux chocs et une résistance à la fatigue. Actuellement, les matériaux utilisés pour les pièces moulées des patins de chenille comprennent principalement l'acier à haute teneur en manganèse, l'acier faiblement allié, etc., de nombreux modèles à l'étranger optant pour des patins de chenille en acier faiblement allié.
L'acier faiblement allié conserve sa résistance à l'usure tout en offrant de meilleures performances globales que acier au manganèse élevé. Cependant, l’ajout d’éléments d’alliage dans l’acier faiblement allié réduit la conductivité thermique de l’alliage. Il élargit la plage de solidification, le rendant plus susceptible de générer des contraintes importantes pendant la solidification, conduisant à la formation de fissures. Qiming Casting a étudié le processus de moulage des patins de chenille en acier faiblement allié et a rencontré des problèmes tels que des fissures et du sable collé lors des essais de production. En réponse à ces problèmes, cet article optimise le processus de moulage des patins de chenille, élimine les défauts de coulée et produit des produits de moulage de patins de chenille qualifiés.
Analyse des exigences techniques des patins de chenille et des difficultés du processus de coulée
Les pré-requis techniques
Composition chimique
Les patins de chenille sont moulés en acier faiblement allié à haute résistance et présentent une bonne résistance à l'usure et aux chocs. Le matériau spécifique est modifié selon AS-1444-Grade4320. La composition chimique est présentée dans le tableau 1.
| Tableau 1. Exigence de composition chimique pd/% | ||||||||||
| C | Si | Mn | S | P | Mo | Ni | Cu | Al | V | |
| Min. | 0.21 | 0.3 | 0.8 | 0 | 0 | 0.4 | 1.4 | 0.03 | 0 | |
| Max. | 0.25 | 0.6 | 1.1 | 0.035 | 0.035 | 0.45 | 1.7 | 0.3 | 0.06 | 0.03 |
Exigences de qualité
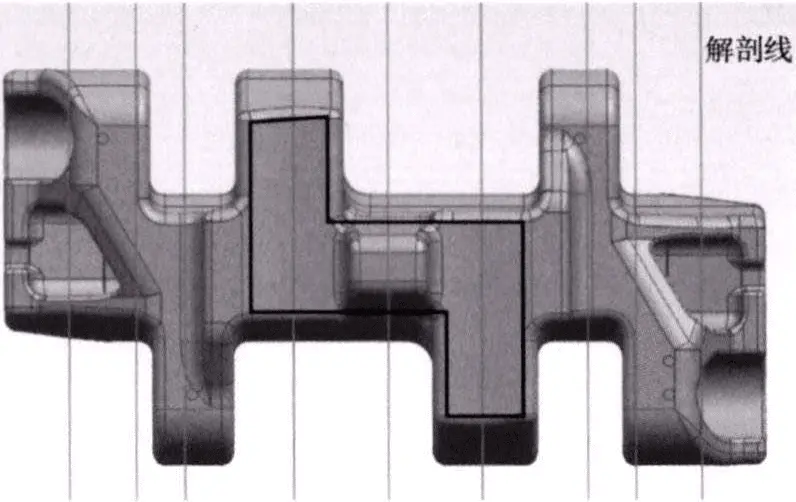
Sur la base des conditions d'utilisation des diverses parties structurelles du patin de chenille, celui-ci est divisé en zones critiques et non critiques. Les zones critiques sont les régions délimitées par la polyligne de la figure 1 et les parties des oreilles de la broche. Au cours de la production d'essai, les pièces moulées doivent subir des inspections globales visuelles, dimensionnelles, magnétiques et ultrasoniques. Après l'usinage, les trous d'épingle doivent subir un ressuage sur la surface usinée. Après le traitement thermique, les échantillons doivent également être disséqués selon les besoins, les emplacements disséqués étant indiqués dans la figure 1. Après la dissection, des inspections par ressuage, par particules magnétiques, par ultrasons et radiographiques sont effectuées sur les surfaces disséquées. La finition de surface de la pièce moulée doit répondre aux exigences des normes d'inspection visuelle ASTM A802, et la surface de la pièce coulée ne doit pas présenter de sablage ni de peau d'oxyde. L'inspection par ultrasons est effectuée conformément aux normes d'inspection par ultrasons AS2574-2000 – Castech, avec des exigences de premier niveau pour les zones critiques et des exigences de deuxième niveau pour les zones non critiques. L'inspection radiographique est effectuée conformément à la norme ASTM E94 – Standard Guide for Radiographic Examination, avec des défauts dans les zones critiques A, B et C limités à moins de 2e année, tandis que les défauts dans D, E et F ne sont pas autorisés. Dans les zones non critiques, les défauts en A et B doivent être inférieurs au 2e niveau, C inférieur au 3e niveau et les défauts D, E et F ne sont pas autorisés. En raison des exigences de qualité strictes pour les pièces moulées, des exigences élevées sont imposées au processus de coulée.
