Guide d'approvisionnement en pièces détachées pour concasseurs giratoires 2026 : Ce que tout exploitant minier doit savoir
Un concasseur giratoire primaire peut traiter des milliers de tonnes de roche par jour. Lorsqu'une de ses pièces d'usure tombe en panne prématurément, le coût ne se limite pas au remplacement de la pièce moulée : il engendre des pertes de production, des difficultés logistiques d'urgence et un arrêt imprévu qui perturbe l'ensemble de l'exploitation. La différence entre un programme de gestion des pièces d'usure bien conçu et un programme réactif tient souvent à un seul point : bien comprendre ce que l'on achète avant de passer à l'achat.
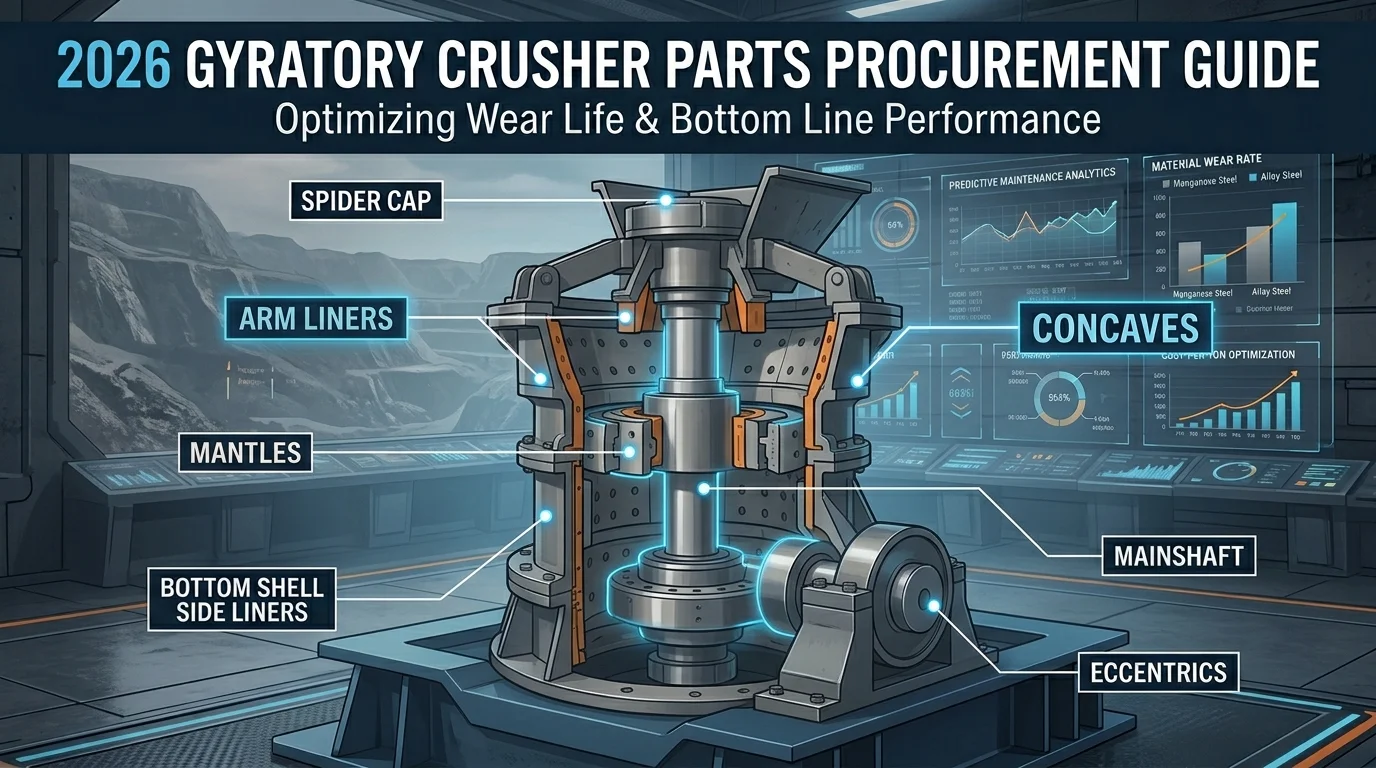
Ce guide détaille les huit éléments de base pièces de concasseur giratoire — leurs fonctions, les options matérielles et les décisions d’approvisionnement qui auront un impact réel sur vos résultats en 2026.
