aviso
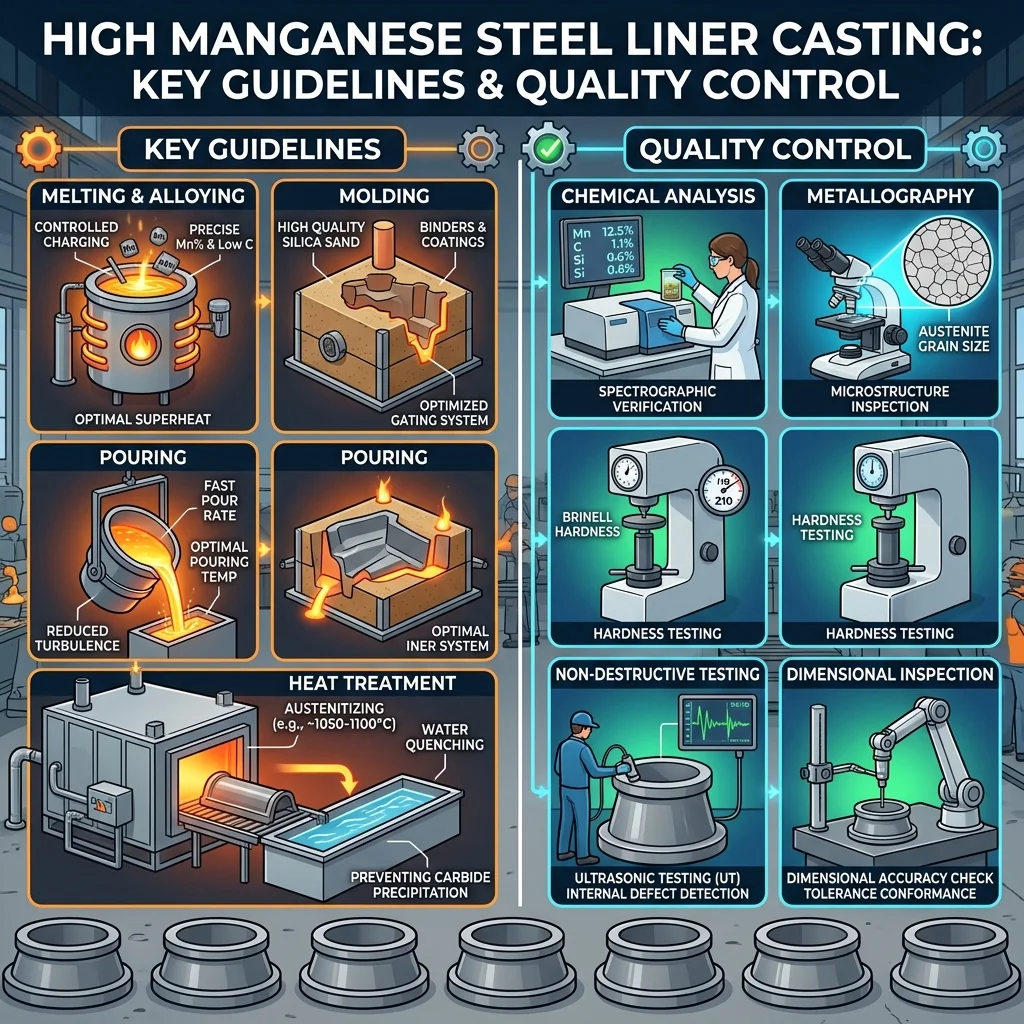
Este documento describe las directrices básicas y los estándares de control de calidad para la fundición de revestimientos de acero con alto contenido de manganeso, centrándose en los procesos clave, el control de la composición y las medidas de prevención de defectos. Todo el contenido se basa en prácticas de fundición profesionales y estándares de la industria, con el objetivo de proporcionar orientación técnica a los profesionales del sector. Para necesidades específicas de personalización y asistencia profesional, póngase en contacto con Qiming Casting para obtener soluciones profesionales.
