Guía de materiales para revestimientos de molinos de bolas: Acero al manganeso frente a acero aleado Cr-Mo: cómo elegir
Elegir el material de revestimiento incorrecto para su molino de bolas no solo reduce la vida útil. Puede bloquear los revestimientos en su lugar, dañar la carcasa del molino y crear riesgos de seguridad durante el revestimiento. Un conjunto de revestimiento atascado en un molino SAG grande puede agregar de 12 a 24 horas a una parada de revestimiento planificada. $30,000–$100,000 por hora En el caso de la pérdida de producción, se trata de una decisión de especificación, no de un problema de mantenimiento.
Si alguna vez ha tenido que parar un proyecto de revestimiento durante horas más de lo previsto porque un revestimiento no salía, o ha visto cómo un juego de revestimientos se desgastaba en una fracción del tiempo esperado, la causa principal suele ser la misma: se especificó el material incorrecto para la aplicación.
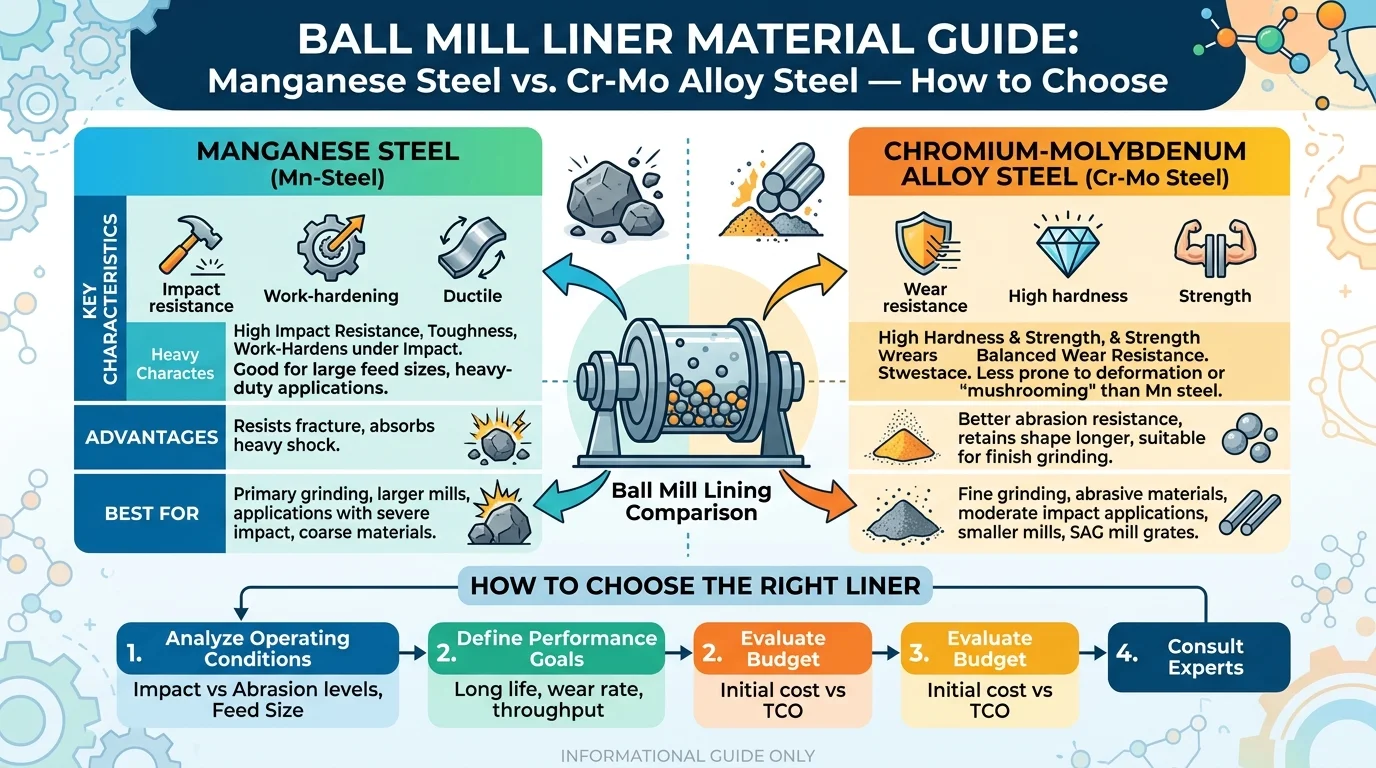
Esta guía compara los dos materiales de revestimiento más utilizados: acero al manganeso austenítico (AMS) y acero aleado de cromo-molibdeno (Cr-Mo) con alto contenido de carbono — desde la perspectiva de compras y operaciones. Encontrará un marco de selección directa, una lista de verificación de especificaciones y las preguntas que debe hacer a cualquier proveedor antes de comprometerse con un pedido.