1. Manteaux de concasseurs giratoires : fonction, qualités des matériaux et stratégie de remplacement
Fonction
Le manteau est la surface de concassage mobile du concasseur giratoire, montée sur l'arbre principal vertical central. Lorsque l'ensemble excentrique entraîne l'arbre principal dans un mouvement giratoire, le manteau ouvre et ferme continuellement l'espace de concassage contre les revêtements concaves fixes. Cette compression répétée permet de réduire les matériaux d'alimentation de grande taille — parfois des blocs de plus d'un mètre — en une fraction plus facile à traiter en aval.
Comme le manteau est en contact avec chaque élément d'alimentation, il supporte la charge d'usure combinée la plus importante de toute la machine : impact en haut, abrasion en bas et un mélange des deux au milieu.
Matériel Requis
Acier standard à haute teneur en manganèse Les nuances Mn14, Mn18 et Mn22 restent la norme du secteur. L'acier au manganèse s'écrouit sous l'effet des chocs, ce qui signifie que sa surface devient progressivement plus dure en service ; une propriété qui le rend particulièrement adapté au concassage primaire à fort impact.
Cependant, dans les applications très abrasives (par exemple, le granit dur, le quartzite, le minerai de fer à haute teneur en SiO₂), le manganèse standard s'use rapidement car l'écrouissage nécessite un impact soutenu pour s'activer. Dans ces cas, les opérateurs ont souvent recours à :
- Alliages à haute teneur en manganèseavec ajout de chrome ou de molybdène pour une meilleure résistance à l'abrasion
- manchons d'insertion TICDes inserts en carbure de tungstène, intégrés à la matrice d'acier au manganèse, prolongent considérablement la durée de vie en conditions abrasives. Le principe est simple : ces inserts (carbure cémenté, dureté V d'environ 1 500 à 2 000) présentent une dureté bien supérieure à celle de l'acier au manganèse écroui (dureté V de 200 à 500). Placés dans les zones les plus sollicitées, ces inserts ultra-durs forment une structure protectrice qui ralentit significativement l'érosion de la matrice environnante, offrant ainsi une durée de vie 1.5 à 2 fois supérieure à celle d'un manchon en manganèse standard dans les applications appropriées. Un mauvais choix de ces inserts peut avoir des conséquences néfastes sur l'ensemble du système.
Le design de la cheminée a également son importance. Voici quelques options :
- 1, 2 ou 3 piècesconfigurations (la configuration multi-pièces permet une sélection de matériaux spécifique à chaque zone)
- Profils lisses vs. ondulés(La surface ondulée réduit l'accumulation de fines particules et améliore l'adhérence à l'alimentation)
- Standard, surdimensionné et RBD (diamètre inférieur réduit)dimensions adaptées à l'état d'usure concave actuel
Notes sur les achats
- Spécifiez toujours votre Dureté de la matière première, indice d'abrasion (Ai) et distribution granulométrique typiqueLors d'une demande de devis pour une cheminée, précisez vos coordonnées. Un fournisseur qui ne vous les demande pas vous propose probablement une solution standard.
- Les manteaux en plusieurs parties permettent d'optimiser la qualité du matériau par zone — une option à considérer si l'usure de vos chambres supérieure et inférieure est très différente.
- Maintenir un au minimum un manteau de rechangesur site ; les intervalles de changement de manteau dans les concasseurs giratoires primaires varient généralement de 3 à 9 mois selon l'application.
- Vérifiez que le diamètre de la jupe inférieure du manteau est compatible avec vos concaves actuels ; un ajustement incorrect empêchera l’installation sans usinage supplémentaire.
2. Segments concaves (revêtements de cuvette) : sélection de matériaux spécifiques à chaque niveau pour une durée de vie plus longue
Fonction
Les segments concaves (également appelés revêtements concaves ou revêtements de cuve) constituent la surface de concassage fixe du concasseur giratoire, tapissant l'intérieur de la paroi supérieure. Avec le manteau, ils définissent la géométrie de la chambre de concassage : l'angle de pincement, le profil de la chambre et, en définitive, la granulométrie du produit.
