Марганецті жоғары термиялық өңдеу
Бұл мақалада жоғары марганецті болаттың механикалық қасиеттеріне зарядтау температурасы, қыздыру жылдамдығы, ұстап тұру температурасы, ұстау уақыты, салқындату жылдамдығы, позиция және т.б қоса термиялық өңдеу параметрлерінің әсері келтірілген.
Жоғары марганецті болатпен термиялық өңдеу дегеніміз - карбидті ерітіндінің температурасына дейін қыздырылған жоғары марганецті болат құймаларын және оқшаулауды белгілі бір уақытқа дейін суға тез салқындатып, біртұтас остенит түзеді, осылайша оның беріктігі мен беріктігі қайта өңдеуге жетеді Шыңдау мақсаты. Қарапайым көміртекті болаттан айырмашылығы, жоғары марганецті болат суда қайнатылғаннан кейін қатайтылмайды, бірақ жұмсақ болады, сондықтан жоғары марганецті болатпен термиялық өңдеуді судың беріктігін өңдеу деп те атайды. Термиялық өңдеу процесінде карбид қатты күйде аустенитке дейін ериді, сондықтан қатты ерітіндіні күшейтетін өңдеу деп аталады. Марганецті болат ерітіндісімен өңдеудің жоғары параметрлері негізінен пештің температурасына, қыздыру жылдамдығына, оқшаулау температурасына, ұстау уақытына, орналастыруға және т.б.
Пештің температурасы және қыздыру жылдамдығы
Марганецті болаттан жасалған жоғары болат құю бетіне жабысқақ құм, драп және құю стоякты тазарту үшін. Құюды жылытуға немесе салқындатуға арналған жабысқақ құм оқшауланған, сондықтан салқындатудан кейінгі құйма қыздыруы мен су біркелкі болмайды, қатты жабысқақ құм құйма суды салқындату жылдамдығына төмендетеді, нәтижесінде астық шекарасында карбидті жауын-шашын болады. Жылулық өңдеумен қыздырғанда тілік жіңішке және декарбуризацияланған. Суды сөндіргеннен кейін ол мартенситке айналады, ал мартенситтік трансформация көлемі ұлғаяды, бұл құю матрицасының жарылуына және стресске әкелуі мүмкін. Марганецті болаттың жоғары жылу өткізгіштігі төмен, көміртекті болаттан 100 to 1/4 - 1/6 есе төмен, көміртекті болаттан 600/1 - 2/5 есе 7 ℃ төмен. Марганецті болаттың жылуды кеңейту коэффициенті, көміртекті болат үшін 2 есе, 500 ℃ жоғары. Төмен температурада қыздыру процесінде фазалық ауысу күйзелісі болмаса да, 300 ℃ немесе одан да көп қыздырылған кезде құю кристалда болады және түйір шекарасында сынғыш карбидті құбылыс пайда болады, кейде перлиттің өзгеруі жүреді. Марганецті болаттан жасалған жоғары бақа құрылымы күрделі, құйма арасындағы бірдей құю қабырғасының қалыңдығының айырмашылығы бар, құюдың кішігірім кернеуі жоқ. Әр түрлі бөліктердегі қыздыру немесе салқындату процестерін термиялық өңдеу кезінде үлкен температуралық айырмашылық бар, нәтижесінде термиялық стресс пайда болады. Осылайша, термиялық кернеу мен құю кернеуі қабаттасып, бақаның жарықтарын тудырады. Сондықтан біз марганецті болаттан жасалған жоғары бақа пештің температурасы мен қыздыру жылдамдығын бақылауымыз керек.