La diferencia fundamental: cómo se desgasta cada material
Comprender cómo se comportan estos dos materiales bajo carga es la base de toda decisión de selección.
Acero al manganeso austenítico (AMS / Alto en Mn)
El acero al manganeso se endurece por deformación bajo impacto: la superficie se endurece progresivamente a medida que el revestimiento absorbe los golpes repetidos, mientras que el sustrato subyacente permanece tenaz y dúctil. Esta combinación de dureza superficial y tenacidad del núcleo lo hace altamente resistente a la fractura, incluso bajo cargas de impacto extremas.
También hay que tener en cuenta la seguridad. Al entrar en el molino para inspección o revestimiento, pueden desprenderse bolas de entre los revestimientos endurecidos por el trabajo. Es necesario enjuagar a fondo la superficie del revestimiento antes de entrar; esto debe estar incluido en el procedimiento de mantenimiento y no dejarse a criterio de la instalación.
En qué aspectos AMS funciona bien: Molinos de pequeña y mediana escala que procesan minerales altamente abrasivos. Para estas aplicaciones, los revestimientos AMS han demostrado una importante ventaja en cuanto a costo por tonelada, difícil de igualar: la combinación de resistencia al impacto y a la abrasión a un menor costo unitario es difícil de replicar con otros materiales.
Acero aleado de cromo-molibdeno (Cr-Mo) con alto contenido de carbono
El acero aleado Cr-Mo es el material estándar actual para los revestimientos de molinos SAG y se especifica cada vez más para grandes molinos de bolas. La dureza suele oscilar entre 325–380 chelines, entregado en estado de fundición tras un tratamiento térmico controlado.
A diferencia del acero al manganeso, el Cr-Mo no depende del endurecimiento por deformación. Su resistencia al desgaste proviene de la composición de la aleación y del tratamiento térmico aplicado en la fundición. Esto significa que su rendimiento es más predecible: se obtienen tasas de desgaste uniformes desde la primera tonelada procesada hasta la última, sin la variabilidad que conlleva la activación del endurecimiento por deformación.
Los revestimientos de Cr-Mo no se expanden significativamente bajo carga, lo que significa que pueden retirarse durante toda su vida útil. Las operaciones de revestimiento son más seguras, rápidas y tienen menos probabilidades de causar daños secundarios a la carcasa del molino.
Marco de selección: Seis variables que determinan el material adecuado
La selección del material del revestimiento no es una decisión aislada. Depende de al menos seis variables, y tratarla como una simple pregunta de "¿cuál es mejor?" llevará a una respuesta errónea.
Analice estas variables en orden. Las dos primeras variables —tamaño del molino y abrasividad del mineral— determinarán la elección del material para la mayoría de las aplicaciones. Las variables 3 a 6 son ajustes: pueden modificar la especificación dentro de una categoría de material o indicar restricciones operativas que anulen la recomendación predeterminada.
Variable 1: Tamaño del molino
| Diámetro del molino | Material recomendado |
|---|---|
| De pequeño a mediano (hasta ~18 pies) | AMS o Cr-Mo: evaluar en función de la abrasividad del mineral. |
| Grande (18-24 metros) | acero aleado al cromolymolibdeno |
| SAG/AG muy grande (>24 pies) | Cromo-Mo con alto contenido de carbono; consulte al proveedor sobre el tratamiento térmico de secciones gruesas. |
Los límites de diámetro son valores de referencia de ingeniería indicativos; la selección del material real debe confirmarse con su proveedor en función del diseño específico del molino y las condiciones de funcionamiento.
Variable 2: Abrasividad del mineral
- Alta abrasividad (Minerales ricos en sílice, cuarzo, granito duro): El endurecimiento por deformación plástica mediante AMS ofrece una importante ventaja en cuanto a coste por tonelada en plantas de procesamiento más pequeñas. En plantas de procesamiento más grandes, se prefieren los grados de Cr-Mo de alta dureza.
- Abrasividad moderada (piedra caliza, minerales más blandos): El Cr-Mo a 325–380 BHN suele ser la opción más sencilla.
- Alimentación mixta o variable: El comportamiento de desgaste constante y predecible del Cr-Mo facilita la planificación en comparación con el AMS, que depende de la activación por impacto.
Variable 3: Tamaño de la pelota
Las bolas de molienda grandes (>100 mm) generan impactos de alta energía. En entornos de alto impacto, la resistencia a la fractura del AMS se convierte en una ventaja, pero también lo hace el riesgo de expansión y bloqueo. Si utiliza bolas grandes en un molino pequeño, tenga en cuenta la dificultad del revestimiento en su cálculo del costo total, no solo la vida útil.