-
¿Qué hace especiales a los revestimientos de acero con alto contenido de manganeso?
El acero con alto contenido de manganeso, en particular el Mn13, es reconocido por su capacidad de endurecimiento por deformación: bajo cargas de impacto, presenta mayor dureza y resistencia al desgaste. Sin embargo, esta ventaja de rendimiento solo se logra mediante un control riguroso del proceso de fundición. Los principios fundamentales para una fundición exitosa de revestimientos de acero con alto contenido de manganeso incluyen un control preciso de la composición, una prevención eficaz de la adherencia de arena, un diseño adecuado del sistema de vertido y alimentación, y un estricto tratamiento térmico de endurecimiento por agua.
-
Control de la composición: la base de la resistencia al desgaste
Una composición química incorrecta en la fundición de revestimientos de acero con alto contenido de manganeso afectará directamente la resistencia al desgaste y la vida útil de los revestimientos. Para un rendimiento óptimo, se recomienda el siguiente rango de composición, utilizado sistemáticamente por Qiming Casting para la producción de revestimientos de alta calidad:
| Elemento | Alcance del objetivo (fracción de masa) | Importancia para la calidad de la fundición |
| Carbono (C) | 1.0% - 1.4% | Mejora la resistencia al desgaste de las piezas fundidas de revestimiento de Mn13; un contenido insuficiente de carbono produce una baja dureza, mientras que un exceso de carbono provoca fragilidad. |
| Manganeso (Mn) | 11% – 14% (≥13% recomendado) | Fundamental para inducir el endurecimiento por deformación en la fundición de revestimientos de acero con alto contenido de manganeso; un exceso de manganeso puede provocar la precipitación de carburos. |
| Silicona (Si) | ≤0.5% | Un menor contenido de silicio mejora la tenacidad de las piezas fundidas de revestimiento de Mn13Cr2; los niveles elevados reducen la resistencia al impacto. |
| Fósforo (P) | ≤0.09% | Un bajo contenido de fósforo minimiza la fragilidad en las piezas fundidas de acero con alto contenido de manganeso; un exceso de fósforo puede provocar grietas. |
| Azufre (S) | ≤0.04% | Minimiza los defectos internos y la fragilidad en la fundición de revestimientos de Mn18; el exceso de azufre provoca defectos en la fundición. |
Consejo profesional: Para la fundición de revestimientos de acero con alto contenido de manganeso, mantenga una relación carbono-manganeso entre 1.0 y 1.4. Esta relación garantiza la formación de una estructura de austenita única, esencial para el endurecimiento por deformación de los revestimientos de Mn13.
-
Moldeo y control de arena: Prevención de defectos por adherencia de arena
La adherencia de arena es un defecto común en la fundición de revestimientos de acero con alto contenido de manganeso, que perjudica la calidad superficial y la resistencia al desgaste de los revestimientos. Se recomiendan las siguientes medidas para eliminar la adherencia de arena y garantizar la calidad de la fundición:
- Selección de arenaLa arena de olivino de magnesio es el material preferido para la fundición de revestimientos de acero con alto contenido de manganeso, ya que es resistente a la erosión por MnO y evita la adherencia de arena química. Para revestimientos de Mn13Cr2 de tamaño pequeño a mediano, también se puede utilizar arena de piedra caliza o arena de silicato de sodio endurecida con CO₂.
- Normas de moldeoLa compactación de la arena debe mantenerse en ≥50 (medida con un durómetro tipo A) para evitar la arena suelta y las gotas de arena. La cavidad del molde debe ser lisa y se deben instalar múltiples canales de ventilación para asegurar una correcta descarga de gases durante el vaciado.