Analyse des difficultés du processus de coulée
Caractéristiques structurelles du produit
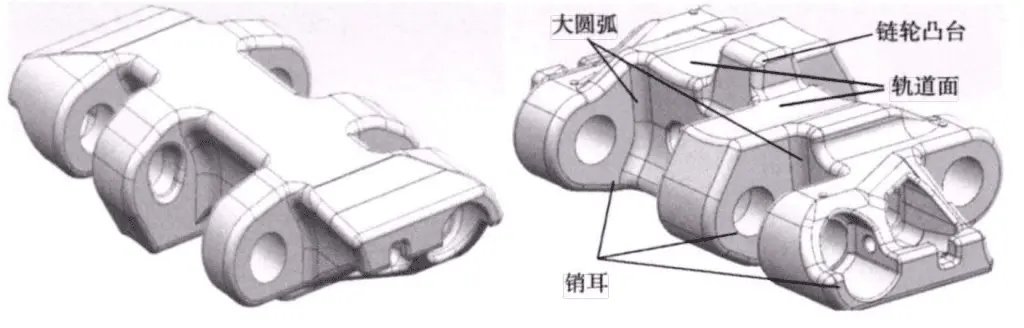
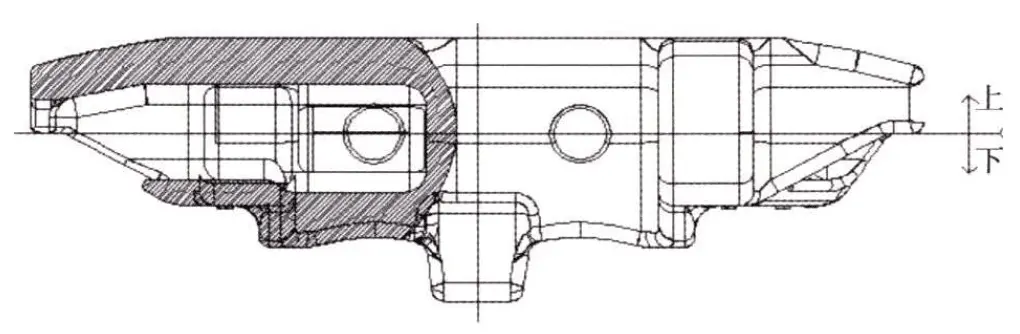
Le patin de chenille est un composant essentiel de la pelle électrique, comme le montre la figure 2. Le poids individuel de ce produit est de 909 kg, avec des dimensions hors tout de 1,400 760 mm x 430 mm x 190 mm. Le produit présente des variations significatives d'épaisseur de paroi, avec une épaisseur maximale de 40 mm et une épaisseur minimale de 70 mm, l'épaisseur principale allant de 120 mm à 2 mm. Il y a trois trous d'épingle de chaque côté du patin de chenille, qui nécessitent un usinage. L'utilisation des graphiques tridimensionnels du produit permet une observation claire de la structure interne de la pièce moulée. Le patin de chenille peut être divisé en plusieurs régions mutuellement indépendantes, notamment le bossage central du pignon, les oreilles à six broches et treize grands arcs reliant les oreilles des broches au corps, comme le montre la figure 3. La section transversale difficile est représentée sur la figure XNUMX.