Variable 4: Velocidad del molino
Las velocidades de laminación más altas aumentan la frecuencia de impacto y, por lo general, favorecen la activación del endurecimiento por deformación del AMS, pero también aceleran la expansión del revestimiento. Si su laminadora opera por encima del 75 % de la velocidad crítica, consulte con su proveedor sobre la gestión de la expansión del revestimiento antes de especificar el AMS.
Variable 5: Entorno de corrosión
El rectificado húmedo introduce un componente de corrosión que afecta la tasa de desgaste de manera diferente en cada material. El acero AMS tiene una resistencia a la corrosión moderada. Los aceros aleados de Cr-Mo varían: un mayor contenido de cromo mejora la resistencia a la corrosión.
Variable 6: Capacidad de revestimiento e intervalo de mantenimiento
Esta es la variable que con mayor frecuencia se ignora en la etapa de especificación, y la que causa la mayoría de los problemas operativos.
Si su planta cuenta con equipos de revestimiento limitados o un período de mantenimiento reducido, los revestimientos AMS en una planta de gran tamaño representan un riesgo. La posibilidad de que los revestimientos se atasquen prolonga la duración de la parada de forma impredecible. La estabilidad dimensional del Cr-Mo en servicio lo convierte en la opción más segura desde el punto de vista operativo para plantas donde la eficiencia del revestimiento es fundamental.
Comparación lado a lado
| Aspecto | Acero al manganeso austenítico (AMS) | Acero de aleación Cr-Mo con alto contenido de carbono |
|---|---|---|
| Dureza (tal como se instaló) | 200–230 HB (se endurece a 400–550 HB en servicio) | 325–380 chelines |
| Mecanismo de desgaste | Endurecimiento por deformación + resistencia a la abrasión | Dureza de la aleación + resistencia a la abrasión |
| Resistencia al impacto | Excelente: alta resistencia, sin fracturas. | Bueno: adecuado para la mayoría de las aplicaciones. |
| Estabilidad dimensional | Se expande al impacto (riesgo de bloqueo) | Estable: permanece extraíble |
| Facilidad de recolocación | Difícil en diseños de revestimiento sólido | Sencillo |
| Riesgo de daños en la carcasa | Alto si no se controla la tensión de expansión. | Bajo |
| Mejor tamaño de molino | Pequeño a mediano | De tamaño mediano a grande (estándar SAG) |
| Previsibilidad | Variable (depende de la activación del endurecimiento por trabajo) | Tasa de desgaste constante y predecible |
| Resistencia a la corrosión | Moderado | Varía según el contenido de Cr; especifíquelo explícitamente. |
| Costo unitario | Precio unitario generalmente más bajo; ventaja en el costo total de propiedad en pequeñas plantas de procesamiento con mineral de alta abrasividad. | Mayor precio unitario; ventaja en el costo total de propiedad en grandes fábricas gracias a un menor número de paradas por revestimiento al año. |
Referencia del caso: Molino de bolas Codelco Andina
En el molino de bolas de 20 pies de Codelco Andina, un cambio a revestimientos ondulados de hierro blanco Cr-Mo de alta y baja presión resultó en Mejora de la vida útil del revestimiento en más del 50%. en comparación con la especificación anterior, manteniendo al mismo tiempo el rendimiento operativo del molino durante toda la vida útil del revestimiento.
Este resultado refleja un patrón observado en numerosas plantas de laminación de gran tamaño: la consistencia y la estabilidad dimensional de los revestimientos de aleación de cromo-molibdeno se traducen directamente en intervalos de servicio más prolongados y una programación de mantenimiento más predecible. El mayor costo unitario se compensa con un menor número de paradas para el revestimiento al año.
Para molinos más pequeños que procesan minerales altamente abrasivos, los revestimientos de rejilla AMS han demostrado ventajas comparables en cuanto a costo por tonelada; el material adecuado depende de sus condiciones operativas específicas, no de una preferencia universal. El marco de selección anterior es un buen punto de partida.
Lista de verificación de adquisiciones: qué especificar y qué solicitar
Antes de ordenar
Documentación mínima que se debe exigir a cualquier proveedor de revestimientos:
| Comparación de | Lo que confirma |
|---|---|
| Certificado de química (por ciclo) | Los porcentajes de Mn, Cr, Mo y C coinciden con el grado especificado (por colada, no como promedio del lote). |
| informe de prueba de dureza | La dureza en estado de fundición cumple con las especificaciones (rango BHN). |
| Informe de inspección dimensional | El perfil y la posición de los orificios para los pernos coinciden con el plano de su fresadora (±1 mm o más ajustado). |
| Certificado ISO 9001: 2015 | El proveedor opera un sistema de gestión de calidad documentado. |
Parámetros clave que debe indicar explícitamente en su orden de compra:
- Marca, modelo y diámetro del molino
- Tipo de revestimiento (revestimiento de la carcasa, revestimiento del extremo, rejilla, barra elevadora)
- Grado de aleación (por ejemplo, Mn18Cr2 para AMS; especifique el rango de BHN y el contenido de Cr/Mo para Cr-Mo)
- Rango de dureza requerido
- Número de referencia del plano dimensional
- Perfil de la superficie (altura de la ola, ángulo del elevador)
Puntos de inspección en el momento de la entrega
- Verificación de dureza: Utilice un durómetro portátil (Brinell o Leeb) en una muestra de los revestimientos entregados. Si la dureza medida está fuera del rango BHN especificado, rechace el lote antes de la instalación.