- Protección del recubrimientoSe debe aplicar un recubrimiento de magnesia de alta refractariedad (de 0.5 a 1.0 mm de espesor) a la superficie de trabajo del molde. Está estrictamente prohibido el uso de arena de cuarzo, ya que reacciona con el MnO para formar compuestos de bajo punto de fusión, lo que provoca una fuerte adherencia de la arena en la fundición de revestimientos de Mn18.
-
Vertido y alimentación: Prevención de defectos por contracción
Los defectos de contracción (como agujeros y holguras) reducen la integridad estructural de los revestimientos de acero con alto contenido de manganeso y aumentan el riesgo de fractura. En la fundición de revestimientos de acero con alto contenido de manganeso, deben cumplirse estrictamente los siguientes parámetros y requisitos:
| Parámetro | Ajuste recomendado | Impacto de calidad |
| Contracción lineal | 2.5% - 2.7% | Garantiza el tamaño y el ajuste adecuados del revestimiento con el equipo; las desviaciones provocan problemas de incompatibilidad. |
| Temperatura de vertido | 1380 – 1420 ℃ | Las temperaturas inferiores a 1350 ℃ aumentan la tasa de contracción y reducen la resistencia al desgaste. |
| Velocidad de vertido | 20–30 kg/s (revestimientos medianos-grandes) | Una velocidad excesiva provoca el lavado de arena; una velocidad insuficiente produce defectos de cierre en frío. |
| Sistema de alimentación | Vertido en el fondo/lado del escalón + subidas aisladas | Garantiza un llenado uniforme y evita la formación de poros por contracción en las piezas fundidas de acero con alto contenido de manganeso. |
Nota adicional: Se deben utilizar mazarotas aisladas con discos de fácil corte para asegurar que se solidifiquen después del revestimiento, proporcionando así una alimentación continua durante la solidificación. Se recomienda el uso de enfriadores externos para controlar los puntos calientes, mientras que los enfriadores internos están estrictamente prohibidos para evitar inclusiones en la fundición del revestimiento de Mn13Cr2.
-
Tratamiento térmico: endurecimiento por agua para un rendimiento óptimo.
El tratamiento térmico es un paso crítico en la fundición de revestimientos de acero con alto contenido de manganeso, ya que determina directamente el rendimiento de endurecimiento por deformación y la vida útil de los revestimientos. El proceso de endurecimiento por agua debe implementarse estrictamente de la siguiente manera:
- Etapa de calentamiento:
- De temperatura ambiente a 600 ℃: Calentar a una velocidad de 30–50 ℃/h para evitar tensiones térmicas y grietas.
- De 600 ℃ a la temperatura objetivo (1050–1100 ℃): Calentar a una velocidad acelerada de 100–150 ℃/h para mejorar la eficiencia.
- Etapa de aislamientoMantenga la temperatura objetivo durante un tiempo calculado como (espesor del revestimiento en mm) ÷ 25 (horas). Por ejemplo, un revestimiento Mn13 de 50 mm requiere 2 horas de aislamiento.
- Etapa de enfriamientoSumerja el revestimiento en agua inmediatamente después de retirarlo del horno (temperatura del acero ≥950 °C). La temperatura del agua debe ser de 10 a 30 °C y el volumen de agua debe ser de 8 a 10 veces el peso del revestimiento. Agite o haga circular el agua para romper la película de vapor y asegurar un enfriamiento uniforme.
- Enfriamiento finalEnfríe el revestimiento a ≤60℃ en agua; el enfriamiento con aire está prohibido, ya que provoca precipitación de carburos y fragilidad en la fundición de revestimientos de acero con alto contenido de manganeso.
