Kontaktujte nás
Zanechte prosím své specifické potřeby a kontaktní údaje a personál vás bude co nejdříve kontaktovat!
S prudkým rozvojem industrializace dolů byly použity různé typy drticích stanic. Odpovídající drtiče, dopravníky a další kompletní sady zařízení byly široce používány. Zvyšuje se také poptávka po souvisejícím příslušenství a náhradních dílech. Pánev / podložky podavače zástěry jsou hlavními opotřebitelnými částmi podavače zástěry.
Náš zákazník, Společnost Ansteel Group Corporation, importovat sadu podavačů zástěr od výrobce z USA. Každý rok musí dovážet velké množství dílů podavače zástěr, které zahrnují řetězy a pánve. Za účelem zkrácení dodací doby náhradních dílů a snížení pořizovacích nákladů. Ansteel chce, aby mu Qiming Casting vyrobil ty části podavače zástěry. Jako slévárna manganové oceli se snažíme tyto vyrábět pánev podavače zástěry.
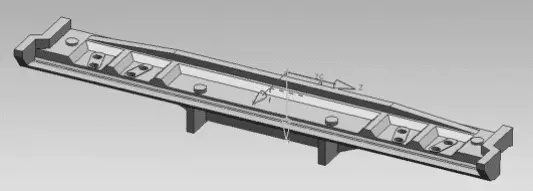
Aby se zajistilo, že roztavená ocel bude proudit do dutiny rychle a hladce, je vnitřní brána odlitku plochá, rovnoměrně rozložená na jedné straně odlitku a stoupačka je umístěna v odpovídající poloze brány, aby bylo zajištěno, že struskový plyn v roztavené oceli je vypouštěna v čase a zároveň je vyšší než stoupačka. Větrací otvory jsou umístěny v kořenové poloze, aby se zabránilo nedostatečnému odlévání odlitku. Jak ukazuje následující obrázek.
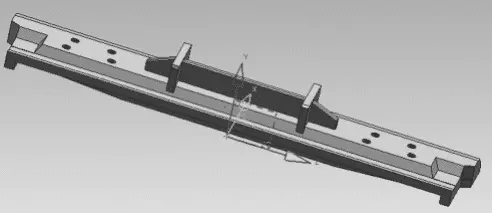
S ohledem na potíže při výrobě pánví podavače zástěry se místo dřevěných vzorů používají kovové vzory, aby byla zajištěna přesnost a rovinnost klíčových rozměrů délky odlitku, aby se zabránilo deformaci odlitku způsobené deformací model od zdroje a použití kovových forem zajišťuje kvalitu povrchu celého odlitku.


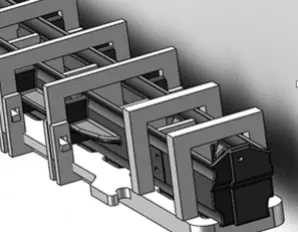
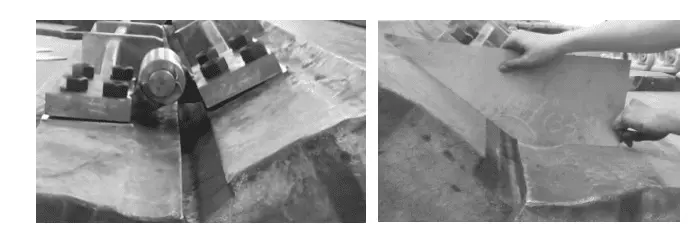
S ohledem na konstrukční vlastnosti samotného odlévání pánví podavače zástěr, aby se zabránilo deformaci po úpravě vodotěsností, je speciálně navržen speciální nástroj pro tepelné zpracování. Jak je znázorněno na obrázku níže, dva letové odlitky jsou rozptýleny do podoby obejmutí a níže je použit typ základního podnosu. Podepřete celý odlitek a zajistěte stabilitu odlitku během celého procesu. Horní část využívá typ upevnění svorky a svorka je umístěna na snadno deformovaných a slabých místech pro upevnění. Vnitřní dutina je blokována vhodnou přepážkou. Tato konstrukční konstrukce může nejen zajistit celkovou stabilitu odlitku, ale také zajistit, aby chladicí voda mohla plně ochlazovat odlitek během úpravy vytvrzováním vodou. Prostřednictvím tohoto nástroje pro tepelné zpracování může stupeň deformace odlitku po tepelném zpracování splnit požadavky zákazníka a velikost deformace není větší než 0.35 - 100.
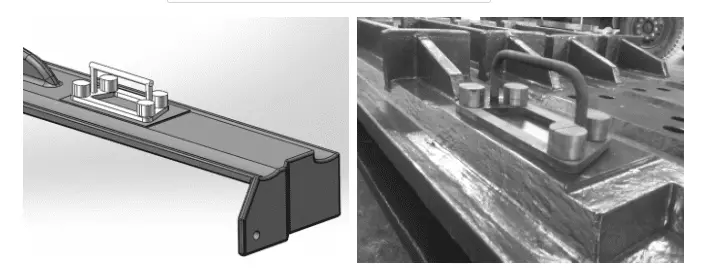
Díky kombinaci skutečného použití misek podavače zástěr, aby bylo zajištěno přesné vyrovnání misek podavače zástěr se spodní částí lišty řetězu během používání, je navržen odnímatelný kontrolní nástroj podle velikosti 8 otvorů sekce lišty řetězu aby bylo zajištěno, že 8 otvorů na obou koncích misek podavače zástěr je na svém místě. Zarovnání je přesné během první zkušební instalace a na obrázku je schematický diagram kontrolního nástroje.
Otáčení pánví podavače zástěry završuje transportní proces otáčením dírek mezi články řetězu pomocí hnacího kola níže. Když se pánve podavače zástěrek otáčejí, musí být mezi oběma částmi hnacího kola vytvořen určitý úhel (147 °), aby byl zajištěn správný úhel otáčení. Úhlový zkušební přípravek je speciálně navržen podle podmínek použití na místě. Úhlový zkušební přípravek se používá pro experiment s úhlovým testem. Úhel otočení splňuje požadavky výkresu a dosahuje 147 °, což zajišťuje normální otáčení pánví podavače zástěr v následujícím.
Na základě našich návrhů jsme pro Ansteel Group vyrobili kvalitní díly podavače zástěr. Po použití se díly podavače zástěr Qiming Casting shodují s originálními náhradními díly. Nákup však stál pouze 70% originálních dílů.