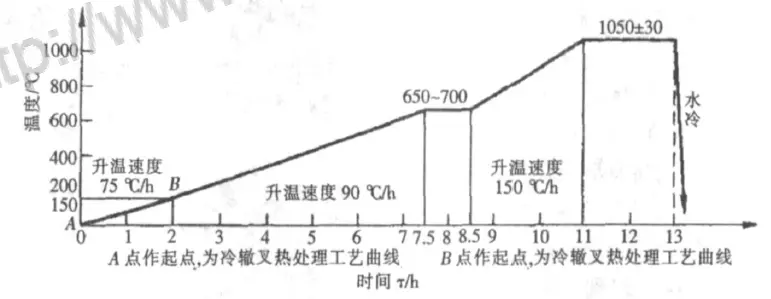
Марганецті болаттан жасалған жоғары бақа термиялық өңдеу процесін екі жолмен жүзеге асырады: суық бақа өңдеу және ыстық бақа өңдеу. Ыстық бақалар үшін, егер сол пештің бір пеші орнатылған пештің температурасы мен негізгі температурасы пешке сәйкес келсе, онда бұл процесс энергияны үнемдеуі және тиімділікті жоғарылатуы мүмкін. Бірақ пештің температурасын нақты өндіріс кезінде пештің температурасымен сәйкестендіру қиын, ал айырмашылығы үлкен, басты себептер: су сол пештің термиялық өңдеуінде жарылғаннан кейін әр түрлі пеш бақалары қораптан шығады, нәтижесінде бірдей болады пештің лягушкасы бастапқы температура Әр түрлі; үздіксіз өндірістің арқасында пештің температурасы күн сайын бірдей болмайды; температураның маусымдық өзгеруі қоршау мен пештің температурасының өзгеруіне әкеледі; пешті сұрыптаудағы бақа белгілі бір температура айырмашылығын тудырады. Бұл бақа мен пештің арасындағы үлкен температуралық айырмашылыққа әкеледі. Шэньян теміржол бюросы Xue үй керек-жарақтары фабрикасы ескі процестің ыстық бақа температурасының көтерілуінің бастапқы нүктесі (450 ℃), қыздыру жылдамдығы (150 ℃ / сағ). Жоғары марганецті болаттың жылу өткізгіштігі нашар болғандықтан, ол бақаның ішіндегі үлкен жылу кернеуін тудырады, кейін суды сөндіргенде немесе ерте салқындатқанда немесе крекинг кезінде салқындатады. Суық бақа үшін (температура - бұл бөлме температурасы), орташа температура жеткіліксіз, ұстау уақыты аз, жоғары температураның басталу нүктесі (сәйкесінше 400 ℃ және 200 ℃), тез қызады (сәйкесінше 160 ℃ / сағ және 90 ℃). / сағ). Температураның, бақаның және пештің басталу температурасының көтерілуінің бастапқы нүктесі температураның үлкен айырмашылығына ие, крекингті өңдегеннен кейін суда бақа пайда болады.
Шешімнің температурасы және ұстау уақыты
Ерітіндінің температурасы мен ұстау уақыты келесідей анықталады: карбидтер толығымен ериді, аустениттің дұрыс түйіршік мөлшері, болаттағы химиялық құрамы біркелкі, ең жақсы механикалық қасиеттер алынады және қызып кететін тіндердің пайда болуына жол берілмейді. . TB / T447 - 2004 басқа легірлеуші элементтерсіз жоғары марганецті болат бақа үшін судың беріктігі температурасын 1000-нан 1100 ° C-қа дейін қамтамасыз етеді. Карбюрленген дененің карбиді еру процесі - көміртегі карбидтен аустенитке дейін диффузияланады, ал бастапқы цементит фазасы өздігінен диффузияланып, бетке бағытталған кубты аустенит құрайды. (Fe, Mn) Көміртек атомдарындағы 3С көміртегі карбиді және басқа атом күші әлсіз, процесті жүргізуге оңай, еру жылдамдығы тезірек болады. 1000 ° C дейін қызады, (Fe, Mn) 3 C толығымен ыдырауы мүмкін. Ыдырауды, еру мен диффузияны жеделдету, гомогенизация құрамын алға жылжыту үшін ерітіндінің температурасы 1050 ~ 1100 ℃ жеткілікті. Температура 1050 ℃-ден асқанда, аустенит дәндері өсе бастайды. Температура 1120 ℃ жеткенде аустенит дәні айқын өседі. Температура 1150 ℃-ден жоғары болған кезде дән өрескел болады және қызып кететін тін пайда болады. Құрамында хром, молибден, ванадий, титан және басқа карбид түзуші элементтері бар марганецті болат үшін ұйымда арнайы карбидтер болады, ерітінді қиынырақ, ерітіндінің температурасын 30 ~ 50 increased жоғарылату керек. Нәтижелер көрсеткендей, құрамында хром, молибден және ванадий бар жоғары марганецті болат үшін суды тазарту температурасы 1050 ℃ болған кезде аустенит толығымен өзгермейді және карбидтер толығымен тұнбаға түсе алмайды. 1100 ℃ қыздыру температурасында аустениттің трансформациясы Толығымен жұқа дәндер, карбидтік дисперсия, олар жақсы механикалық қасиеттерге ие. Судың кермектігі 1150 temperature температурада болса, астық үлкен үрдіске айналды. Оқшаулау уақыты карбидті толық еріткенше, ингредиенттер біркелкі болуы мүмкін. Шамадан тыс ұстау уақыты механикалық қасиеттерге пайдалы емес. 1-кестеде құймалардың химиялық құрамы, қыздыру уақыты және ұстау температурасы (1080 ℃) бірдей болатын жоғары марганецті болат бақаның механикалық қасиеттеріне ұстау уақытының әсері көрсетілген. 1-кестеден көруге болады, оқшаулаудың 0.5 сағ жеткіліксіз, ең жақсы оқшаулау 2 сағ, өнімділік төмендегенде 2 сағ. Термиялық өңдеу процесіне дейінгі оқшаулаудағы өндірушілер бірдей болмағандықтан, оқшаулау уақыты әртүрлі, марганецті болат бақаның ұстау уақыты 2 ~ 6.5 сағ.