Analyse des tendances des fissures
Les caractéristiques des alliages, les changements brusques d’épaisseur de paroi et le retrait limité peuvent tous augmenter la tendance des pièces moulées à développer des fissures. Les pièces moulées en alliage à haute trempabilité sont sujettes à la formation de martensite pendant le soudage, ce qui rend les fissures difficiles à réparer et produit même des déchets de produits. Par conséquent, la réduction de l’apparition de fissures dans les pièces moulées des patins de chenille est un aspect crucial de la conception du processus. D'après l'analyse de la structure de coulée, il est connu que la partie en arc reliant les oreilles des broches au corps est la zone où la coulée est la plus susceptible d'être gênée par le moule en sable pendant la solidification. Cette zone subit d'importantes variations d'épaisseur de paroi et constitue la région la plus susceptible à la formation de fissures dans la pièce moulée, nécessitant ainsi une attention particulière lors de la conception du processus.
Conception du processus de moulage du patin de chenille
Conditions de production de base
Le processus consiste à utiliser du moulage au sable de résine phénolique, à fabriquer des noyaux et à faire fondre l'alliage dans un four à moyenne fréquence de 2 tonnes. Le moulage à la machine est adopté, avec des noyaux fabriqués manuellement. Un revêtement en poudre alcoolique de silicate de zirconium est appliqué sur les surfaces de travail des moules et des noyaux en sable.
Sélection des plans de joint
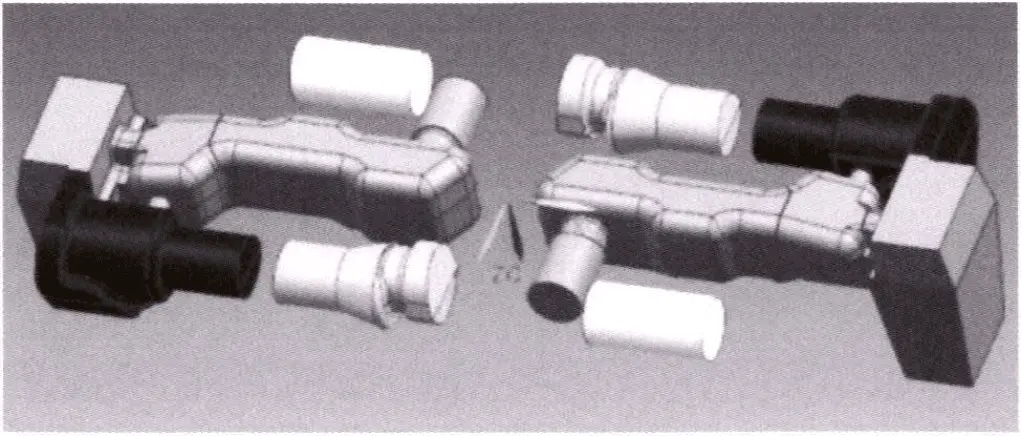
Le patin de chenille est fabriqué en acier faiblement allié, et ses processus de retrait liquide et de retrait par solidification nécessitent la consommation d'une certaine quantité d'acier fondu, qui doit donc être reconstitué via des colonnes montantes jusqu'à la coulée. La surface de roulement du patin de chenille, le bossage du pignon et les oreilles des broches sont des zones critiques et doivent être placées en premier au fond du moule. En même temps, placer la grande surface plane au sommet du moule facilite la disposition et le nettoyage des contremarches. Pour simplifier la structure du noyau et faciliter le retrait du noyau, la ligne de joint est conçue sur le plan où se trouve le centre du trou d'épingle. Le diagramme simplifié du processus de coulée est présenté à la figure 4.
Conception de noyau de sable
Sur la base de la ligne de séparation déterminée, la conception du noyau de sable pour le moulage du patin de chenille est réalisée, comme le montre la figure 5. Les noyaux de sable pour les six trous de broche externes sont de structure cylindrique, simple et facile à produire. Le noyau de sable de la cavité interne est globalement en forme de L. Une grande tête de noyau est placée au niveau de la queue pour assurer le positionnement et la fixation, tandis qu'une tête de noyau cylindrique est placée au niveau de la tête pour un positionnement et une fixation auxiliaires, empêchant ainsi le déplacement et le flottement des noyaux de sable.