La plupart des concasseurs giratoires primaires utilisent une disposition concave à plusieurs niveaux : les revêtements d’admission supérieurs absorbent l’impact initial des gros matériaux à charger ; les revêtements intermédiaires supportent une combinaison d’impact et d’abrasion ; les revêtements inférieurs sont soumis à une usure abrasive intense lorsque les matériaux plus fins sont comprimés vers l’ouverture de décharge.
Matériel Requis
Le choix des matériaux pour les segments concaves est sans doute plus nuancé que pour les manteaux, car les trois niveaux sont soumis à des conditions de contrainte nettement différentes :
| Niveau | Stress primaire | Matériel recommandé |
| Supérieur (admission) | Impact élevé | acier Mn14 ou acier faiblement allié résistant aux chocs |
| Milieu | Impact et abrasion | Acier Mn18Cr2, moyennement allié |
| Bas | Abrasion intense | Acier à haute teneur en chrome, acier allié ou aciers spéciaux à haute teneur en manganèse |
Acier au manganèse standard Ce matériau convient à tous les niveaux de charge pour des applications modérées. Pour les matériaux d'alimentation agressifs, les aciers alliés à dureté élevée (HB 375–575) offrent une résistance à l'abrasion nettement supérieure, au détriment toutefois de la ténacité. La fonte blanche à haute teneur en chrome (HB > 600) offre une résistance à l'usure maximale pour les applications de faible puissance, mais elle est fragile sous l'effet de chocs violents et son utilisation doit être sélective.
Dans les applications abrasives, les concaves de bas niveau représentent souvent une part disproportionnée du coût total d'usure des concaves — dans certaines opérations, la majorité des dépenses en revêtements est concentrée à ce niveau, ce qui fait du choix des matériaux à ce niveau la décision d'approvisionnement la plus influente dans la chambre.
Remarques concernant les achats — Utiliser la même qualité de matériau pour l'ensemble de la production est une erreur courante et coûteuse.
- Demander rapports d'inspection dimensionnellePour les nouveaux concaves ; même des segments légèrement hors tolérance peuvent créer une répartition inégale des contraintes et accélérer l’usure de la coque.
- Confirmez le compatibilité du mécanisme de verrouillage(à goupille, à goupille conique, à barre de verrouillage ou métal sur métal) avant de commander des segments de remplacement.
- Si votre installation présente une usure accélérée de la couche inférieure, envisagez de remplacer cette couche par un alliage plus dur tout en conservant les couches supérieures en manganèse standard ; cette approche ciblée offre souvent le meilleur rapport coût/tonne.
3. Doublures latérales de la coque inférieure
Fonction
Les revêtements latéraux de la paroi inférieure protègent la surface intérieure du châssis inférieur du concasseur contre l'abrasion des matériaux concassés qui s'écoulent vers l'orifice de décharge. Sans ces revêtements, la paroi inférieure elle-même s'éroderait, entraînant des réparations coûteuses du châssis ou un remplacement complet de la paroi.
Matériel Requis
Les doublures latérales de la coque inférieure sont généralement fabriquées à partir de Acier au manganèse Mn14 ou Mn18Dans les applications très abrasives, les opérateurs spécifient parfois un acier allié au chrome-molybdène pour une meilleure résistance à l'usure par glissement, notamment dans la zone située immédiatement au-dessus de la sortie.
Notes sur les achats
- Les revêtements doivent être inspectés à chaque changement de manteau. Leur remplacement est généralement déclenché lorsque leur épaisseur atteint 30 à 40 % de leur épaisseur initiale ; attendre l’apparition d’un risque de percée visible est trop tard.
- Lorsqu'un revêtement latéral s'use entièrement et que la coque de fond structurelle est exposée à un matériau abrasif, la réparation qui en résulte — impliquant généralement un renforcement par soudure et un réusinage de la coque elle-même — peut coûter dix fois plus cher qu'un remplacement opportun du revêtement.
- Assurez-vous que les nouvelles doublures comprennent les éléments corrects gabarits de positionnement des pattes et des trous de boulonspour le modèle et le numéro de série spécifiques de votre concasseur.
- Lors de l'approvisionnement auprès de fournisseurs de pièces de rechange, demandez un certificat d'essai des matériaux (MTC)confirmer la composition réelle de l'alliage, et pas seulement son appellation.
4. Casquette araignée
Fonction
Cela ressemble à une simple couverture. Ce n'en est pas une.