- Defectos comunes: diagnóstico y medidas correctivas
Un estricto control de calidad durante la fundición de revestimientos de acero con alto contenido de manganeso puede reducir eficazmente los defectos. La siguiente tabla describe los defectos comunes, sus causas principales y las medidas correctivas correspondientes:
| Tipo de defecto | Causa principal | Medidas correctivas |
| Arena pegajosa | Reacción del MnO con la arena; recubrimiento insuficiente; baja compactación de la arena | Utilice arena de olivino de magnesio + recubrimiento de magnesia; aumente la compactación de la arena. |
| Agujeros de contracción | Alimentación inadecuada; vertido irregular; baja temperatura de vertido | Optimizar el sistema de alimentación; ajustar la velocidad y la temperatura de vertido; añadir sistemas de refrigeración externos. |
| Poros de aire | Alta emisión de gases de arena; vertido turbulento; mala ventilación del molde. | Utilice arena con bajo contenido de gases; añada canales de ventilación; asegúrese de que el vertido sea uniforme. |
| Agrietamiento | Estrés térmico; enfriamiento desigual; tratamiento térmico inadecuado | Siga las curvas de calentamiento/enfriamiento; optimice el proceso de endurecimiento por agua. |
| Precipitación de carburo | Resistencia al agua insuficiente; enfriamiento lento; contenido excesivo de manganeso. | Controlar estrictamente los parámetros del tratamiento térmico; asegurar un enfriamiento rápido. |
-
Guía de selección profesional para revestimientos de acero con alto contenido de manganeso
Los revestimientos de acero con alto contenido de manganeso (Mn13, Mn13Cr2, Mn18) deben seleccionarse en función de las condiciones de operación para maximizar su vida útil y rendimiento. Se recomiendan las siguientes directrices para la selección de revestimientos en la fundición de revestimientos de acero con alto contenido de manganeso:
- Entornos de alto impacto (minería/trituración)Se recomiendan los revestimientos de Mn13Cr2 o Mn18, ya que presentan una mayor tenacidad y resistencia al agrietamiento, optimizadas mediante la fundición profesional de revestimientos de acero con alto contenido de manganeso.
- Entornos de alto desgaste (cemento/molienda)Los revestimientos estándar de Mn13 son los preferidos por su resistencia al desgaste estable y su rentabilidad, siendo adecuados para operaciones de rectificado continuo.
- Ambientes corrosivos/de fatiga (centrales eléctricas)Los revestimientos de acero con alto contenido de manganeso microaleado con Mo/Ni son adecuados, ya que proporcionan una resistencia superior a la corrosión y un buen rendimiento frente a la fatiga para un funcionamiento a largo plazo.
-
Requisitos de inspección de calidad
Para garantizar la calidad de las piezas fundidas de acero con alto contenido de manganeso, se deben realizar las siguientes inspecciones obligatorias después de la fundición y el tratamiento térmico:
- Pruebas metalográficas: Confirmar la formación de una estructura de austenita única, libre de carburos o inclusiones excesivas.
- Prueba de durezaAsegúrese de que la dureza del revestimiento alcance los 180-220 HB, que es el rango óptimo para un buen rendimiento en el endurecimiento por deformación.
- Prueba de tenacidad al impacto: La tenacidad al impacto debe ser ≥15 J/cm² para garantizar la resistencia a la carga de impacto en la fundición de revestimientos de acero con alto contenido de manganeso.
- Inspección de superficieLa superficie del revestimiento debe ser lisa, libre de adherencias de arena, grietas u otros defectos que puedan afectar la resistencia al desgaste.
-
Acerca de Qiming Casting: su experto en fundición de revestimientos de acero con alto contenido de manganeso.
Qiming Casting es líder mundial en el diseño y la fabricación de revestimientos de acero con alto contenido de manganeso, especializándose en servicios profesionales de fundición de este material. La empresa controla rigurosamente cada etapa del proceso de fundición —desde las pruebas de composición y el moldeo hasta el vertido, el tratamiento térmico y la inspección de calidad— para ofrecer revestimientos de alta calidad que cumplen con los estándares de la industria y los requisitos del cliente.
Tanto si necesita revestimientos de Mn13, Mn13Cr2 o Mn18, Qiming Casting le ofrece soluciones de fundición personalizadas y asistencia técnica profesional.