Disposition des colonnes montantes et des fers réfrigérés
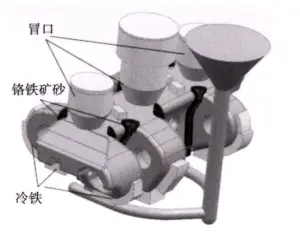
Les principaux points chauds du patin de chenille sont le bossage central du pignon et les points de connexion des oreilles des broches au corps, au nombre de 7 au total. En plaçant des refroidisseurs, les points chauds sur le bossage du pignon et ses côtés sont combinés en un seul point chaud. Des refroidisseurs sont placés dans la partie inférieure et sur les côtés des oreilles des broches pour permettre à deux points chauds extérieurs de partager une seule colonne montante. Par conséquent, seulement 3 colonnes montantes sont nécessaires pour le moulage, comme le montre la figure 6.
Conception du système de porte
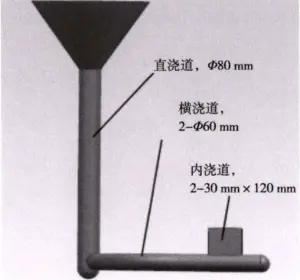
Le système d’entrée de coulée est le passage par lequel l’acier en fusion remplit la cavité du moule de coulée. Un système de déclenchement bien conçu peut réduire la vitesse de l'acier en fusion entrant dans la cavité du moule, diminuer les turbulences, minimiser l'oxydation de l'acier, améliorer la fluidité du processus de coulée, réduire le risque de porosité et atténuer l'impact de l'acier en fusion sur le moule en sable. , réduisant ainsi le risque de défauts de coulée. Le système de portes pour le moulage du patin de chenille est illustré à la figure 7, avec les rapports de section de chaque composant déterminés par les calculs suivants : A Droit : A Transversal : A Intérieur = 1 : 1.12 : 1.43, constituant un système de coulée ouvert.
Conception de sable de chromite
Comparé au sable de silice, le sable de chromite a un caractère réfractaire plus élevé, ce qui peut réduire la tendance du sable de coulée à coller aux zones de placement. De plus, le sable de chromite peut accélérer le taux de solidification des zones de placement, permettant à la surface de coulée dans ces zones d'établir sa résistance plus rapidement, réduisant ainsi la tendance à la fissuration. D'après la structure du patin de chenille, il est évident que la partie en arc reliant les oreilles des broches au corps est gênée par le moule en sable pendant la solidification par coulée, ce qui entraîne des contraintes importantes. Combiné à la grande épaisseur de paroi dans cette zone, l’établissement de la résistance est relativement lent, ce qui la rend sujette aux fissures. Par conséquent, du sable de chromite doit être placé dans cette zone pour réduire la formation de fissures, comme le montre la figure 6.
Les régions où les refroidissements sont placés sur la surface de coulée et les zones environnantes subissent des gradients de température importants lors de la solidification du liquide métallique, conduisant à une contrainte de retrait. En particulier, placer des refroidissements autour de sections épaisses de la pièce moulée génère des contraintes importantes, qui peuvent facilement dépasser la résistance du film métallique liquide, provoquant des fissures. Placer du sable de chromite ayant de bonnes propriétés de stockage de chaleur entre la pièce coulée et les refroidissements peut empêcher la formation de fissures. Par conséquent, lors de la conception du processus de moulage des patins de chenille, du sable de chromite, de 10 à 20 mm d'épaisseur, est placé autour des refroidissements dans les sections épaisses du moulage.
Prédiction de la faisabilité du processus de coulée
Analyse de simulation du processus de remplissage
La figure 8 montre le processus de remplissage du moulage du patin de chenille. Au bout d'une seconde de coulée, l'acier fondu commence à remplir la cavité du moule de coulée, avec une petite quantité d'éclaboussures se produisant lorsque le liquide entre, comme le montre la figure 1a. Ensuite, le métal en fusion remplit la cavité du moule de coulée, en commençant par le plan inférieur de la pièce moulée. Une fois le plan inférieur rempli, l'acier fondu se remplit progressivement en couches et le processus de remplissage se déroule sans problème. Pendant le processus de remplissage, on peut observer à partir de la température que les zones où sont placés les refroidisseurs ont la température la plus basse, suivies par les bords de la coulée.