Le chapeau en forme d'araignée se trouve au sommet du concasseur, recouvrant le palier supérieur où l'arbre principal est supporté. Sa fonction principale est protectrice : il protège le palier en forme d'araignée et le sommet de l'arbre principal des matériaux entrants, parfois des blocs rocheux arrivant à un débit de plusieurs tonnes par seconde. Physiquement, il sert également de déflecteur, divisant et dispersant les matériaux loin du centre lorsqu'ils pénètrent dans la chambre de concassage.
Un chapeau d'araignée usé ou cassé expose le palier d'araignée à un impact direct de roches — un mode de défaillance qui peut rapidement dégénérer en dommages à l'arbre principal et en une facture de réparation qui dépasse largement le coût du chapeau lui-même.
Matériel Requis
Les chapeaux d'araignée sont généralement moulés à partir de acier au manganèse à teneur moyenne en carbone ou acier alliéL'objectif est d'équilibrer la résistance aux chocs et la solidité structurelle. Certains constructeurs utilisent des inserts résistants à l'usure ou des plaques d'usure boulonnées sur la face supérieure.
Notes sur les achats
- Le capuchon de l'araignée doit correspondre dimensionnellement à votre ensemble d'araignée spécifique ; ne le substituez pas à un autre modèle de concasseur sans vérification technique.
- Inspectez les pièces à la recherche de fissures ou d'écaillage lors de chaque arrêt programmé ; la défaillance du capuchon de l'araignée est souvent une cause profonde des dommages aux paliers de l'araignée qui ne deviennent apparents qu'après coup.
- Les capuchons d'araignée de rechange peuvent être économiques, mais nécessitent une vérification par rapport aux plans dimensionnels du fabricant d'origine afin de garantir un positionnement correct et une protection optimale des roulements.
5. Doublures de bras
Fonction
Les protections de bras (également appelées protections de bras d'araignée) recouvrent les bras d'araignée qui enjambent l'ouverture d'alimentation du concasseur. Ces bras constituent un élément structurel soumis à rude épreuve : chaque morceau de gros matériau entrant dans le concasseur passe entre eux ou directement au-dessus. Les protections de bras absorbent cette usure, préservant ainsi la structure métallique sous-jacente.
Matériel Requis
Les doublures de bras sont généralement fabriquées à partir de Acier au manganèse Mn14Étant donné que le mode d'usure est principalement dû à l'impact (plutôt qu'à l'abrasion par glissement), les caractéristiques d'écrouissage du manganèse sont ici bien adaptées.
Notes sur les achats
- Les doublures de bras sont souvent négligées lors de la planification des pièces de rechange car elles ne constituent pas une pièce d'usure prioritaire — jusqu'à ce qu'elles soient usées et que le bras de l'araignée soit exposé. Pensez à les inclure dans votre liste de contrôle d'inspection de routine.
- Assurer le bon enduit de supportderrière la doublure lors de l'installation pour éviter les basculements et les fissures.
6. Doublures de jante
Fonction
Les revêtements de jante protègent le bord intérieur de l'araignée, et plus précisément l'anneau circulaire reliant les bras de l'araignée. Lors de l'introduction des matériaux dans la chambre de concassage, le bord est constamment exposé aux chocs et à l'abrasion causés par le glissement des roches sur sa surface.
Matériel Requis
Les doublures de jante sont généralement produites à partir de Acier au manganèse Mn14 ou Mn18, à l'instar des manchons de bras. La géométrie annulaire permet l'utilisation de segments individuels, ce qui permet de remplacer les sections usées sans avoir à retirer l'ensemble complet.
Notes sur les achats
- La conception segmentée des garnitures de jante facilite le remplacement ; vérifiez que votre araignée utilise une configuration segmentée plutôt qu’une configuration monobloc lors de votre commande.
- L'usure est souvent irrégulière sur le pourtour du rebord en raison d'une distribution asymétrique de l'alimentation ; ce phénomène est plus fréquent qu'on ne le pense. Dans de nombreuses installations où l'alimentation provient d'un seul convoyeur ou d'une seule goulotte, le chargement asymétrique est courant : le segment du rebord directement exposé à l'alimentation s'use beaucoup plus vite que le côté opposé. Il est donc recommandé d'inspecter chaque segment individuellement à chaque arrêt et de ne remplacer que ceux qui ont atteint leur limite d'usure, plutôt que de procéder systématiquement à un remplacement complet. Cette approche ciblée permet de réduire sensiblement les dépenses annuelles liées aux revêtements de rebord.