- Comprobación dimensional: Verifique la longitud, el ancho y el espesor del revestimiento en los puntos clave, así como el diámetro y la separación de los orificios para los pernos, comparándolos con el plano.
- Inspección visual: Compruebe si hay grietas superficiales, juntas frías y porosidad por contracción, especialmente en los cambios de sección y cerca de los orificios de los pernos, donde las concentraciones de tensión son mayores.
- Control de peso: Un revestimiento con un peso entre un 5 % y un 8 % inferior al especificado puede indicar un espesor de sección reducido o una densidad de aleación incorrecta.
Banderas rojas del proveedor
- No se pueden proporcionar certificados químicos por cada ciclo de calentamiento. — solo fichas técnicas genéricas
- AMS cotiza un gran molino SAG sin discutir el diseño del revestimiento. — El material y el diseño no pueden elegirse de forma aislada.
- No puedo confirmar la experiencia con su modelo o tamaño de molino específico.
- No hay datos disponibles sobre pruebas de dureza. — “seguimos las especificaciones” sin evidencia de prueba
- Precios significativamente inferiores al mercado — Las aleaciones para revestimientos tienen costos de materia prima conocidos; los precios agresivamente bajos suelen indicar la sustitución de aleaciones.
Referencia rápida
| Parámetro | Guía |
|---|---|
| Dureza AMS en servicio | 400–550 HB (endurecido por deformación) |
| Dureza del Cr-Mo en estado de fundición | 325–380 chelines |
| Costo de parada de molino grande | $30,000–$100,000 por hora |
| Métrica de comparación de la vida útil | gramos de revestimiento por tonelada de mineral procesado |
| Documentos mínimos requeridos | Certificado químico previo al proceso de colada + informe de dureza + informe dimensional + certificado ISO |
Preguntas frecuentes
¿Puedo procesar revestimientos de AMS y Cr-Mo simultáneamente en el mismo laminador?
No se recomienda. Las diferentes características de dilatación térmica y tasas de desgaste generarán patrones de desgaste irregulares en el revestimiento, afectarán la geometría de la fresadora y complicarán el programa de revestimiento. Especifique un solo material para un juego completo de revestimientos.
Actualmente, mi laminadora utiliza revestimientos AMS que son difíciles de quitar. ¿Qué debo hacer antes del próximo revestimiento?
Es imprescindible realizar un lavado a alta presión exhaustivo de la superficie del revestimiento antes de la entrada, ya que pueden quedar atrapadas esferas entre los revestimientos endurecidos por deformación y se desprenderán al ser manipuladas. Contrate a un especialista en revestimientos con experiencia en problemas de expansión de AMS. Para el próximo ciclo de especificaciones, evalúe la posibilidad de cambiar a Cr-Mo y confirme con su proveedor que el perfil del revestimiento de reemplazo sea dimensionalmente compatible con su patrón de pernos actual.
¿Cómo puedo comparar la vida útil entre AMS y Cr-Mo para mi aplicación específica?
Solicite a su proveedor datos de referencia sobre la vida útil para el mismo tamaño de molino y tipo de mineral. Exprese la vida útil como gramos de revestimiento consumidos por tonelada de mineral procesado — no horas ni meses, que dependen demasiado de las condiciones de funcionamiento como para ser comparables entre diferentes emplazamientos.
¿Qué información necesito para obtener un presupuesto exacto para el revestimiento?
Marca, modelo y diámetro del molino; posición del revestimiento (carcasa, extremo, rejilla); tipo de mineral e índice de abrasividad (Índice de Abrasión Bond, si está disponible); tamaño de la bola; velocidad del molino (% crítico); y la especificación actual del revestimiento si se reemplaza un diseño existente.
¿Listo para especificar los revestimientos de los molinos de bolas?
Comparta los detalles de su planta, el tipo de mineral y las especificaciones actuales del revestimiento.
Nuestro equipo metalúrgico responde en un plazo de 24 horas con una recomendación de material, confirmación dimensional, plazo de entrega y cotización FOB/CIF.
Solicitar cotización técnica
Contacte con nuestros especialistas en revestimientos.