7. Arbre principal du concasseur giratoire : rôle structurel, spécifications de l’alliage et délais d’approvisionnement
Fonction
Dans les plus grands concasseurs primaires, l'arbre principal, pesant plus de 100 tonnes, constitue l'élément structurel central du concasseur giratoire et l'un des composants les plus sensibles aux erreurs de fabrication. Il supporte le manteau, transmet les forces de concassage de l'ensemble excentrique à la surface de concassage et est soutenu en son centre, à sa partie supérieure, par le palier en étoile.
L'arbre principal lui-même ne s'use pas comme les composants de la chemise. Son remplacement est généralement dû à des dommages mécaniques : usure des tourillons au niveau des surfaces d'appui, déformation conique liée à un mauvais positionnement de la chemise, ou fissures de fatigue causées par des surcharges importantes. Il n'y a pas de solution miracle : la rupture de l'arbre entraîne des temps d'arrêt et des coûts considérables.
Matériel Requis
Les arbres principaux sont fabriqués à partir de pièces forgées en acier allié à haute résistanceLes surfaces des tourillons de palier sont traitées thermiquement afin d'obtenir la combinaison requise de ténacité à cœur et de dureté superficielle. Elles sont généralement rectifiées avec précision.
Notes sur les achats
- Un arbre principal représente un investissement important ; les délais d'approvisionnement auprès de fabricants réputés sont généralement de 80 jours. 12 à 24 semaines pour les grandes taillesÉtablissez un budget et un plan en conséquence.
- Toujours préciser le Modèle exact du concasseur, numéro de série et plans dimensionnels Lors de la commande, veuillez noter que de légères variations dans l'angle de conicité ou les spécifications du filetage peuvent rendre un arbre inutilisable.
- Demander certificats de contrôle par ultrasons (UT) et de contrôle par particules magnétiques (MPI) pour tout arbre neuf ou remis à neuf — les défauts internes d'un composant soumis à ce niveau de contrainte cyclique peuvent être catastrophiques.
- Pour les arbres remis à neuf ou reconstruits, insistez sur vérification de la dureté de la surface du tourillon post-usinage.
8. Excentriques : Comment la spécification de la course affecte les performances du concasseur
Fonction
La plupart des opérateurs de concasseurs ne pensent jamais à l'excentrique — jusqu'à ce que la machine commence à faire un bruit anormal.
L'excentrique (bague ou ensemble excentrique) confère au concasseur giratoire son mouvement caractéristique. Situé dans la partie inférieure du carter, il transforme le mouvement de rotation du moteur d'entraînement et du pignon en un mouvement giratoire excentré de l'arbre principal. La course de l'excentrique, c'est-à-dire son décalage par rapport à l'arbre principal, détermine directement la capacité du concasseur et la granulométrie du produit.
La bague excentrique elle-même constitue la principale surface d'usure de cet ensemble, soumise à un contact de glissement continu avec l'arbre principal sous la charge d'écrasement maximale.
Matériel Requis
Les bagues excentriques sont généralement revêtues de alliages contenant du métal blanc (Babbitt) ou du bronze Sur la surface intérieure, assurant une interface de glissement à faible frottement avec l'arbre principal. Le corps excentrique extérieur est lourd. moulage en acier allié ou en fonte ductile.
Notes sur les achats
- Le débattement de l'excentrique n'est pas réglable après la fonderie ; commander une spécification de débattement incorrecte implique de commander un nouvel excentrique. Veuillez vérifier la valeur de débattement requise avant l'achat.
- Écran tactile température de l'huile de lubrification et clarté de l'huile de retour En continu, la dégradation des surfaces de roulement génère une chaleur élevée et une contamination métallique dans le circuit d'huile, souvent avant même que tout autre symptôme ne soit visible.
- Lors de l'approvisionnement en excentriques de rechange, vérifiez que l'épaisseur et la qualité de la liaison du métal antifriction de l'alésage intérieur sont documentées — une couche de métal antifriction qui se décolle sous la charge provoque des dommages rapides et catastrophiques à l'arbre.
Principes clés d'approvisionnement des pièces d'usure pour concasseurs giratoires
Quels que soient les composants que vous utilisez, ces six principes s'appliquent à chaque poste de votre budget pièces d'usure. Le calcul est simple : si vous les respectez, votre coût par tonne diminue. Si vous les ignorez, vous dépenserez plus pour réparer les problèmes que pour les prévenir.
- Documentez les données de votre candidature.La dureté, l'indice d'abrasion, la teneur en humidité, la granulométrie et les objectifs de débit de la matière première sont autant de paramètres qui déterminent le choix du matériau approprié. Les fournisseurs qui ne peuvent pas conseiller à partir de données d'application font des suppositions.
- Exiger les certificats d'essai des matériaux.Tout fournisseur de pièces moulées d'usure doit fournir une documentation détaillée sur la composition chimique et les propriétés mécaniques réelles, et non se contenter d'indiquer la nuance. S'il refuse, mettez fin à votre collaboration.
- Constituez un stock de pièces de rechange stratégique.Le coût du stockage d'un jeu de contre-batteurs et d'un manteau de rechange est toujours inférieur au coût d'un arrêt imprévu de la production. Intégrez les délais de livraison dans votre planification des stocks.
- Évaluer le coût par tonne, et non le prix unitaire.Choisir une doublure qui coûte 30 % plus cher mais dure 80 % plus longtemps est un meilleur choix. Suivez la durée de vie réelle de la doublure à chaque changement et utilisez ces données pour comparer les fournisseurs.
- Vérifier la compatibilité dimensionnelle.Surtout pour les pièces de rechange, vérifiez-les par rapport aux schémas du fabricant d'origine, et non pas seulement par des affirmations verbales du type « compatible avec toutes les marques ».
- Pensez au système dans son ensemble.Le choix du manteau et de la concavité est lié. Modifier l'un sans tenir compte de l'autre peut modifier la répartition de l'usure dans la chambre et réduire la durée de vie des deux revêtements.
Pourquoi les entreprises minières choisissent Qiming Casting
Si vous évaluez des fournisseurs pour votre programme de pièces d'usure pour concasseur giratoire 2026, Casting de Qiming est un nom qui mérite de figurer en tête de votre liste.
Pour manteauxQiming Casting fournit à la fois des aciers à haute teneur en manganèse standard et une solution plus avancée : manchons d'insertion TICDans les applications abrasives où les manchons en acier au manganèse standard sont remplacés tous les quelques mois, les manchons à inserts en carbure de tungstène ont démontré leur efficacité. Durée de vie améliorée de 1.5 à 2 fois — une réduction significative de la fréquence de remplacement, des temps d'arrêt et du coût total d'usure.
Pour segments concavesQiming Casting a développé le Série TF de nuances d'acier alliéConçue spécifiquement pour les applications de concassage giratoire, la série TF de Qiming Casting offre une gamme de duretés allant de HB 375 (TF40) à HB 600+ (TF65/TF70), permettant une sélection de matériaux adaptée à chaque zone (supérieure, intermédiaire et inférieure). Cette optimisation ciblée maximise le rapport coût/performance dans les environnements de traitement de minerais exigeants.
Qiming Casting garantit ses produits par des certificats d'essais de matériaux complets, une documentation d'inspection dimensionnelle et des recommandations d'alliages adaptées à l'application. Que vous utilisiez un concasseur Metso Superior, un FLSmidth TSUV ou toute autre plateforme de concassage giratoire primaire, leur équipe d'ingénieurs saura vous proposer la solution idéale en fonction de votre modèle de concasseur et des caractéristiques de votre minerai.
Si votre intervalle de remplacement de manteau actuel est inférieur à six mois, ou si vous constatez une usure accélérée du contre-réacteur inférieur sur un minerai dur et abrasif, c'est précisément dans ces conditions que les manteaux à inserts TIC et les contre-réacteurs de la série TF de Qiming Casting ont donné les meilleurs résultats. Il est donc judicieux d'en discuter avant votre prochain remplacement programmé, et non après.
Pour toute demande d'information concernant l'approvisionnement ou pour une consultation technique sur votre modèle de concasseur spécifique et les caractéristiques de votre minerai, veuillez contacter directement l'équipe de Qiming Casting.
Dernière mise à jour : avril 2026. Les spécifications et les options de matériaux sont susceptibles d'être modifiées ; veuillez consulter votre fournisseur de pièces d'usure pour connaître la disponibilité actuelle et obtenir des recommandations spécifiques à votre application.



